Изобретение относится к термической обработке режущего инструмента с помощью высококонцентрированных источников энергии, а точнее с помощью непрерывного излучения технологического лазера.
Известные способы закалки режущего инструмента с помощью непрерывного излучения технологического включают нагрев поверхности режущих кромок при непрерывном относительном перемещении инструмента и излучения [1,2] Недостатки этих известных способов заключаются в повышенной чувствительности режущих кромок к перегреву, а также в том, что они предназначены для закалки однолезвийного инструмента.
Известен также метод закалки концевого режущего инструмента, имеющего несколько режущих кромок, зубьев или лезвий с помощью лазерного излучения [3, рис. 5. 41. Этот метод включает поочередный нагрев поверхности режущих кромок при относительном перемещении инструмента и излучения, причем перемещение лазерного излучения по режущим кромкам осуществляется в разные стороны: по одной режущей кромке в одну сторону, затем следует переход лазерного излучения на другую ближайшую кромку и перемещение излучения по ней в обратную сторону и т.д. Этот способ является наиболее близким техническим решением к заявляемому, т.е. прототипом.
Недостаток прототипа заключается в неравномерности нагрева разных режущих кромок и одной режущей кромке по длине, а также возможной деформации инструмента после обработки.
В предложенном методе нагрев лазерным излучением начинают с вершины режущих кромок и заканчивают в хвостовой или центральной части инструмента, при этом закалку выполняют в следующей последовательности: после нагрева первой режущей кромки выполняют нагрев симметричной ей и диаметрально противоположной режущей кромки, затем нагрев кромки, следующей по периметру за первой, и опять нагрев диаметрально противоположной ей и т.д. В этом случае лазерное излучение при нагреве режущих кромок всегда перемещается в одном направлении: от вершины к хвостовой или центральной части. В начальный момент режущая кромка в вершине еще не накопила тепла от лазерного нагрева и в этом случает перегрев вершины, имеющей наихудшие условия теплоотвода, будет наименьшим. Опасность перегрева в конце движения по режущей кромке, возникающая из-за накопления тепла и опережения теплового фронта, при этом также снижается, так как в хвостовой части или в центральной части вокруг режущей кромки имеется большая масса металла.
Симметричный и диаметрально противоположный обход по очереди каждой режущей кромки с наибольшим удалением последующей кромки от предыдущей позволяет исключить влияние нагрева закаливаемой режущей кромки за счет накопления тепла от закалки предыдущей, что также позволяет предотвратить возможность перегрева или оплавления кромок. Кроме того, симметричность обхода по очереди каждой режущей кромки приводит к уравновешиванию возникающих остаточных напряжений и к минимальным остаточным деформациям закаливаемого инструмента.
В результате реализации предложенного метода качество закалки значительно улучшается, поскольку равномерность глубины закалки увеличивается в 2,1-2,7 раза, микротвердости в 5,4-6,3 раза, а остаточные деформации снижаются в 1,4 4,5 раза.
Способ выполняют следующим образом. Перед лазерной закалкой инструмента подбирают режимы: мощность излучения, скорость перемещения и диаметр лазерного пятна. Инструмент устанавливают в зажимном устройстве на технологическом столе и перемещают его до соприкосновения лазерного излучения с вершиной режущей кромки. Включают лазер и механизм перемещения лазерного излучения по поверхности режущей кромки или механизм перемещения инструмента относительно лазерного излучения по заранее запрограммированной траектории. При спиральной режущей кромке возможно одновременное перемещение лазерного излучения (например, вдоль оси инструмента) и перемещение инструмента (вращение вокруг оси). Лазерное излучение перемещают относительно инструмента к его хвостовой части, при достижении лазерного пятна места окончания режущей кромки лазер выключают. При закалке торцевых режущих кромок лазерное пятно выставляют у вершины кромки и далее перемещают его к центру инструмента.
