Изобретение относится к области электролитического производства алюминия, а именно к способу подачи материала в расплав электролита, и может быть использовано на электролизерах с самообжигающимся анодом, использующих процесс "Эру-Холла" для увеличения их пропускной способности.
Под пропускной способностью зоны ввода материала мы понимаем величину расхода материала в единицу времени, который с одной стороны не приводит к "замораживанию" зоны ввода и накапливанию на корке сырья, не участвующего в электролизе в заданном интервале времени, с другой стороны определяет оптимальное количество питающих зон ввода на конкретном электролизере в соответствии с его производительностью.
Многочисленность параметров расплава электролита, осложняющих ввод материала в электролизер, заставляет разработчиков увеличивать количество зон ввода материала, распределенных по периметру анода и, тем самым, уменьшать порцию материала, вводимого через одну зону.
Известен способ (а.с. СССР N 1488365 МКИ C 22 D 3/12, 89г.), в котором для повышения пропускной способности зон ввода материала за счет его предварительного подогрева отходящими в зоне анода газами указанные зоны располагают в аноде, для чего анодных кожух разделяют на секции, между которыми установлены бункеры с материалом глиноземом.
Однако реализация этого способа затруднена в связи с необходимостью изменения существующих конструкций кожухов анодов, сложностью их проектирования и изготовления вследствие того, что внутренние части секционированного анодного кожуха из-за действия в процессе эксплуатации более высоких температур имеют более ограниченный срок службы по сравнению с наружными.
Известен способ, принятый за прототип, (патент Франции N 2036896, МКИ C 22 D 3/00), в котором для равномерной загрузки электролизера материалом пробивку корки и подачу глинозема в пробитое отверстие осуществляют одновременно в двух точках, симметричных относительно продольной оси анода, начиная с его торца и далее вдоль его продольных сторон.
В условиях незначительной турбулизации расплава, характерной для электролизеров с обожженными анодами, увеличение количества зон ввода обеспечивает подачу и растворение необходимого объема материала в электролизер по периферии анода.
Однако применение такого способа требует сложного оборудования и не соответствует экологическим требованиям.
Настоящее изобретение решает задачу повышения производительности электролизера с самообжигающимся анодом для получения алюминия за счет создания надежного, экологически чистого и экономичного способа подачи сыпучего материала в него, увеличивающего пропускную способность зон ввода материала и равномерность его подачи в расплав, при минимальных на это затратах энергии и количества механизмов.
Поставленная задача решается тем, что в известном способе подачи сырья в алюминиевый электролизер, включающем подачу сырья через зоны ввода, новым является то, что каждую зону ввода материала располагают над областью наибольшей толщины слоя электролита, расположенной вдоль боковых стенок анода электролизера и ограниченной в обе стороны относительно поперечной оси электролизера 1/6 частью его длины.
Выполнение этого условия направлено на повышение пропускной способности зоны ввода материала, поскольку объем электролита над металлов в этих областях из-за искривления его зеркала, обусловленного взаимодействием магнитного поля, возникающего вокруг вертикальных участков шин электролизера, через которые к нему подводится ток большой величины, с этим же током, протекающим через расплав, имеет наибольшую величину. Кроме того, расположение зон ввода материала в указанной области способствует сохранению боковой настыли, защищающей от разрушения футеровку электролизера.
Кроме того, в этих областях наиболее интенсивно происходит выделение газов CO и CO2 и других, которые в большой степени турбулизируют расплав, что способствует быстрому растворению материала и выравниванию его концентрации в объеме расплава.
Нами установлено, что при выборе зоны ввода материала за пределами указанных значений ±1/6 ее пропускная способность резко уменьшается из-за слабой турбулизации расплава.
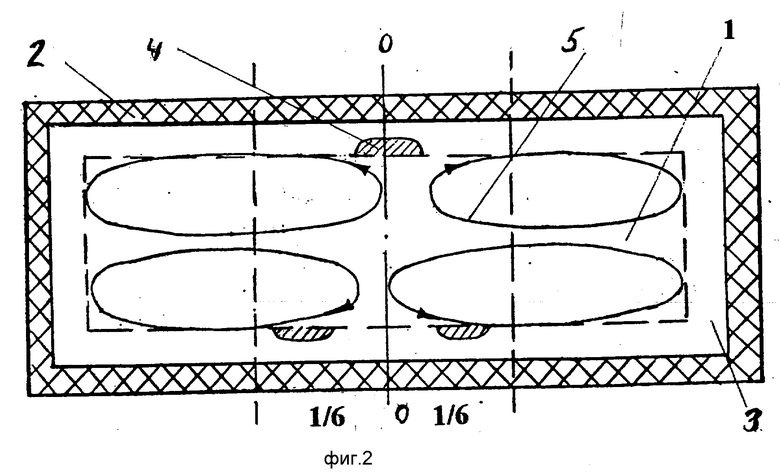
На фиг.1 приведен вариант выполнения способа, согласно изобретению, продольный разрез; на фиг.2 вид по стрелке А на фиг.1 с циркуляционными потоками электролита и зонами ввода материала, где 1 анод, 2 катодное устройство, 3 расплав электролита, 4 зоны ввода, 5 циркуляционные потоки, 6 жидкий алюминий.
Пример. Способ использовали на электролизере для получения алюминия с самообжигающимся анодом силой тока, например, 160 кА, расходом глинозема, примерно, 1,6-1,7 кг/мин. На электролизере были установлены 3 зоны загрузки (4) глинозема максимально насколько позволяли конструкции электролизера и устройства питания, расположенные вдоль боковых стенок анода (1) и ограниченных относительно его поперечной оси О-О в обе стороны 1/6 частью длины электролизера, в которых наблюдалась максимальная газогидродинамическая циркуляция (5) расплава (3), перекос зеркала металла Δ (середина ванны ее торцы) составлял 3-4 см.
