Изобретение относится к сварке стыковых соединений, а точнее к лазерной сварке стыковых соединений.
Известные способы лазерной сварки стыковых соединений включают направление в зазор между кромками соединения лазерного луча для расплавления кромок и перемещение лазерного луча относительно стыкового соединения [1, 2]. Основной недостаток этих способов заключается в необходимости очень точной подготовки кромок.
Известен также способ лазерной сварки стыковых соединений, включающий направление в зазор между кромками соединения лазерного луча для расплавления кромок, подачу в зону сварки присадочного материала и перемещение лазерного луча относительно свариваемого соединения [3]. Этот способ позволяет снизить требование к точности подготовки кромок и он является наиболее близким к предлагаемому способу, т.е. является прототипом.
Недостатки прототипа заключаются в высокой энергоемкости процесса из-за необходимости расплавления всего присадочного материала, а также в низком качестве сварного соединения из-за большого тепловложения.
Задачи изобретения заключаются в снижении энергоемкости и улучшении качества сварного соединения.
В предложенном способе лазерной сварки стыковых соединений вышеуказанные задачи реализуются за счет того, что в зазор между кромками подают ленточный присадочный материал, по ширине равный ширине зазора, а по толщине в несколько раз меньше толщины свариваемого соединения, в места стыков ленточного присадочного и кромок направляют два лазерных луча для сплавления, причем процесс повторяют при наложении нескольких слоев ленточного присадочного материала до полного заполнения соединения по толщине, при этом слой верхнего ленточного присадочного материала прижимают к нижнему.
Возможно осуществление предложенного способа в таком варианте, когда кромки стыкового соединения разделывают под углом, а соответственно под тем же углом скашивают кромки ленточного присадочного материала, причем ширину ленты присадочного материала в каждом слое увеличивают по ширине зазора, а лазерные лучи наклоняют в сторону свариваемых материалов.
Кроме того, в предложенном способе при наложении второго и последующих слоев ленточный присадочный материал подают под небольшим углом к поверхности предыдущего слоя, на линию соприкосновения слоев направляют третий лазерный луч, линейно поляризованный параллельно плоскости ленточного присадочного материала и сканирующий вдоль линии соприкосновения слоев с амплитудой, равной ширине зазора для образования сварного соединения между ними.
Сварка ленточного присадочного материала двумя лазерными лучами только в местах соприкосновения его с кромками при повторении наложения нескольких слоев позволяет в несколько раз снизить подводимую мощность лазера, т.е. энергоемкость, поскольку в этом случае не требуется расплавление всего присадочного материала и проплавление идет на значительно меньшую глубину.
Снижение энерговклада в результате вышеперечисленных операций приводит к уменьшению размеров зон термического влияния, снижению остаточных деформаций, увеличению общего коэффициента полезного действия сварки. Прижим слоя верхнего ленточного присадочного материала к нижнему в процессе сварки способствует более плотному прилеганию слоев друг к другу, устранению появления неровностей шва из-за деформаций материала. В результате этих операций качество сварного соединения улучшается.
Разделка кромок стыкового соединения под углом и, соответственно, такой же скос кромок ленточного присадочного материала с увеличением ширины ленточного присадочного материала в каждом слое при наклоне лазерных лучей в сторону свариваемых материалов позволяет повысить качество свариваемого соединения, особенно в случае большой их толщины, поскольку при этом облегчается подвод лазерных лучей к свариваемым точкам. Кроме того, в этом случае усиливается эффект изгибания сварного шва в корневой области, т.е. шов разворачивается в зазор между слоями ленточного присадочного материала, что также повышает качество сварного соединения.
Подача ленточного присадочного материала под небольшим углом к поверхности предыдущего слоя и направление на линию соприкосновения слоев третьего лазерного луча, линейно поляризованного параллельно плоскости ленточного присадочного материала (S-поляризация) и сканирующего вдоль линии соприкосновения, приводит к многократному отражению лазерного луча от поверхности слоев и поглощению его только в локальном объеме на линии соприкосновения. Это приводит к снижению подводимой мощности лазерного луча, т.е. к снижению энерговклада. Качество сварного соединения повышается в данном случае за счет уменьшения теплового воздействия на свариваемые слои, а также за счет устранения возможных несплошностей между слоями.
