Изобретение относится к горной промышленности, в частности к инструментам для разрушения минеральных и искусственных материалов, и может быть использовано при добыче полезных ископаемых, образовании выработок в грунте, разрушении дорожного покрытия при его ремонте и тому подобных работах.
Известен инструмент для разрушения минеральных и искусственных материалов, который содержит твердосплавную вставку с рабочей частью и хвостовиком и корпус с гнездом для размещения хвостовика вставки (см. например, Глатман Л. Б. Инструмент очистных и проходческих комбайнов /"Горное и нефтепромысловое машиностроение", т. 5. Итоги науки и техники. ВИНИТИ АН СССР/, М. 1978, с.130-131, рис. 43,б).
В известном инструменте соединение вставки с корпусом выполнено в виде "ласточкина хвоста" и предусматривает использование дополнительной крепежной шпильки. К недостаткам конструкции такого инструмента можно отнести недостаточную эксплуатационную надежность крепления твердосплавной вставки на корпусе инструмента. Так, при работе инструмента происходит интенсивный абразивный износ как корпуса инструмента, так и твердосплавной вставки. При износе корпуса и вставки, а также крепежного элемента шпильки, происходит нарушение соединения корпуса со вставкой, что приводит к преждевременному отрыву последней от корпуса инструмента и, следовательно, к нарушению нормальной эксплуатации инструмента. Кроме того, при таком варианте конструктивного выполнения инструмента существенно увеличивается стоимость его изготовления за счет необходимости дополнительной механической обработки деталей инструмента и появления дополнительного элемента крепежной шпильки.
Наиболее близким по технической сущности и достигаемому техническому результату является инструмент для разрушения минеральных и искусственных материалов, который содержит твердосплавную вставку с рабочей частью и с имеющим форму тела вращения хвостовиком и корпус с гнездом для размещения хвостовика вставки (см. например, заявку Германии N 3317441, кл. B 28 D 1/26, опублик. 27.09.84).
Известный инструмент частично устраняет недостатки описанного выше аналога, поскольку соединение вставки с корпусом осуществляется с помощью пайки. Такое конструктивное выполнение инструмента позволяет осуществить надежную фиксацию твердосплавной вставки с корпусом даже при их взаимном абразивном износе в процессе эксплуатации. При этом по сравнению с известной конструкцией инструмента существенно снижается стоимость изготовления инструмента и упрощается его конструкция, что позволяет осуществлять сборку инструмента на автоматических линиях. Однако прочность паяного соединения твердосплавной вставки с корпусом недостаточна, что приводит к преждевременному отрыву вставки от корпуса при эксплуатации инструмента. Указанное обстоятельство вызвано тем фактором, что при пайке происходит неравномерное заполнение припоем паяльных зазоров между стенками гнезда в корпусе и вставкой из-за нерациональной формы поверхностей, образующих паяльный зазор. Так, форма хвостовика вставки не обеспечивает быстрый и полный выход шлака, который образуется при расплавлении припоя в гнезде корпуса, и пузырьков воздуха из полости гнезда корпуса.
Изобретение направлено на решение задачи по созданию такого инструмента, который обеспечивал бы его высокую прочность и износостойкость в процессе разрушения минеральных и искусственных материалов. Технический результат, который может быть получен при реализации изобретения, заключается в повышении прочностных характеристик паянного соединения вставки из твердосплавного материала с корпусом инструмента за счет повышения равномерности заполнения припоем паяльных зазоров.
Поставленная задача решена за счет того, что в инструменте для разрушения минеральных и искусственных материалов, который содержит твердосплавную вставку с рабочей (режущей) частью и с имеющим форму тела вращения хвостовиком и корпус с гнездом для размещения хвостовика вставки, по меньшей мере часть поверхности хвостовика вставки имеет криволинейную форму, которая соответствует форме мениска, образованного расплавленным припоем в гнезде корпуса.
Кроме того, задача решается за счет того, что форма стенок гнезда в корпусе инструмента соответствует форме поверхности хвостовика вставки.