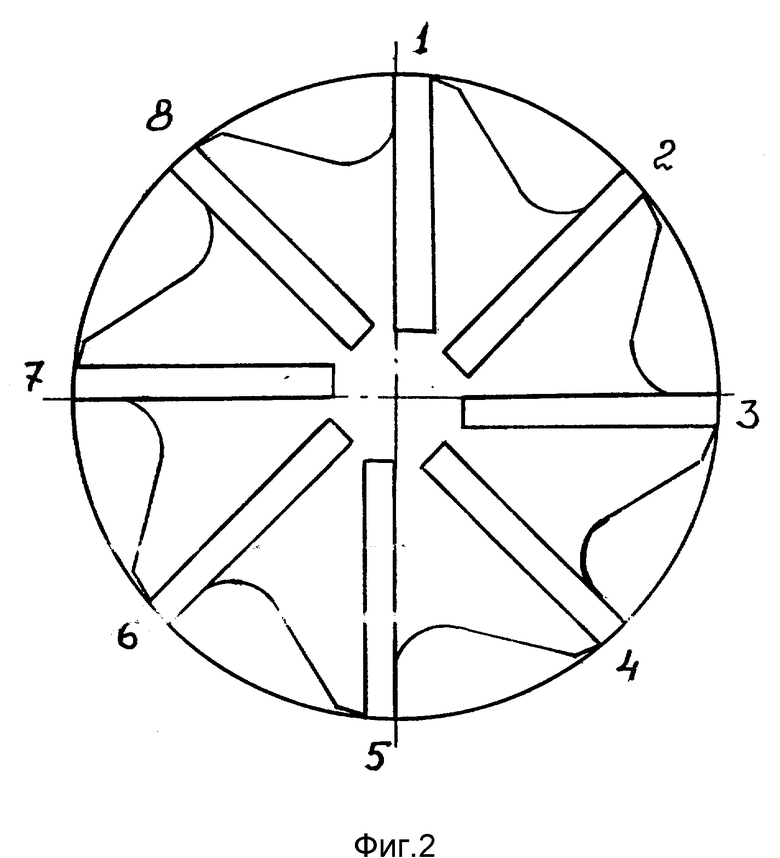
После окончания закалки одной режущей кромки при выключенном лазере зону обработки перемещением инструмента или оптико-фокусирующей системы переводят к вершине следующей кромки. Следующую режущую кромку выбирают, исходя из ее симметричного и наиболее удаленного расположения от только что обработанной кромки относительно оси инструмента. Например, при закалке шестилезвийного инструмента последовательность обхода режущих кромок такова: 1-4-2-5-3-6 или 1-4-6-3-5-2 (фиг.1). При закалке восьмилезвийного инструмента последовательность обхода режущих кромок такова: 1-5-2-6-3-7-4-8 или 1-5-8-4-7-3-6-2 (фиг.2).
После перевода лазерного излучения к вершине следующей режущей кромки включают лазер и процесс накалки повторяют при нагреве с перемещением лазерного излучения от вершины к хвостовой при закалке боковых режущих кромок или центральной при закалке торцевых режущих кромок части инструмента.
Лазерную закалку концевого режущего инструмента проводили на лазерном технологическом комплексе, состоящем из CO2-лазера МТЛ-2 и пятикоординатного стола манипулятора изделий 125А, управляемого от УЧПУ. Перемещение лазерного излучения относительно поверхности режущих кромок осуществляется за счет перемещения инструмента по двум координатам при неподвижном лазерном пятне. Для увеличения поглощения излучения поверхность режущих кромок покрывают цинковой гуашью.
Пример 1. Лазерная закалка сверл из стали Р6М5.
Спиральные сверла диаметром 20 мм и длиной режущей части 120 мм закаливали по режимам: мощность излучения Р=1 кВт, линейная скорость перемещения V= 4,5 м/мин, диаметр лазерного пятна dп=4 мм.