Предложенный способ лазерной сварки стыковых соединений позволяет снизить мощность излучения в 1,7-3,16 раза, а суммарную ширину швов в 1,17-1,8 раза по сравнению с существующим способом (прототипом).
Изобретение поясняется фиг. 1-4.
Предложенный способ лазерной сварки стыковых соединений выполняют следующим образом.
Подлежащие сварке заготовки 1 закрепляют на технологическом столе лазера 2 при заданном зазоре между кромками (фиг. 1). В зазор между кромками подают ленточный присадочный материал 3, по ширине равный величине зазора b, а по толщине в несколько раз меньше толщины свариваемого соединения h. В места стыков ленточного присадочного материала с кромками направляют два лазерных луча 4 для расплавления участков соприкосновения и обеспечивают перемещение лазерных лучей относительно свариваемого соединения со скоростью ν. Лазерные лучи 4 могут исходить из одного лазера при делении его луча на два или из двух автономных лазеров.
После приварки одного слоя ленточного присадочного материала 3 процесс повторяют при нанесении нескольких слоев по толщине n, при этом слой верхнего ленточного присадочного материала 3 прижимают к нижнему с усилием Р.
При проплавлении стыков между тонким ленточным присадочным материалом 3 и толстым свариваемым материалом 1 ленточный присадочный материал 3 нагревается до более высокой температуры, что приводит к загибанию сварных швов в его сторону, особенно в корневой части. Вследствие этого слои присадочного материала 3 свариваются друг с другом.
Сварное соединение состоит из расплавленных лазерными лучами 4 и затвердевших швов и из нерасплавленных объемов ленточного присадочного материала 3.
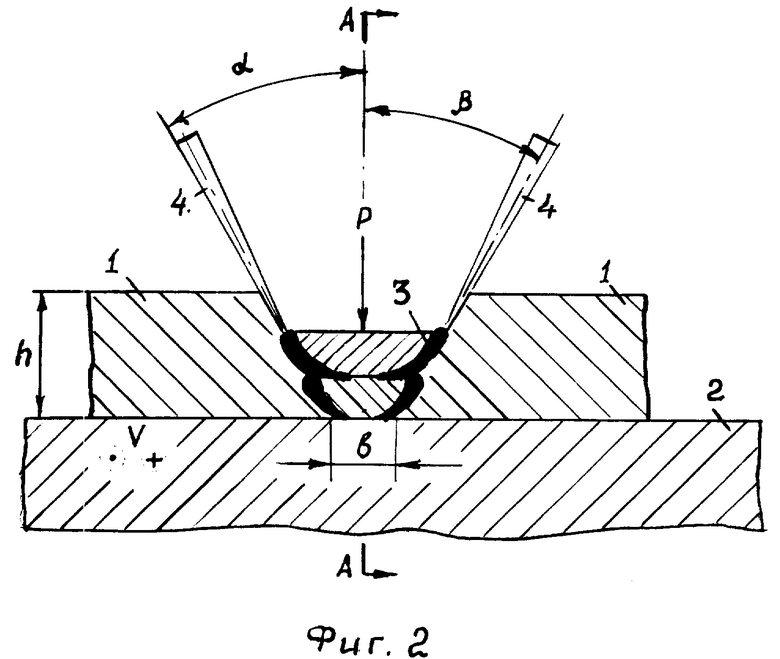
По п. 2 формулы изобретения кромки стыкового соединения 1 разделывают под углом альфа, обычно составляющим 270oC, и под тем же углом скашивают кромки ленточного присадочного материала 3, при наложении нескольких слоев ширину ленточного присадочного материала 3 в каждом слое увеличивают соответственно ширине зазора, а лазерные лучи 4 наклоняют в сторону свариваемых материалов 1 под углом β около 10oC. В этом случае эффект изгибания сварного шва в сторону ленточного присадочного материала усиливается (фиг. 2).