Как известно, для получения высокой эксплуатационной прочности инструмента необходимо обеспечить достаточную прочность паянного соединения вставки из твердосплавного материала с корпусом инструмента. Для обеспечения необходимой прочности паянного соединения при ограниченной толщине паянного шва (0,1-0,25 мм) припой должен заполнять паяльные зазоры равномерно без разрывов. В то же время при нагреве расположенного в гнезде корпуса инструмента припоя образуются шлаки и пузырьки воздуха, которые должны беспрепятственно удаляться по паяльным зазорам наружу. При этом следует отметить, что, чем полнее произойдет удаление шлаков и пузырьков воздуха из полости гнезда корпуса, тем равномернее заполнит припой паяльные зазоры и, следовательно, тем прочнее будет паянное соединение за счет снижения уровня остаточных паяльных напряжений в твердом сплаве. По мере расплавления расположенных в гнезде корпуса флюса и припоя образующиеся шлаки и пузырьки воздуха будут перемещаться по паяльному зазору, который образован поверхностью хвостовика вставки и поверхностью стенок гнезда в корпусе, наружу. Поскольку поверхность хвостовика вставки имеет криволинейную форму, которая соответствует форме мениска, образованного расплавленным припоем в гнезде корпуса, то под действием сил поверхностного натяжения частицы шлака и пузырьки воздуха будут удаляться наружу интенсивнее и этому будет способствовать форма поверхности хвостовика. Особенно форма поверхности хвостовика вставки будет способствовать удалению частиц шлака и пузырьков воздуха при капиллярной пайке, то есть при небольших площадях поперечного сечения гнезда в корпусе и, следовательно, более выпуклой форме мениска, образованного расплавленным припоем в гнезде корпуса.
Выполнение поверхности стенок гнезда в корпусе инструмента соответствующей форме поверхности хвостовика вставки позволит уменьшить непропаи при пайке инструмента, что приведет к повышению качества изготавливаемого инструмента.
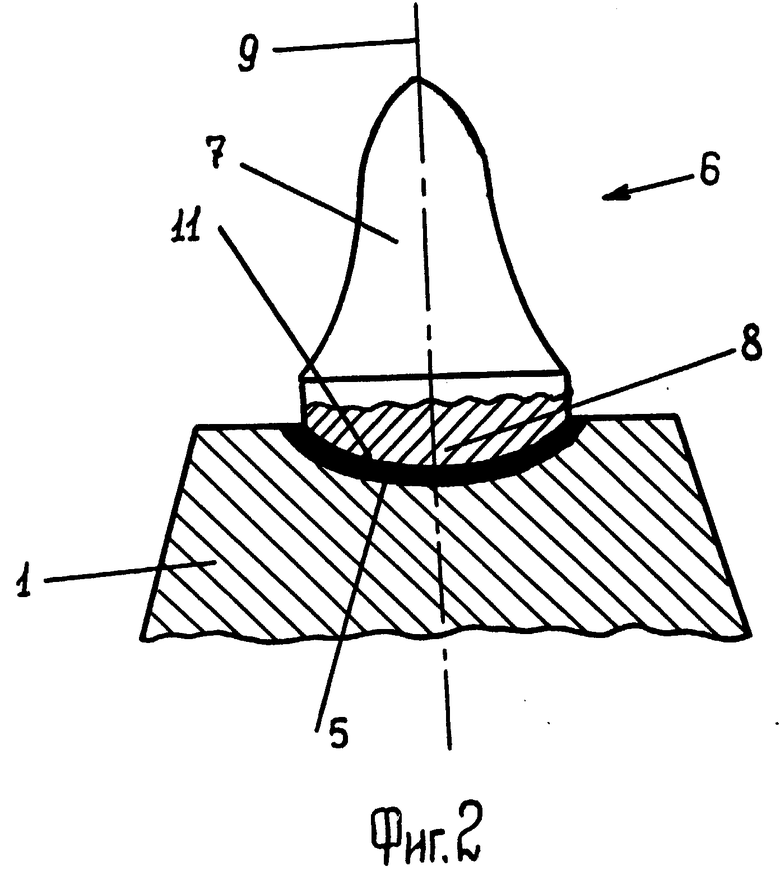
На фиг. 1 изображен инструмент для разрушения минеральных и искусственных материалов; на фиг. 2 один из вариантов конструктивного выполнения инструмента для разрушения минеральных и искусственных материалов.