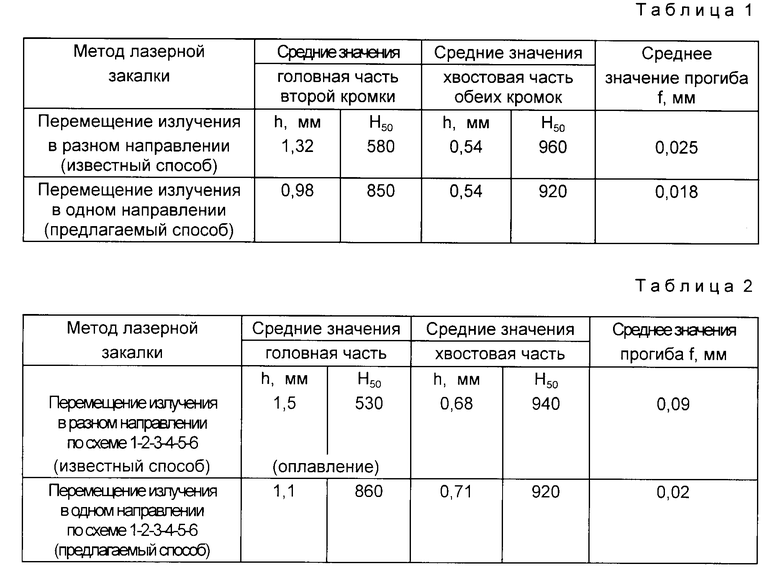
Обработку боковых поверхностей режущих кромок проводили по двум вариантам: с перемещением лазерного излучения в разных направлениях от вершины к хвостовой части, переход на следующую кромку в хвостовой части и перемещение излучения от хвостовой части к вершине (известный способ), а также с перемещением лазерного излучения только в одном направлении от вершины к хвостовой части, переход к вершине следующей кромки при выключенном лазере и перемещение излучения от вершины к хвостовой части (предлагаемый способ).
После лазерной закалки проводили металлографический анализ с измерением микротвердости на приборе ПМТ-3. Индикаторным прибором измеряли величину прогиба центральной части инструмента. Данные по измерениям глубины закалки h, микротвердости H50 и величине прогиба f приведены в табл.1.
Из полученных данных следует, что в глубине закалки в разных участках режущих кромок уменьшилась в 2,7 раза, разница по микротвердости уменьшилась в 5,4 раза, а величина прогиба снизилась в 1,4 раза.
Пример 2. Лазерная закалка концевых пальцевых фрез из стали Р6М5 с числом зубьев Z=6.
Фрезы диаметром 18 мм и длиной режущей части 40 мм обрабатывали по режимам: мощность излучения P=1 кВт, V=7,5 м/мин, dп=4 мм. Обработку боковых и торцевых поверхностей режущих кромок проводили по двум вариантам: с перемещением лазерного излучения в разных направлениях от вершины и к вершинам режущих кромок при очередности обхода по кромкам 1-2-3-4-5-6 /известный способ/, а также с перемещением излучения в одном направлении от вершины к хвостовой и центральной частям при очередности обхода по кромкам 1-4-2-5-3-6 /предлагаемый способ/.
После лазерной закалки проводили металлографический анализ с измерением микротвердости на приборе ПМТ-3. Индикаторным прибором измеряли величину прогиба центральной части инструмента. Данные по измерениям глубины закалки h, микротвердости H50 и величине прогиба f приведены в табл.2.
