Изобретение относится к устройству для смены деталей, установленных на машинах для обработки емкостей, в частности деталей обрабатывающих головок, с целью перенастройки на другие программы розлива, мойки и/или укупорки, при проведении которой отдельные детали удаляют и заменяют на другие.
В разливочных машинах существует потребность в замене определенных деталей на обрабатывающих головках. К таким деталям относятся, например, разливочные трубки, промывочные емкости и т.п. В механических разливочных машинах для розлива напитков, в которых уровень заполнения по существу определяется нижней кромкой короткой разливочной трубки, ее замена требуется, в частности, при переходе на разные уровни заполнения. Как правило, эти короткие разливочные трубки (если они снабжены наружной резьбой) удаляются путем вывинчивания из наполнительного мундштука или обрабатывающей головки и заменяются на соответствующие разливочные трубки другой длины. Известен также способ, согласно которому в случае штекерного соединения таких разливочных трубок их удаляют с помощью пневматического съемника, обслуживаемого вручную.
В устройстве согласно DE 19840172 A1 на периферии машины для обработки емкостей предусмотрен перемещаемый в различные позиции комплектующе-заменяющий автомат, с помощью которого детали устанавливают на обрабатывающих головках, а имеющиеся на них детали удаляют и перемещают на позицию хранения, другие же детали из позиции хранения соединяют с обрабатывающими головками, при этом комплектующе-заменяющий автомат автоматически объезжает составляющие сегменты обрабатывающей машины для емкостей и производит смену деталей по меньшей мере на одной из установленных рядом друг с другом обрабатывающих головок.
Комплектующе-заменяющий автомат после отдельного грубого позиционирования обрабатывающей машины осуществляет собственное точное позиционирование относительно нее и производит последующую смену деталей.
Автомат выполнен по меньшей мере с одним комплектующим узлом для одной или нескольких сменных деталей, посекторно переводится в согласованное положение с установленными по кругу наполнительными клапанами и в рабочей позиции для осуществления смены заменяет несколько воздушных трубок.
Отдельно взятый технологический процесс смены деталей, установленных на вращающихся обрабатывающих машинах, включает следующие операции:
- секциональное перемещение ротора обрабатывающей машины с последующим грубым позиционированием;
- точное позиционирование комплектующего узла на обрабатывающей головке со съемом детали и укладкой ее в накопительный узел;
- извлечение по меньшей мере одной детали из накопительного узла с последующим позиционированием и закреплением детали по меньшей мере на одной обрабатывающей головке;
- определение следующей рабочей позиции комплектующе-заменяющего автомата и/или точное позиционирование относительно следующего сектора секционально перемещаемого ротора обрабатывающей машины.
Отсюда видно, что подобная смена деталей также и в этом усовершенствованном уровне техники по-прежнему связана со значительным объемом рабочих операций и соответствующими затратами времени.
Далее известно, что при мойке таких разливочных машин или их обрабатывающих головок промывочные емкости, выполненные в соответствии с процессом мойки, по отдельности соединяют с обрабатывающими головками. При этом подающее устройство, подводимое извне к кругу вращения разливочной машины, переводится с его помощью в положение подачи, после чего отдельные промывочные емкости устанавливаются в положение стопорения, соединяются с узлами обработки и приводятся в круговое движение. По окончании процесса мойки промывочные емкости посредством подающего устройства отсоединяют от узлов обработки, выводят из круга вращения и размещают вне зоны машины для обработки сосудов.
С целью усовершенствования этого процесса уже предлагалось производить закрепление промывочной емкости на наполнительных элементах без дополнительных вспомогательных средств в основном автоматически, при этом закрепление промывочной емкости поддерживается и за пределами зоны схода бутылок, для чего необходимо лишь прерывать работу разгрузочного клапана во время цикла промывки. Одновременно высказывалась мысль об использовании давления, существующего в разливочной машине, для обеспечения закрепления промывочной емкости на самом наполнительном элементе (DE 23089190 C3, DE 2747501 C3, DE 3227244 C1 и DE-GM 7218143). Эти известные предложения существенно облегчают повседневную мойку таких разливочных машин. Отдельные промывочные емкости из позиции стоянки вне разливочной машины устанавливают на ленточный транспортер для наполняемых бутылок и перемещают в машину. В процессе вращения за счет приподнимания подъемных органов происходит также приподнимание упомянутых промывочных емкостей к наполнительному клапану, после чего за счет подвода давления к емкостям осуществляется автоматический зажим на деталях наполнительного элемента. Затем емкости совершают многократные обороты и по окончании процесса наполнения снова выводятся из машины. Для этого с промывочных емкостей снимается давление и подъемными органами они вновь переводятся в низкую отводную плоскость выпускного транспортера.