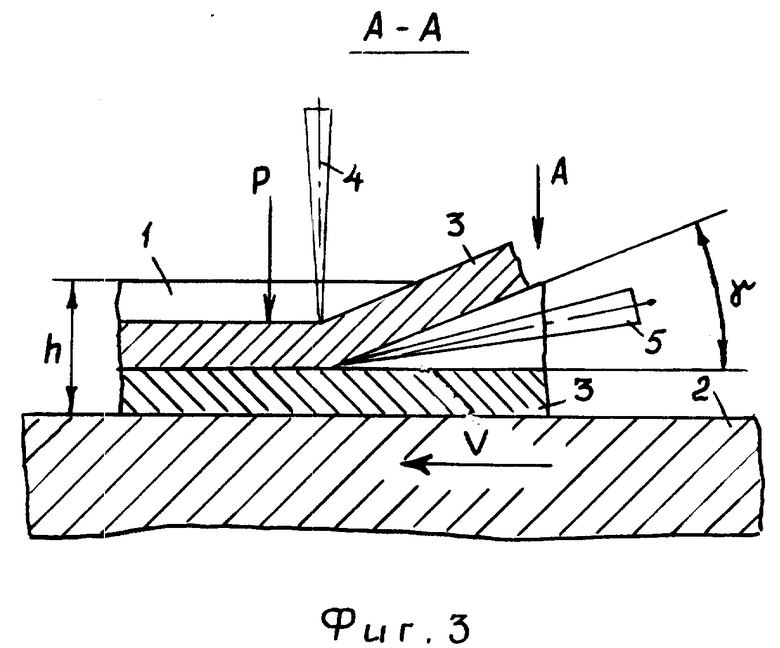
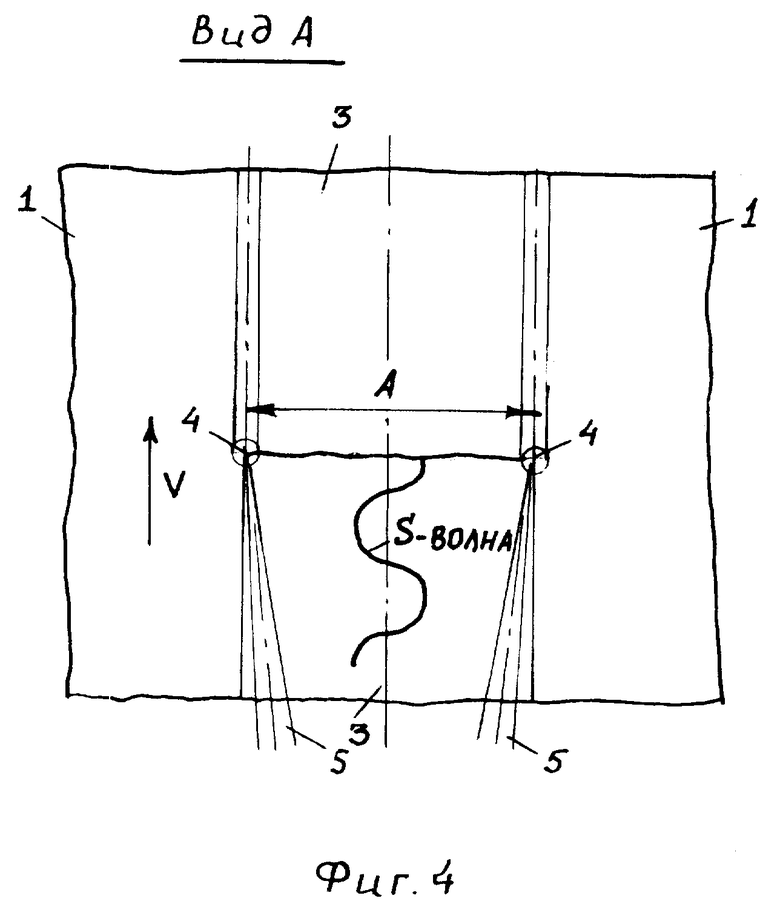
По п. 3 формулы изобретения ленточный присадочный материал 3 подают под небольшим углом γ 5-10oC к поверхности предыдущего слоя, а на линию соприкосновения слоев подают третий лазерный луч 5, линейно поляризованный параллельно плоскости ленточного присадочного материала 3 (S-поляризация). Этот третий лазерный луч 5 может либо иметь эллиптическое сечение, так что длина большой оси эллипса равна ширине ленты, что можно достигнуть, используя, например, цилиндрический фокусирующий объектив, либо лазерным лучом 5 сканируют вдоль линии соприкосновения слоев с амплитудой А, равной ширине зазора, в процессе перемещения всех лазерных лучей вдоль сварного соединения (фиг. 3, 4).
