Изобретение относится к машиностроению и может быть использовано для изготовления силовых приводных устройств.
Известна зубчатая передача с параллельными осями и профильной модификацией головки зуба [1]
Недостатком такой модификации является неопределенность в выборе глубины модификации, что может привести при определенных сочетаниях шероховатости, погрешностей профиля зуба и отклонения шага зацепления к кромочному контакту на вершине зуба и преждевременному разрушению зубьев, т.е. к снижению прочности зубчатой передачи.
Известна гиперболоидная зубчатая передача с перекрещивающимися осями, имеющая профильную модификацию, зависящую от класса шероховатости поверхности [2]
Недостатком профильной модификации является неучтенность отклонения формы боковой поверхности зуба от номинальной и отклонения шага зацепления от номинального при определении глубины модификации. Эта неучтенность может привести к кромочному контакту на головке зуба, что снижает прочность зубчатой передачи.
Известен исходный производящий контур, который применяют при изготовлении эвольвентных колес методом обката. В качестве инструмента при этом используют червячные фрезы, зубчатые рейки [3]
Недостатком способа изготовления с помощью такого производящего контура является неучтенность неточностей изготовления и шероховатости поверхности зубьев колес, в результате которой возникает кромочный контакт на вершине зуба при работе колес, что в конечном итоге снижает прочность передачи.
Известен модифицированный исходный производящий контур с протуберанцем или скосом, с помощью которого методом обката производится изготовление колес [4]
При изготовлении с помощью модифицированного производящего контура имеется неопределенность параметров модификации, что может привести к кромочному контакту и преждевременному разрушению передачи при малой глубине модификации, а при большой глубине модификации к исключению из контакта модифицированного участка, что также приводит к снижению прочности передачи.
Изобретение решает задачу увеличения прочности передачи путем устранения возможности возникновения кромочного контакта.
Указанная задача решается тем, что зубчатая передача с профильной модификацией зуба, зависящей от класса шероховатости поверхности, имеет величину модификации головки или ножки зуба одного из колес, равную по высоте 0,3 mn, а модифицированный участок выполнен огибающим дуги окружностей радиуса R с глубиной модификации, равной
δ=3fш+ff+fpb,
где fш размер, зависящий от класса шероховатости,
ff допуск на погрешность профиля,
fрb отклонение шага зацепления.
По производящему исходному контуру с протуберанцем или скосом для изготовления зубьев одного из колес зубчатой передачи с профильной модификацией зуба задача решается тем, что модифицированный участок производящего исходного контура выполнен по дуге окружности радиуса r, который равен
где mn модуль в нормальном сечении,
δ - максимальная глубина модификации,
αw- угол зацепления.
Зубчатая передача с максимальной глубиной модификации
δ=3fш+ff+fpb,
при fш=4,5•10-5•2(13-ш),
где ш класс шероховатости (А.С. N 1372128),
и производящий контур с протуберанцем или скосом, применяемый для изготовления зубьев одного из колес зубчатой передачи с профильной модификацией зуба при выполнении модифицированного участка производящего исходного контура по дуге окружности радиуса r, позволяют учесть допуск на погрешность профиля, отклонение шага зацепления и устранить возможность возникновения кромочного контакта, а также позволяет иметь минимальный зазор между модифицированным участком и боковой поверхностью зуба второго колеса, что после приработки приведет к участию в работе и модифицированного участка. Все это ведет к увеличению прочности передачи.