И, наконец, известен способ, согласно которому промывочные емкости оставляют в самой машине и посредством автономных подъемных устройств, установленных за пределами собственно подъемных органов для приподнимания бутылок, перемещают к наполнительным элементам (DE 2553989 B2). Согласно этой известной форме выполнения требуются дополнительные подъемные органы для перемещения промывочных емкостей, что значительно увеличивает общие затраты на оборудование и управляющую аппаратуру и без того сложной разливочной машины. К тому же дополнительные подъемные органы должны размещаться в значительной мере за пределами центра непосредственных осей наполнительных клапанов, вследствие чего при последующей промывке под давлением появляются значительные проблемы, связанные с созданием для них необходимой опоры.
Действия по замене деталей на таких машинах для обработки емкостей и на их наполнительных мундштуках и обрабатывающих головках, в особенности те из них, которые осуществляются извне, имеют значительные недостатки при использовании асептических разливочных систем, обусловленные необходимостью вмешательства в чистые зоны.
В основу изобретения положена задача, устраняя выявленные недостатки, обеспечить возможность в случае изменения программы розлива или мойки или в случае переналадки на другие размеры упаковок и горловин заполняемых и/или укупориваемых емкостей производить существенно более быструю и простую переналадку/подгонку обрабатывающей разливочной машины, при этом задача заключается также еще и в том, чтобы при асептических способах обработки исключить вмешательство извне в чистые зоны или в машины с такими чистыми секциями и зонами обработки.
Для решения указанной задачи предлагается устройство для смены деталей обрабатывающих головок, установленных на вращающихся машинах для обработки емкостей, закрепленных на держателе, для изменения программы розлива или мойки или укупорки, выполненное в виде установленного в зоне обрабатывающих головок сопряженного с обрабатывающими головками приемного устройства, на котором размещены соответствующие сменные детали с возможностью в процессе смены на всех обрабатывающих головках удаляться и заменяться совместно или синхронно и устанавливаться в рабочую позицию.
В соответствии с одним предпочтительным вариантом осуществления изобретения приемное устройство выполняется в виде отдельных перестановочных сегментов, установленных вместе с размещенными на них сменными деталями обрабатывающих головок под обрабатывающими головками с возможностью перестановки и/или проворачивания.
В соответствии с другим предпочтительным вариантом осуществления изобретения приемное устройство выполнено в виде перестановочного кольца, которое вместе с размещенными на нем соответствующими сменными деталями всех обрабатывающих головок установлено под обрабатывающими головками с возможностью проворачивания вокруг оси (МА) ротора машины для обработки и установки в позицию по центру обрабатывающих головок.
Сменные детали обрабатывающих головок выполняются в виде различных приемных гнезд для горловин бутылок и/или центрирующих приспособлений для бутылок и/или в виде промывочной трубки или промывочного сопла. При этом сменные детали обрабатывающих головок выполнены, с одной стороны, в виде приемных гнезд, центрирующих приспособлений и держателей для головок бутылок и/или емкостей и, с другой стороны, в виде очищающих и/или промывочных сопел для наполнительных элементов и установлены в позицию в зоне наполнительных элементов.
В соответствии с предпочтительным вариантом перестановочное кольцо выполнено с кольцевым каналом для безразборной мойки оборудования и/или с каналом для различных сред и/или содержит канал внутри себя и/или соединено с ним. Промывочные сопла одновременно образуют или содержат подводящие и отводящие каналы для других сред или стерилизующих средств.
Существенное преимущество данного изобретения состоит в том, что смена обрабатывающих деталей, таких как зажимные крепления, центрирующие элементы, держатели, воротниковые поддержки и т.п., а также промывочные емкости или промывочные трубы и сопла, может быть автоматически произведена всего за одну операцию перестановки на всех обрабатывающих головках упомянутой машины для обработки емкостей.
При выполнении подобных операций по переналадке имеет место значительная экономия времени, тем более, что машины для обработки емкостей зачастую содержат определенно больше ста отдельных обрабатывающих головок и/или пунктов наполнения.