Предложенный способ особенно эффективен при соединении стыков деталей, имеющих форму тел вращения: труб, прутков и др. В этом случае легко обеспечить непрерывность наложения слоев при вращении соединяемых деталей.
Следует отметить, что подачу ленточного присадочного материала и прижимание ее к предыдущему слою удобно осуществлять, разматывая бобину с ленточным материалом, прокатывая ее по поверхности предыдущего слоя.
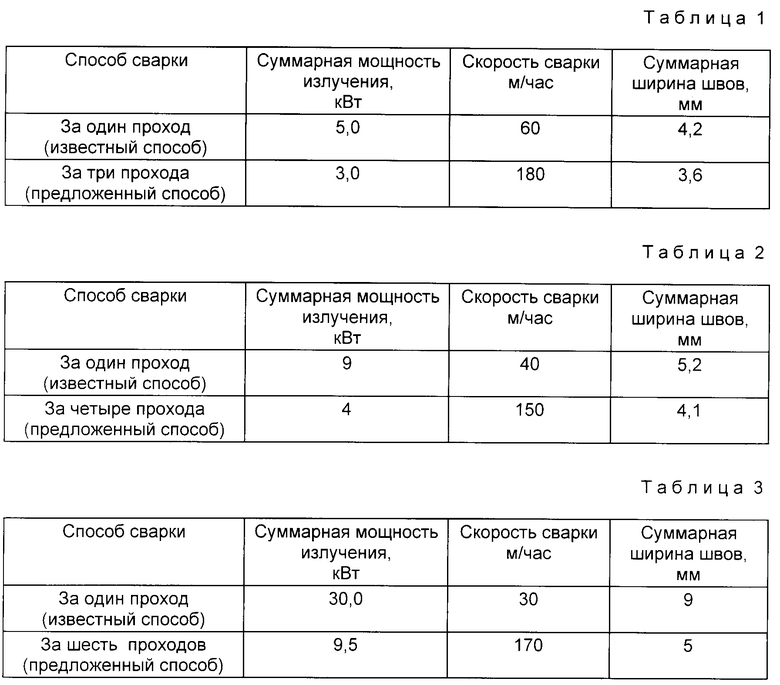
Пример 1. Сварка пластин из стали БСт3сп толщиной 6 мм с зазором 2 мм.
Сварку по известному способу проводили на СО2-лазере ТЛ-5М за один проход с подачей в зону сварки присадочной проволоки Св-0,8 диаметром 3 мм.
Сварку по предложенному способу вели на CO2-лазере ТЛ-5М при делении лазерного луча на два мощностью по 1,5 кВт за три прохода при подаче в зазор присадочной ленты из стали 08 толщиной 2 мм с прижимом ее к поверхности предыдущего слоя.
Оптимальные режимы сварки, а также ширина сварных швов приведены в табл. 1.
Пример 2. Сварка плоских пластин из стали СтЗ толщиной 12 с зазором 2 мм.
Сварку по известному способу проводили на СО2-лазере ТЛ-5М за один проход без разделки кромок с подачей в место сварки присадочной проволоки Св-0,8 диаметром 3 мм.
Сварку по предложенному способу вели на СО2-лазере ТЛ-5М при делении лазерного луча на два за четыре прохода при подаче в зазор присадочной ленты из стали 10. Кромки свариваемого материала и присадочной ленты скашивали под углом 27o, при наложении каждого последующего слоя ее прижимали и ширину ленты увеличивали по ширине зазора. Лазерные лучи наклоняли в сторону свариваемых материалов под углом 10o.