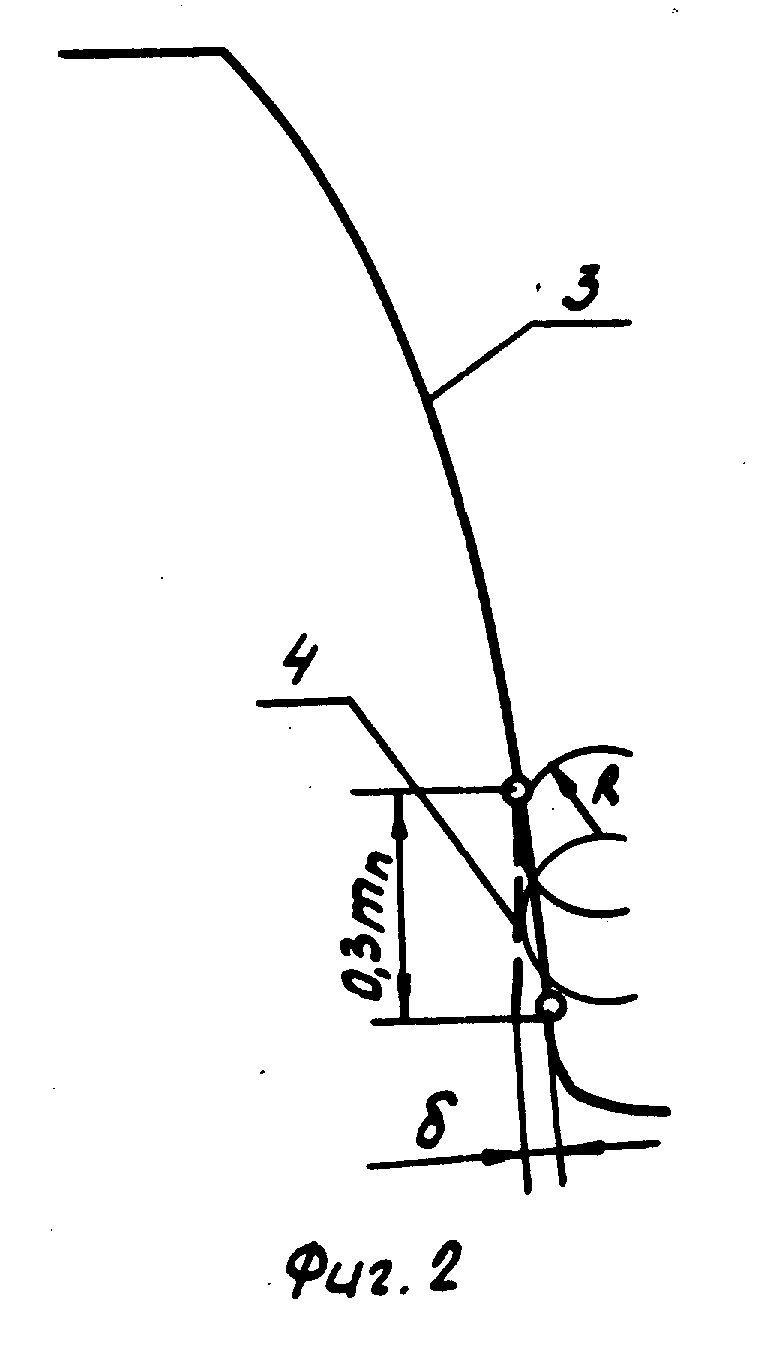
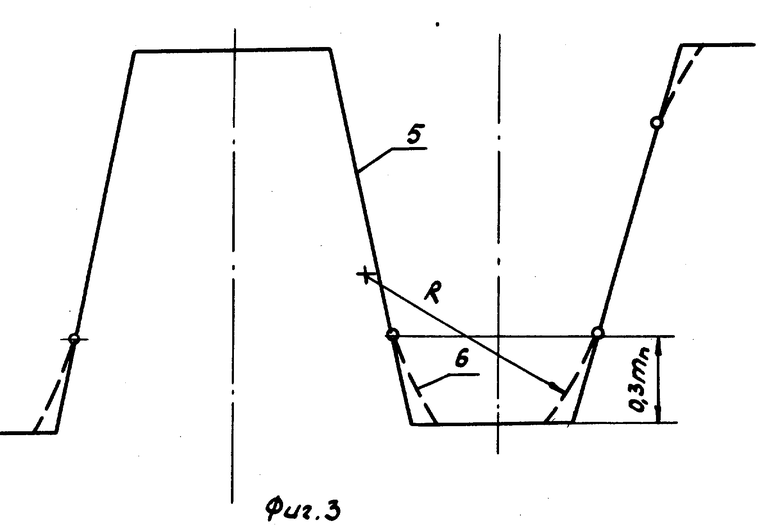
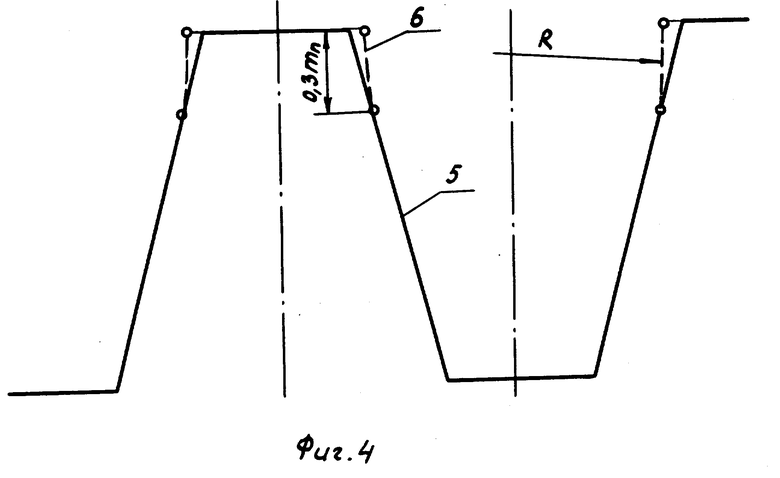
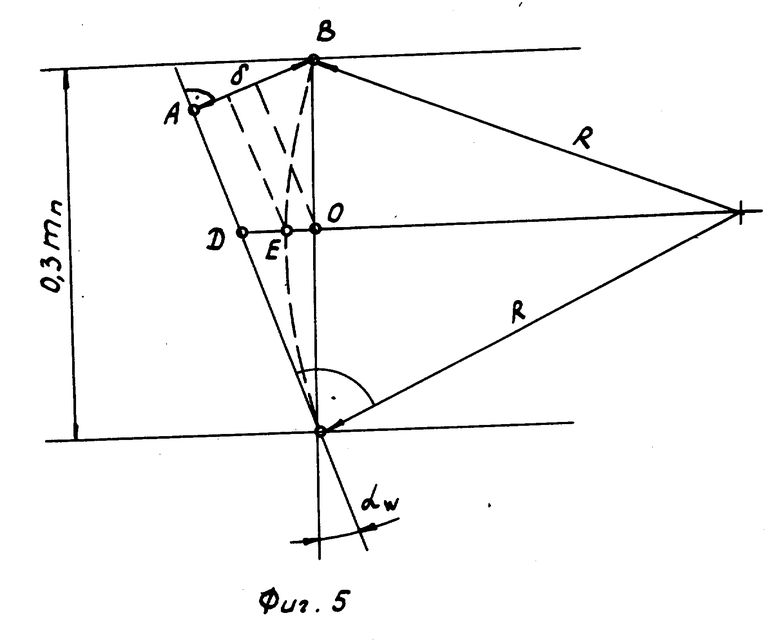
На фиг. 1 изображен профиль зуба зубчатой передачи с модифицированным участком головки зуба, на фиг. 2 профиль зуба с модифицированным участком ножки зуба, на фиг. 3 исходный производящий контур со скосом, выполненным по радиусу r, на фиг. 4 исходный производящий контур с протуберанцем, выполненным по радиусу r.
На фиг. 1 профиль зуба 1 имеет модификацию 2, равную по высоте 0,3 mn, выполненной огибающей дуги окружностей радиуса R с максимальной глубиной модификации
δ=3fш+ff+fpb,
где fш размер, зависящий от класса шероховатости,
ff допуск на погрешность профиля,
fрb отклонение шага зацепления.