Кроме того, при наличии замкнутых полостей или объемов в таких обрабатывающих машинах или же при их установке в специальных асептических помещениях вмешательство извне уже не требуется.
Усовершенствования и варианты изобретения описываются ниже на примерах выполнения. Более подробно изобретение поясняется с помощью чертежей к этим вариантам выполнения, на которых
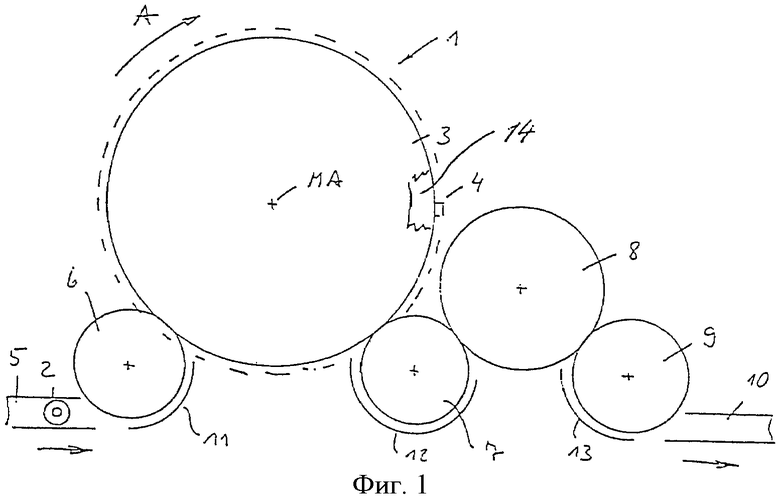
фиг.1 показывает в упрощенном изображении вид сверху на машину для обработки емкостей, выполненную в виде разливочной машины и соединенной с ней укупорочной машины;
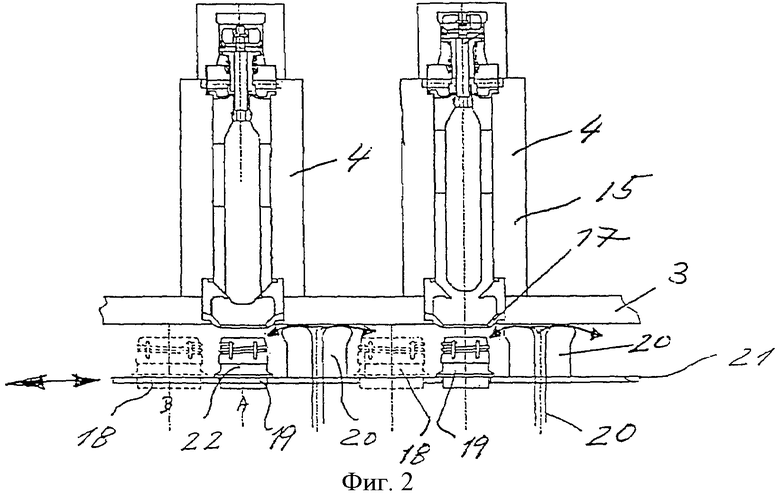
фиг.2 - верхнюю часть разливочной машины с вращающимся держателем для обрабатывающих головок и/или наполнительных клапанов и приемное устройство для различных сменных деталей;
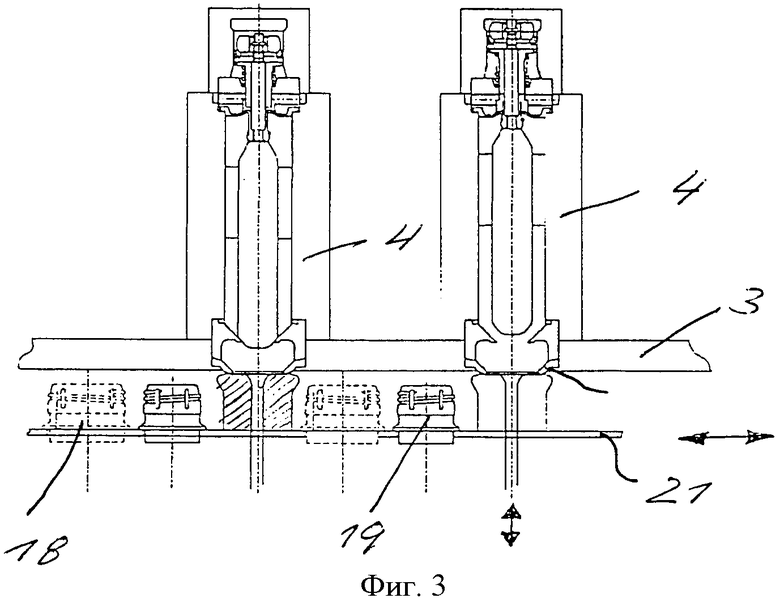
фиг.3 - обрабатывающие головки с промывочным соплом, которое может быть выполнено и в виде промывочной емкости;
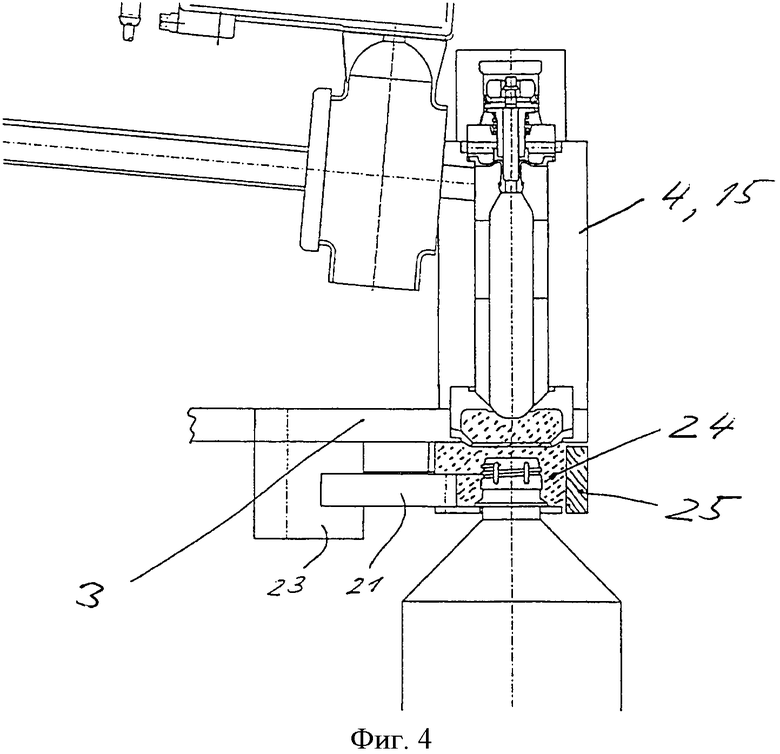
фиг.4 - радиальное сечение обрабатывающей головки и элементы верхней машины для обработки емкостей, имеющей стерильную полость.
Бутылки 2, подлежащие наполнению, подаются в разливочную машину 1 или ротор 3 по транспортеру 5 через подающую звездочку 6 (в случае необходимости с предвключенным распределительным шнеком 5). Наполненные бутылки 2 подаются через передаточную звездочку 7 в последующую укупорочную машину 8, которая выполнена, например, в виде машины для укупорки бутылок крончатыми колпачками или машины для укупорки бутылок