Изобретение относится к горной промышленности, в частности к инструменту для бурения горных пород, и может быть использовано в буровых коронках преимущественно для ударного и ударно-вращательного бурения.
Известна буровая коронка, в которой корпус армирован твердосплавными пластинами, выполненными со сфероидальными выступами на периферийных участках пластин (см., например, авт. св. СССР N 817244, кл. E 21 B 10/46, опубл. 1981).
В известной буровой коронке указанная твердосплавная пластина увеличивает эксплуатационную стойкость коронки, но не увеличивает производительности бурения, поскольку твердосплавная пластина со сфероидальными выступами производит разрушение забоя так же, как и обычная, без указанных выступов.
Наиболее близкой по технической сущности и достигаемому результату является твердосплавная вставка для породоразрушающего инструмента, содержащая цилиндрический хвостовик и рабочую головку с приливом, поверхность которого выполнена криволинейной [1].
Известная твердосплавная вставка предназначена для калибрования скважины и позволяет повысить износостойкость инструмента.
Изобретение направлено на создание инструмента, позволяющего повысить производительность бурения при ударном или вращательно-ударном бурении крепких пород. Представляется целесообразным приложение ударной нагрузки при разрушении забоя скважины в точках, расположенных на небольшом расстоянии друг от друга.
При использовании известных технических решений в этом случае необходимо выполнять твердосплавные вставки с небольшим диаметром цилиндрического хвостовика, что ведет к уменьшению стойкости твердосплавных вставок и увеличению трудоемкости их закрепления.
Технический результат, получаемый при реализации изобретения, заключается в повышении производительности бурения за счет оптимизации процесса разрушения породы забоя.
Указанный технический результат достигается тем, что твердосплавная вставка для породоразрушающего инструмента, содержащая цилиндрический хвостовик и рабочую головку с приливом, имеющим криволинейную поверхность, выполнена по меньшей мере с дополнительным приливом, при этом каждый из приливов имеет рабочую поверхность в виде части сферы. Кроме того, тем, что на рабочей головке выполнены три прилива. Тем, что, по меньшей мере, один из приливов выполнен в виде полусферы. Тем, что, по меньшей мере, два прилива выполнены в виде части сферы одного радиуса. Тем, что сферические приливы одного радиуса выполнены различной высоты. Тем, что в ней выполнено сквозное отверстие с выходом на рабочую головку между приливами. Тем, что центры приливов расположены друг от друга на угловом расстоянии 120o.
А также тем, что в известном способе крепления твердосплавной вставки в породоразрушающем инструменте, заключающемся в выполнении в теле инструмента гнезда, установке в гнездо твердосплавной вставки с образованием отводящих каналов и произведении последующей пайки, отводящие каналы образуют путем выполнения на поверхности хвостовика, по меньшей мере, двух открытых сквозных пазов, из которых, по меньшей мере, один выполняют на торцевой поверхности хвостовика, а остальные - на боковой его поверхности с продольной осью паза параллельно образующей боковой поверхности хвостовика.
Кроме того, тем, что открытые сквозные пазы на боковой поверхности хвостовика выполняют с продольными осями, расположенными на неравном угловом расстоянии друг от друга.
Тем, что открытые сквозные пазы выполняют с поперечным сечением в виде части окружности. Тем, что открытые сквозные пазы выполняют с прямоугольным сечением. А также тем, что открытые сквозные пазы выполняют глубиной от 0,05 до 0,2 радиуса хвостовика и шириной 0,1 - 0,4 указанного радиуса.
В указанную совокупность включены все существенные признаки, каждый из которых необходим, а все вместе достаточны для достижения декларируемого технического результата.