На фиг. 2 профиль зуба 3 имеет модификацию 4 ножки зуба, равную 0,3 mn, с максимальной нормальной глубиной модификации δ которая определяется по приведенной выше формуле.
На фиг. 3 исходный производящий контур 5 имеет скос 6 и выполнен по радиусу r, который определяется по формуле
где mn модуль в нормальном сечении,
δ - максимальная нормальная глубина модификации,
αw- угол зацепления.
На фиг. 4 изображен исходный производящий контур 5 с протуберанцем 6, выполненным по радиусу r, определяемым по формуле, приведенной выше.
При вращении зубчатых колес, выполненных с модификацией, предложенной выше, боковые поверхности зубьев касаются не по всей боковой поверхности. Модифицированные участки в контакте в начальный момент работы после сборки не участвуют. В процессе работы и износа боковой поверхности зубьев модифицированные участки вступают в контакт.
На фиг. 5 продемонстрировано получение формулы для радиуса модифицированного участка.
Степень точки 0 равна  .
.
С другой стороны p2= OE•OF.
Так как OE мало (меньше на порядок δ), то OF ≈ 2r.
Из рисунка видим, что OE ≅ d.
Принимая OE 0,3 d, получим .
.
После преобразования имеем
так как δ2 мало, то получим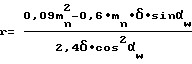 .
.
При изготовлении зубчатой передачи с помощью производящего исходного контура с протуберанцем или скосом для изготовления зубьев одного из колес зубчатой передачи с профильной модификацией зуба при выполнении модифицированного участка производящего исходного контура по дуге окружности радиуса r, который равен
(0,09m
где mn модуль в нормальном сечении, δ - максимальная нормальная глубина модификации, αw угол зацепления, исключается возможность возникновения кромочного контакта головки зуба, так как модифицированный участок исходного производящего контура при изготовлении колес срезает металл на головке или ножке зуба одного из колес. При этом количество снимаемого материала будет минимальным, что позволяет после приработки включить в работу модифицированный участок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| ПОДШИПНИК КАЧЕНИЯ РАДИАЛЬНЫЙ РОЛИКОВЫЙ БЕССЕПАРАТОРНЫЙ | 1997 |
|
RU2135851C1 |
| ЭВОЛЬВЕНТНОЕ ЗАЦЕПЛЕНИЕ | 1998 |
|
RU2151933C1 |
| Зубчатая передача | 1990 |
|
SU1744346A1 |