навинчивающимися колпачками. Наполненные и укупоренные бутылки 2 через выпускную звездочку 9 поступают на транспортер 10. Цифрами 11, 12, 13 обозначены направляющие элементы, сопряженные со звездочками 6, 7 и 9. Как и звездочки, эти направляющие элементы могут иметь различные формы выполнения. В частности, при обработке пластиковых бутылок применяются направляющие и центрирующие элементы для воротников горловин, а также пневматические транспортеры.
Разливочная машина 1 или ее ротор 3, укупорочная машина 8 или ее ротор, а также звездочки 6, 7 и 9 приводятся в действие, например, по отдельности собственным приводом или общим приводом и образуют общий машинный блок или комбинированную разливочно-укупорочную машину.
Разливочная машина 1 представляет собой наполнительные элементы 4 с механическим, электрическим, электронным или иным управлением. Подобный наполнительный элемент 4 весьма упрощенно показан на фиг.2 в виде обрабатывающей головки. Каждый из этих наполнительных элементов 4 закреплен по периметру кольцевого резервуара 14, который является составной частью ротора 3 и может образовывать кольцеобразную внутреннюю полость для размещения в нем разливаемого продукта, а также для создания полости для сжатого газа.
Каждый наполнительный элемент 4 в показанной форме выполнения содержит, в частности, корпус 15, в котором образован канал для жидкости 16, сообщающийся с кольцевой полостью или подводящим трубопроводом и образующий на нижней стороне корпуса 5 кольцеобразное выпускное отверстие 17.