Из полученных данных следует, что при лазерной закалке концевых фрез по предложенному способу снижается разница в глубине закалки в 2,1 раза, разница в микротвердости в 6,3 раза и уменьшается прогиб фрез в 4,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1997 |
|
RU2112053C1 |
| Способ лазерного восстановления режущей кромки зубьев фрезы | 2019 |
|
RU2707005C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2181669C1 |
| ОДНОМОДОВЫЙ ГАЗОВЫЙ ЛАЗЕР | 1993 |
|
RU2090964C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ | 1996 |
|
RU2104137C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| БЛОК ГЕНЕРАЦИИ ИЗЛУЧЕНИЯ ЛАЗЕРА С ПОПЕРЕЧНОЙ ПРОКАЧКОЙ ГАЗОВОГО ПОТОКА | 1996 |
|
RU2101816C1 |
| ЛАЗЕР С КОНТРОЛИРУЕМОЙ ПОЛЯРИЗАЦИЕЙ | 1997 |
|
RU2113044C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
Изобретение относится к термической обработке, в частности к способу закалки концевого режущего инструмента с помощью непрерывного излучения технологического лазера, и может найти применение в различных отраслях машиностроения. Сущность изобретения: нагрев лазерным излучением начинают с вершины режущих кромок и заканчивают в хвостовой или центральной частях инструмента. Закалку кромок выполняют в следующей последовательности: после нагрева первой режущей кромки выполняют нагрев симметричной ей и диаметрально противоположной режущей кромки, затем нагрев кромки, следующей по периметру за первой, и опять нагрев диаметрально противоположной ей и так далее. 2 табл., 2 ил.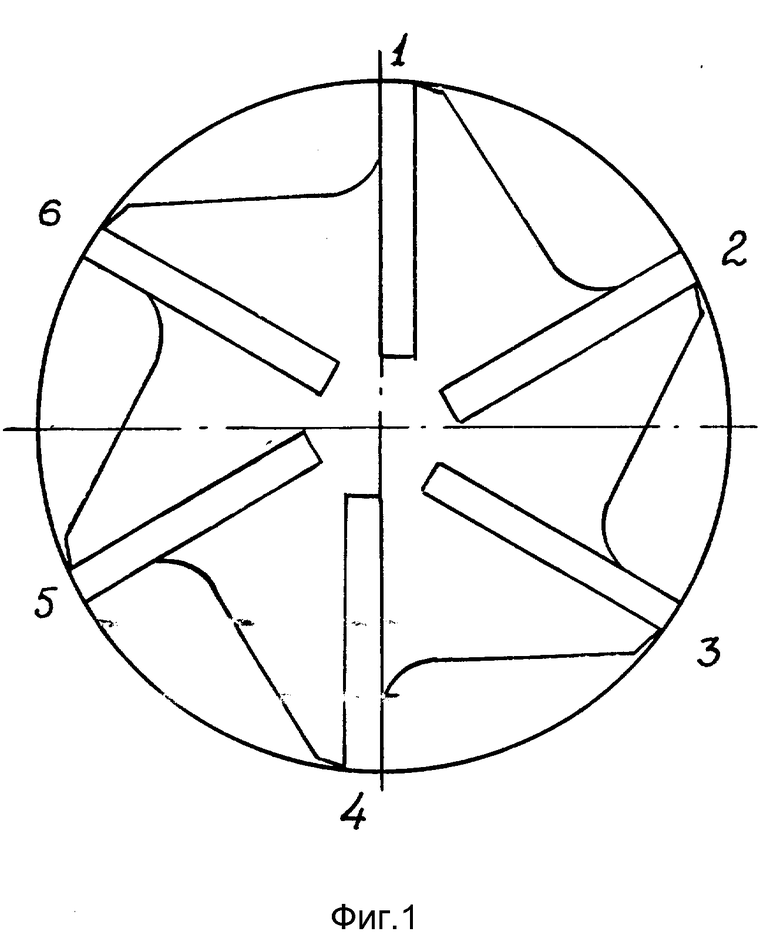
Способ закалки концевого режущего инструмента с помощью непрерывного излучения технологического лазера, включающий поочередный нагрев поверхности режущих кромок при непрерывном относительном перемещении инструмента и излучения, отличающийся тем, что нагрев лазерным излучением начинают с вершины режущих кромок и заканчивают в хвостовой или центральной частях инструмента, при этом закалку кромок выполняют в следующей последовательности: после нагрева первой режущей кромки выполняют нагрев симметричной ей и диаметрально противоположной режущей кромки, затем нагрев кромки, следующей по периметру за первой, и опять нагрев противоположной ей и так далее.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE, заявка, 4035589, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP, заявка, 55-62119, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Коваленко B.C | |||
| Лазерная технология | |||
| - К.: Высшая школа, 1989, с.280. | |||