Инструмент для разрушения минеральных и искусственных материалов содержит корпус 1, который может включать рабочую головку 2 и державку 3 с проточкой 4 для размещения стопорного элемента, удерживающего корпус в канале держателя инструмента (не изображен). Корпус 1 может быть установлен с возможностью вращения вокруг своей продольной оси в канале держателя инструмента или неподвижно относительно последнего. В корпусе 1 выполнено гнездо 5. Инструмент содержит твердосплавную вставку 6 с рабочей частью 7 для взаимодействия с разрушаемым материалом и хвостовиком 8 для размещения в гнезде 5 корпуса 1 инструмента. Хвостовик 8 вставки 6 из твердосплавного материала имеет форму тела вращения, то есть имеет симметричную относительно продольной оси 9 симметрии вставки 6 форму. По меньшей мере часть поверхности хвостовика 8 вставки 6 имеет криволинейную форму, которая соответствует форме мениска, образованного расплавленным припоем в гнезде корпуса. Так, на фиг. 1 изображен вариант конструктивного выполнения инструмента, в котором часть 10 поверхности хвостовика 8 вставки 6 имеет цилиндрическую форму, а часть 11 поверхности хвостовика 8 вставки 6 имеет криволинейную форму, которая соответствует форме мениска, образованного расплавленным припоем в гнезде 5 корпуса 1. На фиг. 2 изображен вариант конструктивного выполнения инструмента, в котором вся поверхность хвостовика 8 вставки 6 имеет криволинейную форму, которая соответствует форме мениска, образованного расплавленным припоем в гнезде 5 корпуса 1. Для фиксации положения вставки 6 относительно корпуса 1 на поверхности хвостовика 8 вставки 6 могут быть выполнены центрирующие выступы (не показаны).
Форма поверхности стенок гнезда 5 в корпусе 1 может отличаться от формы поверхности хвостовика 8 вставки 6 (фиг.1). Наиболее целесообразным является вариант конструктивного выполнения инструмента для разрушения минеральных и искусственных материалов, при котором форма стенок гнезда 5 в корпусе 1 инструмента соответствует форме поверхности хвостовика 8 вставки 6 (фиг. 2).
Инструмент для разрушения минеральных и искусственных материалов работает следующим образом.
Для определения формы криволинейной поверхности хвостовика 8 вставки 6 в специальную форму (не изображена), в которой выполнено гнездо, диаметр которого соответствует диаметру гнезда 5 в корпусе 1 инструмента, или непосредственно в гнездо 5 корпуса 1 заливают расплавленный припой или расплавляют в нем пластинки припоя. После застывания припоя определяют форму поверхности мениска, образованного расплавленным припоем в гнезде, и при изготовлении хвостовика 8 вставки 6 используют полученные данные.