Количество зон загрузки электролизера выбрали завышенным на 50% относительно номинального. Работа точек ввода материала осуществлялась на пределе их пропускной способности для защиты рабочего инструмента от непосредственного влияния электролита и его наплесков ввиду интенсивной газовой динамики расплава, характерной для электролизеров с самообжигающимся анодом.
Подачу материала в электролит осуществляли с помощью механизма возвратно-поступательного перемещения, совершающего механические колебания в вертикальной плоскости в области зоны ввода материала с амплитудой механических колебаний инструмента около 5,0 мм и с интервалом перемещения инструмента к электролиту и от него 90 сек. При трех зонах ввода материала обеспечивалась их пропускная способность при использовании труднорастворимого мелкокристаллического глинозема на уровне 0,75 кг/мин, а при использовании легко растворимого крупнокристаллического глинозема на уровне 1,5 кг/мин, при снижении затрат энергии на ввод глинозема в электролит в 3 раза. При этом за счет крутопадающих и равномерных настылей сохраняется хорошая форма рабочего пространства электролизера.
Предложенный способ подачи глинозема в электролизер повышает его производительность на 5-8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СЫРЬЯ В АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР | 1995 |
|
RU2089673C1 |
| СПОСОБ ТОЧЕЧНОГО ПИТАНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА СЫРЬЕМ | 1995 |
|
RU2083725C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1993 |
|
RU2057822C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ ГЛИНОЗЕМА | 1995 |
|
RU2078853C1 |
| СПОСОБ ПИТАНИЯ ГЛИНОЗЕМОМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 1999 |
|
RU2164266C2 |
| СПОСОБ ПИТАНИЯ СЫРЬЕМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2154127C1 |
| Электролизер с самообжигающимся анодом и верхним токоподводом для получения алюминия | 1990 |
|
SU1712467A1 |
| Способ электролитического получения алюминия в электролизерах с самообжигающимся анодом | 1992 |
|
SU1836495A3 |
| Способ получения алюминия электролизом суспензии глинозема в расплаве алюминия | 2020 |
|
RU2745830C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА В ЭЛЕКТРОЛИЗЕРЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2015 |
|
RU2599475C1 |
Использование: область электролитического производства алюминия, а именно, способы подачи материала в расплав электролита и может быть использовано на электролизерах с самообжигающимся анодом, использующих процесс "Эру-Холла" для увеличения их пропускной способности. Сущность: способ подачи сырья в алюминиевый электролизер включает подачу сырья через зоны ввода. Новым является то, что каждую зону ввода материала располагают над областью наибольшей толщины слоя электролита, расположенной вдоль боковых стенок анода электролизера и ограниченной в обе стороны относительно поперечной оси электролизера 1/6 частью его длины. Технический результат: повышение производительности электролизера с самообжигающимся анодом для получения алюминия за счет создания надежного, экологически чистого и экономичного способа подачи сыпучего материала в него, увеличивающего пропускную способность зон ввода материала и равномерность его подачи в расплав, при минимальных на это затратах энергии и количества механизмов. Предложенный способ подачи глинозема в электролизер повышает его производительность на 5-8%. 2 ил.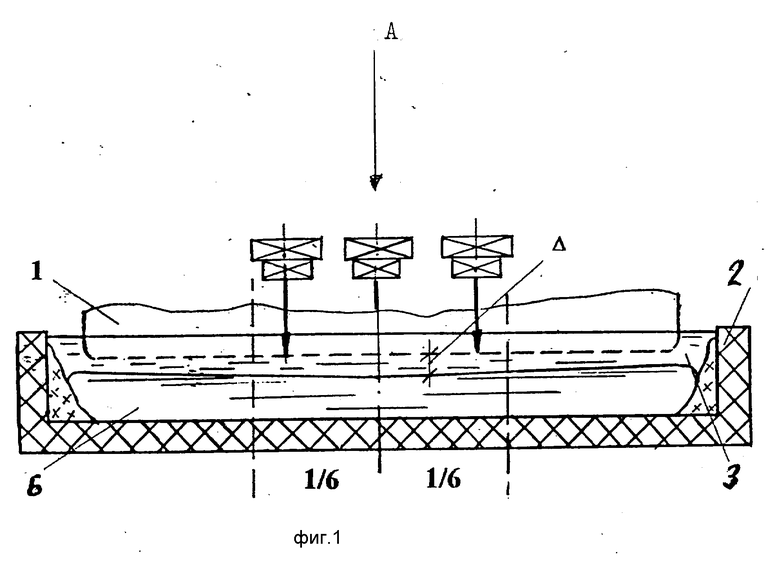
Способ питания алюминиевого электролизера, включающий подачу сырья в электролит вдоль боковых стенок анода, отличающийся тем, что сырье подают в область наибольшей толщины слоя электролита, ограниченную в стороны относительно поперечной оси электролизера 1/6 частью его длины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1488365, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ УДАЛЕНИЯ C-C -АЛКИЛИОДИДНЫХ СОЕДИНЕНИЙ ИЗ ЖИДКОЙ КАРБОНОВОЙ КИСЛОТЫ, ИМЕЮЩЕЙ 2 - 6 АТОМОВ УГЛЕРОДА, И/ИЛИ ИЗ СООТВЕТСТВУЮЩЕГО АНГИДРИДА КАРБОНОВОЙ КИСЛОТЫ | 1991 |
|
RU2036896C1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для загрузки оксида алюминия в электролизер анодом Седерберга | 1988 |
|
SU1709916A3 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