Согласно примеру выполнения, показанному на фиг.2, обрабатывающие головки 4 выполнены в виде свободноструйных наполнительных элементов, у которых подъемное движение их частей к венчику горловины бутылки и обратно не предусмотрено. Несмотря на это, любой другой наполнительный элемент, способный совершать движение вниз к горловине сосуда, может быть использован для герметизации. Возможным является также прижатие горловин сосудов к нажимным и уплотнительным элементам наливных отверстий и использование мобильных телескопических нажимных приспособлений. Как видно на чертеже, каждому наполнительному элементу 4 придано определенное количество сменных деталей 18, 19, 20, установленных на приемном устройстве, выполненном, например, в виде вращающегося кольца 21. Эти сменные детали 18, 19, 20 выполнены в виде различных приемных гнезд 18, 19 для горловин бутылок или в виде известного типа приспособлений для зажима горловин (не показаны), а также в виде промывочной трубки или промывочного сопла 20 для подачи или отвода циркулирующей моющей среды.
На фиг.2 в работе находится меньшее приемное гнездо 19 для горловин бутылок с центрированным венчиком 22.
При перенастройке на другие емкости или размеры бутылок и/или горловин или же при переходе на другую программу простой перестановкой или проворачиванием кольца 21 синхронно обеспечивается соответствие большего приемного гнезда 18 для горловин бутылок или другой предусмотренной сменной детали со всеми находящимися на роторе обрабатывающими головками или наполнительными элементами. Перестановка кольца вокруг оси разливочной машины может производиться разными способами с помощью регулирующих средств, известных из уровня техники. Для этого могут использоваться моторные, электрические, пневматические, а также гидравлические регулирующие механизмы и т.п. с разным или фиксированным заданием хода (многократный ход). Предпочтительно предусмотрен один ход на каждый шаг деления соответствующих сменных деталей, благодаря чему при повороте кольца обеспечивается их безошибочное позиционирование по центру обрабатывающих головок 4.
При выполнении сменных деталей в виде промывочной трубки или промывочного сопла 20 они соединены гибким трубопроводом с центрами обеспечения. Специальные уплотнения на промывочной трубке 20 и/или нижней части 17 наполнительного элемента обеспечивают надежную герметизацию сопряженных деталей.
Само перестановочное кольцо 21 можно также выполнить с соответствующим каналом для безразборной мойки оборудования (с CIP-каналом) или же разместить такой канал в указанном кольце или на нем. Фигура 3 показывает, разумеется, лишь упрощенное сопряжение промывочного сопла 20 с полостью наполнительного клапана.
Другой вариант представлен на фиг.4, где показаны радиальное сечение обрабатывающей головки и элементы верхней машины для обработки емкостей. Кольцо 21, проворачивающееся и вращающееся вокруг оси вращения МА разливочной машины, своей внутренней опорной частью 23 и приемными гнездами для горловин образует частично замкнутую стерильную полость 24, дополнительно окруженную наружным неподвижным кольцом 25, прерывающимся в зоне впуска и выпуска. В эту полость различными способами может подаваться стерильный газ или другое подходящее стерилизующее средство.