Сборку резца осуществляют в следующей последовательности. На поверхность гнезда 5 в корпусе 1 размещают флюс. В качестве флюса может быть использована техническая бура (Na2B4O7), прокаленная, размолотая в порошок и просеянная через сито. Затем в гнездо 5 корпуса 1 укладывают в случае применения компенсационных прокладок прокатанную и обезжиренную сетку или пластинки пермаллоя, пластинки припоя и вставку 6 из твердосплавного материала. Для пайки каждого вида инструмента необходимо определенное количество припоя. В идеальном случае дозировка должна быть такой, чтобы объем припоя, предназначенного для пайки того или иного типа инструмента, был точно равен объему паяльных зазоров и галтелей ( если таковые есть). Объем паяльных зазоров непостоянен, так как зависит от принятых допусков при изготовлении гнезда 5 в корпусе 1 инструмента и вставки 6 из твердосплавного материала. Поэтому дозировку припоя следует считать правильной в том случае, если при принятых допусках его всегда достаточно для заполнения паяльных зазоров и образования галтелей. Следует отметить, что при капиллярной пайке без промежуточных прокладок всегда следует стремиться к получению паяного шва максимальной толщины. В этом случае величина паяльных зазоров, образованных поверхностью стенок гнезда 5 в корпусе 1 и поверхностью хвостовика 8 вставки 6, ограничена возможностью их качественного заполнения припоем. Как известно, при паяльных зазорах, больших, чем 0,3 мм, их качественное заполнение за счет капиллярных сил затруднено, следовательно, качество паяного шва снижается. Одновременно уменьшение толщины паяного шва приводит к увеличению остаточных паяльных напряжений в твердом сплаве и их концентрации, поэтому при капиллярной пайке оптимальная толщина паяного шва лежит в пределах от 0,1 до 0,25 мм. Подготовленное таким образом изделие вводят в индуктор и нагревают до полного расплавления припоя. При этом сам расплавленный припой стремится принять определенную форму, обусловленную силами поверхностного натяжения в расплаве. Поскольку по меньшей мере часть 11 (или вся поверхность хвостовика 8 вставки 6) поверхности хвостовика 8 вставки 6 имеет такую же форму, которая определяется формой мениска, образованного расплавленным припоем в гнезде 5 корпуса 1, то образовавшиеся при расплавлении припоя шлаки и пузырьки воздуха будут легко выходить наружу по паяльному зазору. Указанное обстоятельство приведет к снижению вероятности образования непропая на соединяемых поверхностях и, следовательно, к улучшению прочностных характеристик паяного соединения. После этого изделие выводят из индуктора, с помощью специального приспособления центрируют вставку 6 относительно корпуса 1 и прижимают вставку 6 к корпусу 1 до затвердения припоя. Боковые поверхности очищают от наплывов буры и припоя. Затем инструмент немного охлаждают и производят его термообработку. Если инструмент не подлежит термообработке, то рабочую головку 2 корпуса 1 инструмента с твердосплавной вставкой 6 помещают в сухой горячий песок до полного остывания, что предотвращает образование трещин в вставках 6 из твердосплавного материала. Выше приведен только один из возможных вариантов технологии изготовления инструмента для разрушения минеральных и искусственных материалов. Возможна и другая технология изготовления инструмента, но и в этом случае за счет оптимальной формы поверхности хвостовика 8 вставки 6 улучшаются прочностные характеристики паяного соединения элементов резца. В случае выполнения формы поверхности стенок гнезда 5 в корпусе 1 соответствующей форме поверхности хвостовика 8 твердосплавной вставки 6 процесс образования паяного соединения между ними будет осуществляться описанным выше образом. При этом прочность паяного соединения увеличивается за счет обеспечения равномерной величины паяльных зазоров по всей поверхности соединяемых деталей.