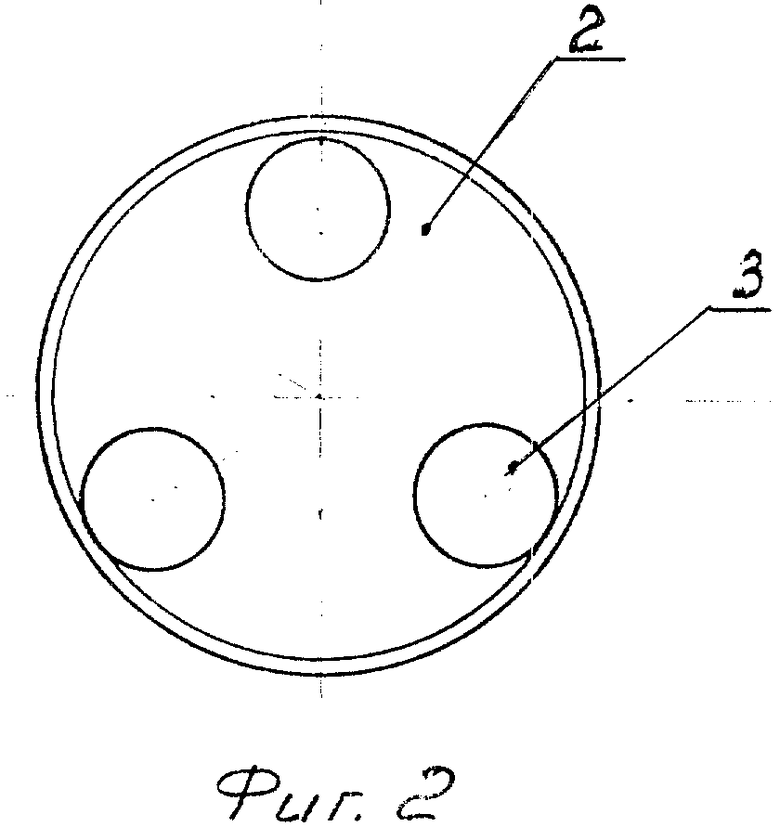
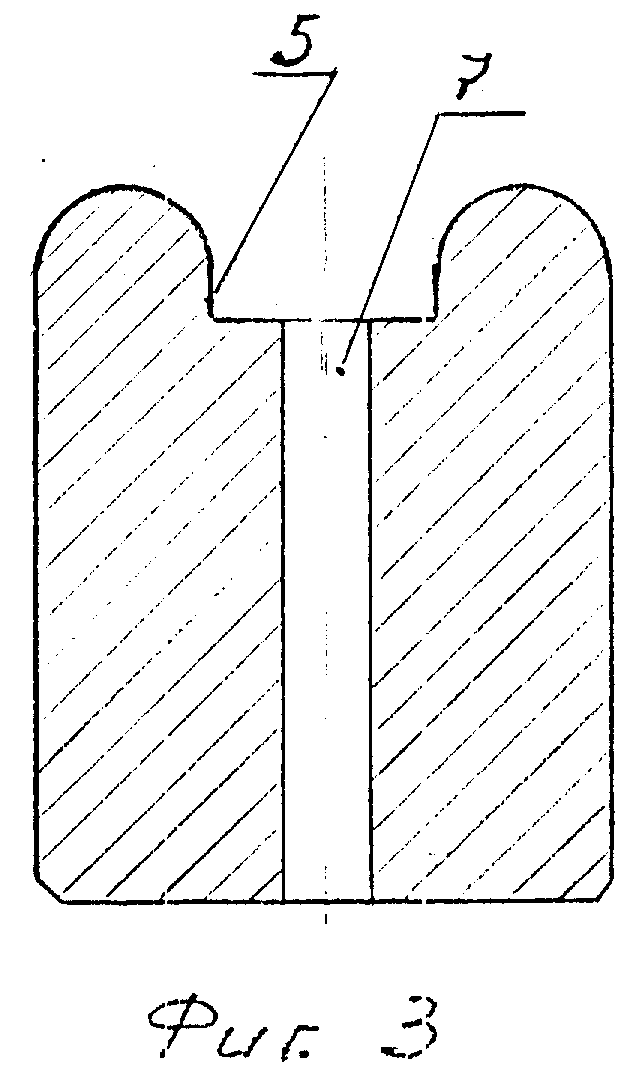
Сущность изобретения поясняется чертежами, где на фиг.1 изображена твердосплавная вставка с тремя приливами, на фиг.2 та же вставка - вид в плане; на фиг. 3 - вставка, подготовленная к пайке и размещенная в гнезде, выполненном в корпусе инструмента.