Вместо перестановочного кольца 21, представленного в примере выполнения, для приема сменных деталей каждому наполнительному клапану могут быть также приданы соответствующие перестановочные сегменты. Вместе со сменными деталями они могут поворачиваться под наполнительными элементами 4. Для этого может быть предусмотрен привод, совместно перемещающий все перестановочные сегменты через регулировочную тягу и т.п. Такие перестановочные сегменты могут приводиться в действие и отдельными серводвигателями, которые затем целесообразным образом запускают совместно для смены соответствующих сменных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОБРАБОТКИ СОСУДОВ | 2004 |
|
RU2358893C2 |
| МАШИНА ДЛЯ ОБРАБОТКИ ЕМКОСТИ | 2004 |
|
RU2342314C2 |
| СПОСОБ РОЗЛИВА ЖИДКОСТИ В ЁМКОСТЬ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269485C1 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2007 |
|
RU2399579C1 |
| НАПОЛНИТЕЛЬНАЯ МАШИНА И СПОСОБ РАСФАСОВКИ ПИЩЕВЫХ ПРОДУКТОВ | 2003 |
|
RU2297374C2 |
| АППАРАТ ДЛЯ РОЗЛИВА И УКУПОРКИ НАПИТКОВ В БУТЫЛКИ | 2004 |
|
RU2266861C2 |
| УСТРОЙСТВО ДЛЯ РОЗЛИВА ГОРЯЧЕЙ ЖИДКОСТИ В ЕМКОСТИ ИЗ НЕМОДИФИЦИРОВАННОГО ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2005 |
|
RU2288165C1 |
| МАШИНА ДЛЯ АВТОМАТИЗИРОВАННОГО РОЗЛИВА ЖИДКОСТНЫХ ПРОДУКТОВ В ЕМКОСТИ | 2006 |
|
RU2338682C2 |
| ЛИНИЯ ПРОИЗВОДСТВА МОЛОЧНЫХ ПРОДУКТОВ | 1994 |
|
RU2039429C1 |
| ПОЛУАВТОМАТ ДЛЯ МОЙКИ БУТЫЛОК И НОСИТЕЛЬ БУТЫЛОК ДЛЯ НЕГО | 2001 |
|
RU2202510C1 |
Изобретение относится к устройству для смены деталей, установленных на держателях на вращающихся машинах для обработки емкостей, в частности деталей обрабатывающих головок машин для розлива, мойки или укупорки. Устройство выполнено в виде установленного в зоне обрабатывающих головок сопряженного с обрабатывающими головками приемного устройства, на котором размещены соответствующие сменные детали с возможностью в процессе смены на всех обрабатывающих головках удаляться и заменяться совместно или синхронно и устанавливаться вместе с ними в рабочую позицию. Изобретение обеспечивает простую быструю переналадку машины при изменении программы розлива, или мойки, или укупорки или на другие размеры упаковок, или емкостей. 6 з.п. ф-лы, 4 ил.
1. Устройство для смены деталей обрабатывающих головок, установленных на вращающихся машинах для обработки емкостей, закрепленных на держателе, для изменения программы розлива или мойки или укупорки, выполненное в виде установленного в зоне обрабатывающих головок сопряженного с обрабатывающими головками приемного устройства, на котором размещены соответствующие сменные детали с возможностью в процессе смены на всех обрабатывающих головках удаляться и заменяться совместно или синхронно и устанавливаться вместе с ними в рабочую позицию.
2. Устройство по п.1, отличающееся тем, что приемное устройство выполнено в виде отдельных перестановочных сегментов, которые вместе с размещенными на них сменными деталями обрабатывающих головок установлены под обрабатывающими головками с возможностью перестановки и/или проворачивания.
3. Устройство по п.1, отличающееся тем, что приемное устройство выполнено в виде перестановочного кольца, которое вместе с размещенными на нем соответствующими сменными деталями всех обрабатывающих головок установлено под обрабатывающими головками с возможностью проворачивания вокруг оси (МА) ротора машины для обработки и установки в позицию по центру обрабатывающих головок.
4. Устройство по любому из пп.1-3, отличающееся тем, что сменные детали обрабатывающих головок выполнены в виде различных приемных гнезд для горловин бутылок и/или центрирующих приспособлений для бутылок и/или в виде промывочной трубки или промывочного сопла.
5. Устройство по п.3, отличающееся тем, что сменные детали обрабатывающих головок выполнены, с одной стороны, в виде приемных гнезд, центрирующих приспособлений и держателей для головок бутылок и/или емкостей и, с другой стороны, - в виде очищающих и/или промывочных сопел для наполнительных элементов и установлены в позицию в зоне наполнительных элементов.
6. Устройство по п.3, отличающееся тем, что перестановочное кольцо выполнено с кольцевым каналом для безразборной мойки оборудования и/или с каналом для различных сред и/или содержит такой канал внутри себя и/или соединено с ним.
7. Устройство по п.5, отличающееся тем, что промывочные сопла одновременно образуют или содержат подводящие и отводящие каналы для других сред или стерилизующих средств.
| DE 19840172 A2, 09.03.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДУЛЯТОРОВ РЕГУЛЯТОРА ТРАНСМЕМБРАННОЙ ПРОВОДИМОСТИ КИСТОЗНОГО ФИБРОЗА | 2010 |
|
RU2553989C2 |
| EP 0572107 A1, 01.12.1993 | |||
| DE 4332327 A1, 30.03.1995 | |||
| ПОЛУАВТОМАТ ДЛЯ МОЙКИ БУТЫЛОК И НОСИТЕЛЬ БУТЫЛОК ДЛЯ НЕГО | 2001 |
|
RU2202510C1 |