| СПОСОБ ОБРАБОТКИ ПАРЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2510789C2 |
| ВИНТОВОЕ ЗАЦЕПЛЕНИЕ | 1998 |
|
RU2157931C2 |
| Гиперболоидная зубчатая передача | 1986 |
|
SU1372128A1 |
| Прямозубая цилиндрическая передача | 1985 |
|
SU1252573A1 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 2001 |
|
RU2199046C2 |
| УСТРОЙСТВО ПОДАЧИ УГОЛЬНОГО КОМБАЙНА | 1995 |
|
RU2086762C1 |
Использование: машиностроение. Сущность изобретения: в зубчатой передаче боковая поверхность одного из колес имеет модифицированный участок, равный по высоте 0,3 mn, где mn - модуль в нормальном сечении, и выполнен огибающим дуги окружностей радиуса R. Величина максимальной глубины модификации выбирается в зависимости от шероховатости боковой поверхности допуска на погрешность профиля и отклонения шага зацепления. При изготовлении зубчатой передачи методом обката с модификацией головки зуба производящего контура в виде протуберанца или ножки в виде скоса модифицированный участок выполняется по дуге окружности, радиус которой зависит от модуля в нормальном сечении, глубины модификации и угла зацепления. При вращении колес модифицированный участок в первоначальный момент в работе не участвует, так как зазор между модифицированным участком зуба одного колеса и не модифицированным участком зуба другого колеса минимален, то при работе и износе немодифицированного участка зуба модифицированный участок вступает в контакт. 2 с. п. ф-лы, 5 ил.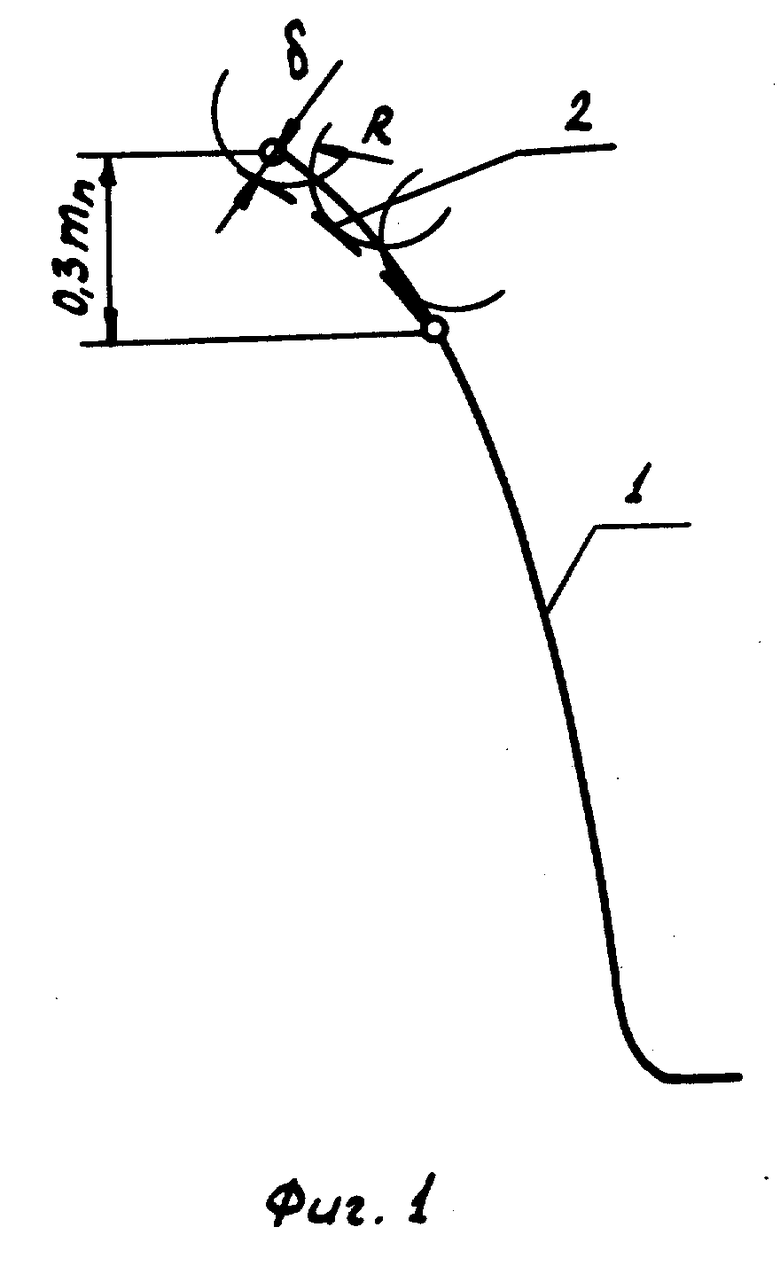
δ = 3fш + ff + fpb,
где fш размер, зависящий от класса шероховатости;
ff допуск на погрешность профиля;
fр b отклонение шага зацепления.
0,09m
где mn модуль в нормальном сечении;
δ - максимальная глубина модификации;
αw - угол зацепления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Калашников С.Н | |||
| и Калашников А.С | |||
| Зубчатые колеса и их изготовление | |||
| - М.: Машиностроение, 1983, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1372128, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Калашников С.Н | |||
| и Калашников А.С | |||
| Зубчатые колеса и их изготовление | |||
| - М.: Машиностроение, 1983, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Гинзбург Е.Г | |||
| Зубчатые передачи | |||
| Справочник | |||
| - Л.: Машиностроение, 1960, с.364. | |||