Твердосплавная вставка состоит из хвостовика 1, рабочей головки 2, на которой выполнены приливы 3 с криволинейной рабочей поверхностью 4, представляющей собой часть сферы. Приливы 3 расположены на рабочей головке 2 таким образом, что они образуют самостоятельные породоразрушающие элементы. В зависимости от физико-механических свойств разрушаемой породы и технических характеристик бурового оборудования количество приливов и радиус кривизны поверхности каждого из приливов могут быть различными. Приливы могут быть выполнены с цилиндрическим телом 5, на котором расположена криволинейная рабочая поверхность 4. Предпочтительно выполнение вставки с тремя приливами 3, при этом хотя бы один из приливов может быть выполнен в виде полусферы (прилив 6). Возможно выполнение твердосплавной вставки с двумя приливами в виде части сферы одного радиуса, а третьего с частью сферы другого радиуса. При этом высота приливов может быть различной. Это выполнение позволяет изменять в широких пределах характер приложения ударных разрушающих нагрузок к породе забоя.
Целесообразно выполнять во вставке сквозное отверстие 7, которое, с одной стороны облегчает, пайку твердосплавной вставки, а с другой стороны, может быть использовано для подведения промывочной жидкости при бурении. Для повышения качества твердосплавной вставки целесообразно приливы 3 на рабочей головке 2 располагать равномерно, например, при выполнении трех приливов 3 их центры могут быть расположены друг от друга на угловом расстоянии 120o градусов.
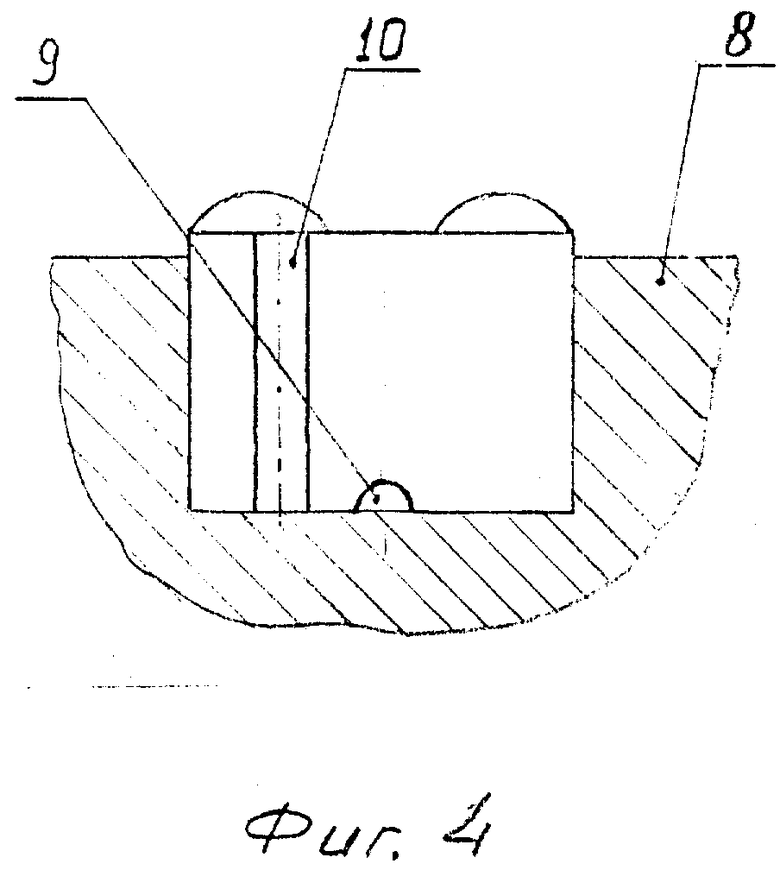
При работе предлагаемой твердосплавной вставки разрушение породы забоя происходит под действием ударных нагрузок, прикладываемых к корпусу 8 рабочего инструмента (фиг.4). Разрушение породы происходит под центрами приливов 3, которые выполняют роль концентраторов ударной нагрузки. При разрушении крепких пород целесообразно эти концентраторы располагать на меньшем расстоянии друг от друга, что и происходит при работе предлагаемой вставки. При этом за счет того что сама вставка имеет цилиндрический хвостовик с диаметром большим, чем радиусы сфер рабочих поверхностей приливов 3, облегчается крепление вставки в корпусе 8 инструмента и обеспечивается необходимая прочность паяного соединения.