При работе инструмента для разрушения минеральных и искусственных материалов твердосплавная вставка 6, которая закреплена на корпусе 1, взаимодействует своей рабочей частью 7 с разрушаемым материалом, разрушая его. При этом твердосплавная вставка 6 удерживается от выпадения из гнезда 5 в корпусе 1 инструмента с помощью паяного соединения хвостовика 8 с корпусом 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2086763C1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2083821C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА ГОРНОЙ МАШИНЫ | 1997 |
|
RU2124126C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ И ДОРОЖНЫХ МАШИН | 1995 |
|
RU2079651C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2083822C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2076207C1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2098623C1 |
Изобретение относится к инструменту для разрушения минеральных и искусственных материалов. Сущность изобретения: инструмент для разрушения минеральных и искусственных материалов содержит твердосплавную вставку и корпус. Вставка имеет рабочую часть и хвостовик. Хвостовик вставки имеет форму тела вращения. Корпус выполнен с гнездом для размещения хвостовика вставки. По меньшей мере часть поверхности хвостовика вставки имеет криволинейную форму, которая соответствует форме мениска, образованного расплавленным припоем в гнезде корпуса. 1 з.п. ф-лы, 2 ил.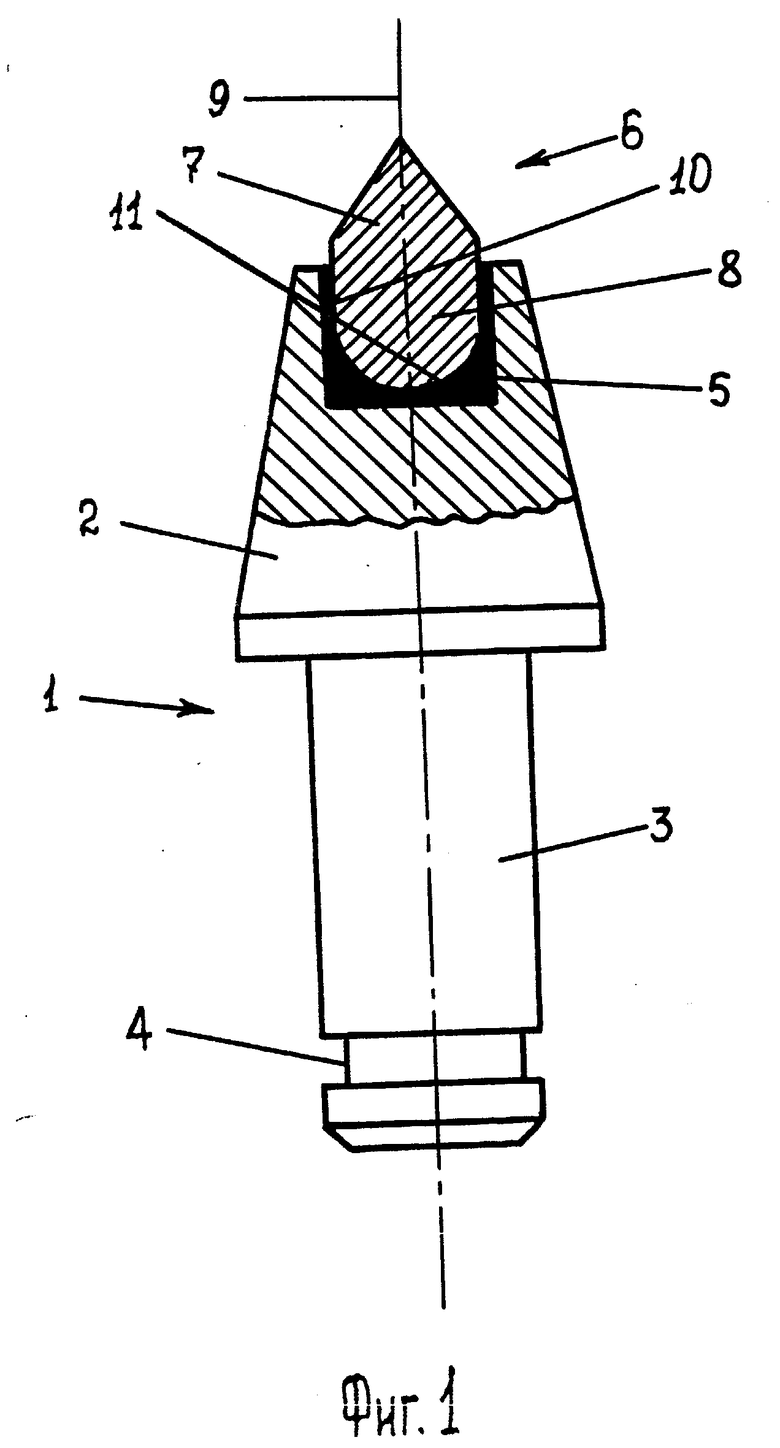
| Заявка ФРГ N 3317441, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