Оптимальные режимы сварки, а также ширина сварных швов приведены в табл. 2.
Пример 3. Сварка труб из стали 09Г2 диаметром 1000 мм и толщиной стенок 30 мм с зазором 5 мм.
Сварку по известному способу проводят на СО2-лазере мощностью 30 кВт за один проход с подачей в зазор присадочной проволоки Св-0,8Г2С диаметром 6 мм.
Сварку по предложенному способу ведут на CO2-лазере мощностью 8 кВт при делении лазерного луча на два по 4 кВт за шесть проходов при подаче в зону сварки присадочной ленты из стали 09Г2 шириной 5 мм с прижимом ее к предыдущему слою.
На линию соприкосновения слоев подавали третий луч мощностью 1,5 кВт, линейно поляризованный параллельно плоскости ленточного присадочного материала и сканирующий вдоль линии сплавления слоев с амплитудой, равной ширине зазора, т.е. 5 мм.
Оптимальные режимы сварки, а также ширина швов приведены в табл. 3.
Таким образом, при лазерной сварке стыковых соединений по предложенному способу суммарная мощность излучения снижается в 1,7-3,16 раза, а суммарная ширина швов уменьшается в 1,17-1,8 раза по сравнению с прототипом, выбранным в качестве базового объекта, при примерно одинаковой производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120366C1 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| Способ сварки стыковых соединений | 2017 |
|
RU2635680C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ С ВЫСОКОЙ ТЕПЛОПРОВОДНОСТЬЮ И ВЫСОКОЙ ОТРАЖАЮЩЕЙ СПОСОБНОСТЬЮ | 1998 |
|
RU2133662C1 |
Способ лазерной сварки стыковых соединений можно применить для сварки металлов больших толщин, например, газонефтепроводных труб большого диаметра. Подают в зазор стыкового соединения ленточный присадочный материал. Приваривают кромки ленты к кромкам свариваемого соединения. Процесс повторяют при наложении нескольких слоев ленточного присадочного материала до полного заполнения соединения по толщине. Слой верхнего ленточного присадочного материала прижимают к нижнему для того, чтобы обеспечить прочное соединение между слоями присадочного материала. На линию соприкосновения слоев направляют третий лазерный луч, линейно поляризованный параллельно плоскости ленты. 3 з. п. ф-лы. 3 табл., 4 ил.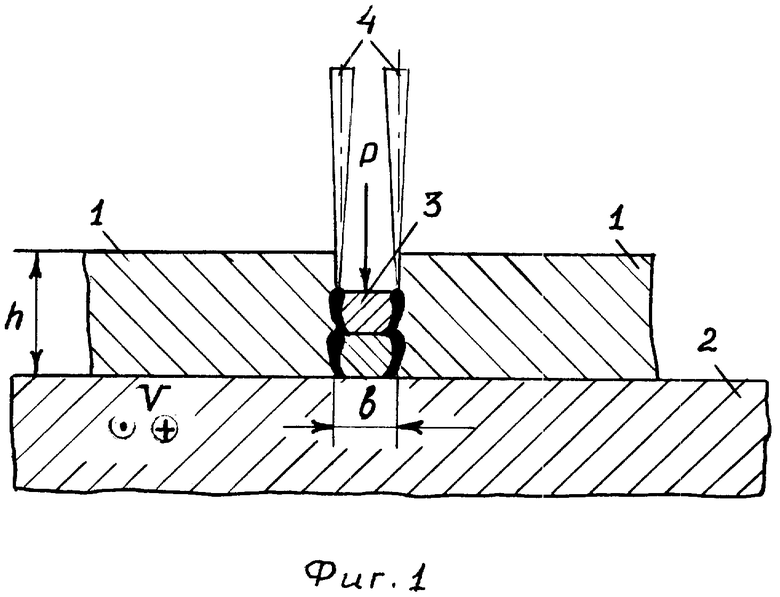
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, заявка, 55-114490, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| FR, заявка, 2442693, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP, заявка, 58-53390, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