Как известно, для получения высокой эксплуатационной прочности инструмента необходимо обеспечить достаточную прочность паяного соединения хвостовика вставки с корпусом. Для обеспечения необходимой прочности паяного соединения при ограниченной толщине паяного шва (0,1 -0,25 мм) припой должен заполнять паяльные зазоры равномерно без разрывов. В то же время при формировании паяного соединения, а именно при нагреве расположенного в гнезде корпуса припоя образуются газовые пузырьки и шлаки, которые должны беспрепятственно удаляться по паяльным зазорам наружу. Следует заметить, что чем равномернее заполнит припой паяльные зазоры и чем полнее произойдет удаление шлаков и газовых пузырьков из полости гнезда, тем прочнее будет паяное соединение за счет снижения уровня остаточных напряжений в твердом сплаве.
Для обеспечения качественной пайки твердосплавных вставок применяют способ крепления, заключающийся в том, что выполняют в теле инструмента гнездо, устанавливают в гнезде твердосплавную вставку с образованием отводящих каналов и производят последующую пайку (см., например, авт. св.СССР N 1002506, кл. E 21 B 10/46, опубл. 1983).
В предлагаемом способе крепления твердосплавной вставки отводящие каналы образуют путем выполнения на поверхности хвостовика, по меньшей мере, двух открытых сквозных пазов, из которых, по меньшей мере, один 9 выполняют на торцевой поверхности хвостовика, а остальные 10 - на боковой его поверхности с продольной осью паза, параллельной образующей боковой поверхности хвостовика.
Ввиду того что выполнение на рабочей головке 2 приливов 3 может создать затруднение при пайке, целесообразно сквозные пазы 10 на боковой поверхности цилиндрического хвостовика 1 выполнять с продольными осями, расположенными на неравном угловом расстоянии друг от друга. При этом уменьшаются остаточные напряжения, возникающие при пайке. Очевидно, что это условие относится к тому случаю, когда количество выполняемых пазов 10 более двух.
Форма выполняемых пазов может быть различной и зависит от технологии их изготовления. Пазы могут иметь в поперечном сечении форму в виде части окружности или прямоугольную форму. Возможны и другие формы выполнения пазов 9 и 10. Целесообразно открытые сквозные пазы 9, 10 выполнять глубиной от 0,05 до 0,2 радиуса хвостовика 1 твердосплавной вставки и шириной от 0,1 до 0,4 указанного радиуса.
Во время пайки, по мере расплавления расположенных в гнезде корпуса 8 флюса и припоя, образующиеся при этом шлаки и газовые пузырьки будут перемещаться по паяльному зазору наружу. При заявленной конфигурации поверхности хвостовика вставки под действием сил поверхностного натяжения частицы шлака и газовые пузырьки будут удаляться наружу интенсивнее. При этом конфигурация паяльного зазора будет интенсифицировать указанный процесс. Особенно указанные формы поверхностей хвостовика будут способствовать удалению частиц шлака и газовых пузырьков из полости гнезда при капиллярной пайке, то есть при небольших площадях поперечного сечения гнезда в корпусе.
Сборку инструмента осуществляют следующим образом. На поверхность гнезда в корпусе 8 размещают флюс. В качестве флюса может быть использована, например, техническая бура (Na2B407), которая предварительно прокалена, размолота в порошок и просеяна через сито. Затем в гнездо корпуса 8 укладывают в случае применения компенсационных прокладок прокатанную и обезжиренную сетку или пластинки пермаллоя и пластинки припоя. В идеальном случае дозировка припоя должна быть такой, чтобы объем припоя, предназначенного для пайки того или иного типа инструмента, был точно равен объему паяльных зазоров. Объем паяльных зазоров непостоянен, т.к. зависит от принятых допусков при изготовлении гнезда в корпусе инструмента и вставки из твердосплавного материала. Поэтому дозировку припоя следует считать правильной в том случае, если при принятых допусках его всегда достаточно для заполнения паяльных зазоров.
Следует отметить, что при капиллярной пайке без промежуточных прокладок всегда желательно получение паяного шва максимальной толщины. В этом случае величина паяльных зазоров, образованных поверхностью стенок гнезда в корпусе 8 и поверхностью хвостовика вставки, ограничена возможностью их качественного заполнения припоем. Как известно, при паяльных зазорах, больших 0,3 мм, их качественное заполнение за счет капиллярных сил затруднено, следовательно, качество паяного шва снижается. Одновременно уменьшение толщины паяного шва приводит к увеличению остаточных паяльных напряжений в твердом сплаве и их концентрации, поэтому при капиллярной пайке оптимальная толщина паяного шва лежит в пределах от 0,1 до 0,25 мм.
Затем в гнезде корпуса 8 размещают хвостовик вставки из твердосплавного материала и подготовленное таким образом изделие вводят в индуктор. Нагрев осуществляют до полного расплавления припоя. При этом сам расплавленный припой стремится принять определенную форму, обусловленную силами поверхностного натяжения в расплаве. Уменьшение величины паяльного зазора между поверхностями гнезда в корпусе 8 и хвостовика вставки позволяет облегчить удаление шлака и газовых пузырьков из полости гнезда в корпусе 8 наружу. Указанное обстоятельство приведет к снижению вероятности образования непропая на соединяемых поверхностях и, следовательно, к увеличению прочностных характеристик паяного соединения.
После нагрева изделие выводят из индуктора, центрируют вставку относительно корпуса 8 и прижимают ее к корпусу 8 до затвердевания припоя. При прижатии вставки к корпусу 8 расплавленный припой будет выдавливаться из полости гнезда. Поскольку на поверхности хвостовика вставки выполнены открытые пазы, это будет способствовать более качественному и полному заполнению паяльного зазора припоем и принудительному удалению шлака и пузырьков воздуха из полости гнезда наружу.
После застывания припоя поверхности корпуса 8 инструмента очищают от наплывов буры и припоя. Затем инструмент немного охлаждают и производят его термообработку. Если инструмент не подлежит термообработке, то его помещают в сухой горячий песок до полного остывания, что предотвращает образование трещин во вставке из твердосплавного материала.
Выше приведен только один из возможных вариантов технологии изготовления инструмента. Возможно применение и иной технологии сборки инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2078925C1 |
| РЕЗЕЦ ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 2000 |
|
RU2167259C1 |
| БУРОВАЯ КОРОНКА | 1993 |
|
RU2069733C1 |
| Способ крепления штыревых твердо-сплавных вставок в породоразрушающем инструменте | 1982 |
|
SU1016472A1 |
| Буровая коронка | 1980 |
|
SU899827A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2083821C1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2092693C1 |
| СПОСОБ АРМИРОВАНИЯ БУРОВОЙ КОРОНКИ ТВЕРДОСПЛАВНЫМИ ЦИЛИНДРИЧЕСКИМИ ВСТАВКАМИ | 1997 |
|
RU2122101C1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2086763C1 |
| БУРОВАЯ КОРОНКА | 1993 |
|
RU2069734C1 |
Использование: изобретение относится к области горного дела, а именно к твердосплавной вставке для породоразрушающего инструмента и к способу крепления этой твердосплавной вставки. Сущность изобретения: вставка имеет цилиндрический хвостовик и рабочую головку, на которой выполняют несколько приливов, каждый из которых имеет рабочую поверхность в виде части сферы. Между приливами может быть выполнено сквозное отверстие. Крепление твердосплавной вставки в гнезде корпуса осуществляют путем пайки, для чего при установке твердосплавной вставки в гнезде корпуса инструмента образуют отводящие каналы. Отводящие каналы образуют путем выполнения на поверхности хвостовика, по меньшей мере, двух сквозных открытых пазов, из которых, по меньшей мере, один выполняют на торцевой поверхности хвостовика, а остальные - на боковой его поверхности с продольной осью паза, параллельной образующей боковой поверхности хвостовика. 2 с. и 10 з.п. ф-лы, 4 ил.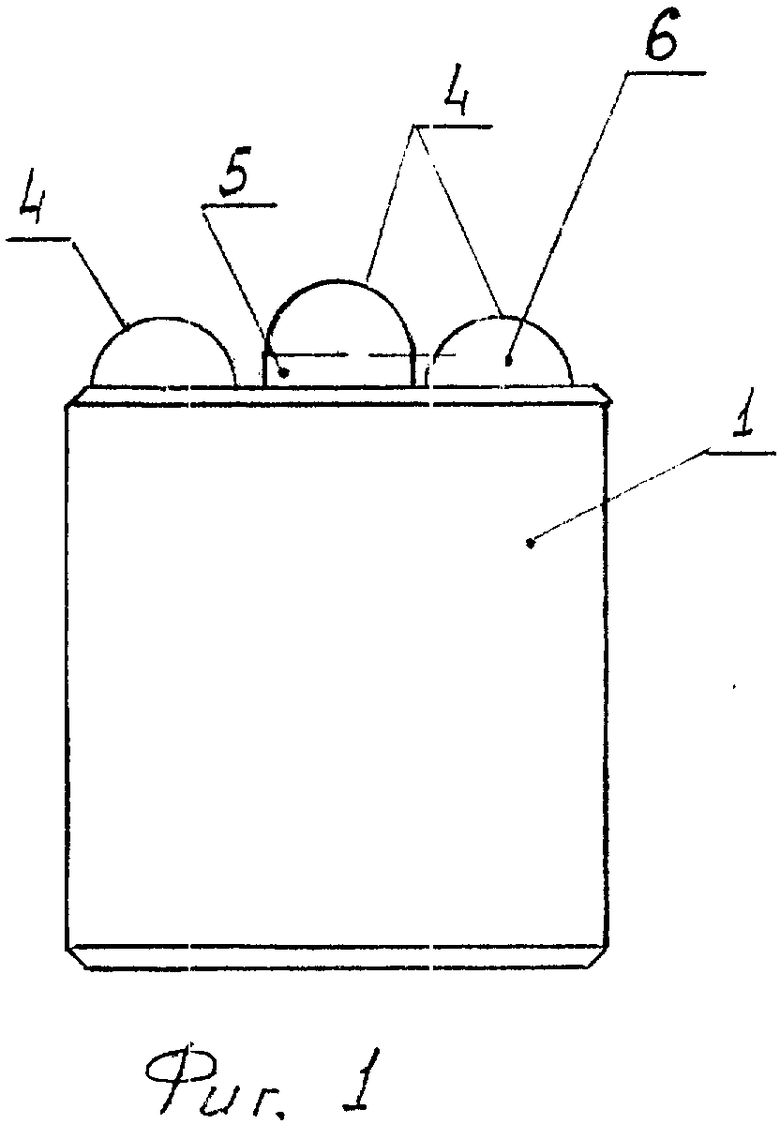
| SU, авторское свидетельство, 723118, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
