Изобретение относится к сварке, а именно к управлению параметрами процесса электронно-лучевой сварки.
Целью настоящего изобретения является повышение точности контроля фокусировки за счет увеличения достоверности информации о характере протекания процессов в парогазовом канале, дополнительно изобретение позволяет расширить область применения за счет увеличения быстродействия и расширения диапазона рабочих мощностей электронного луча, в котором осуществляется адаптивный контроль фокусировки.
Для этого в способе контроля фокусировки информацию о фокусировке луча получают при обработке излучения из зоны сварки, используют паровой поток, выходящий из парогазового канала, при этом датчик парового потока, устанавливается симметрично по обе стороны сварочной ванны в плоскости стыка над поверхностью свариваемой детали на высоте, равной удвоенной толщине свариваемой детали и на расстоянии L от оси луча L= kP (мм), где k - коэффициент пропорциональности, равный 12; Р - мощность источника излучения, кВт; Р= Uуск ˙Iлуча, формируют электрический сигнал, частота и фаза которого зависят от плотности парового потока в месте установки датчика, а изменение фокусировки контролируется по изменению плотности парового потока в месте установки датчика.
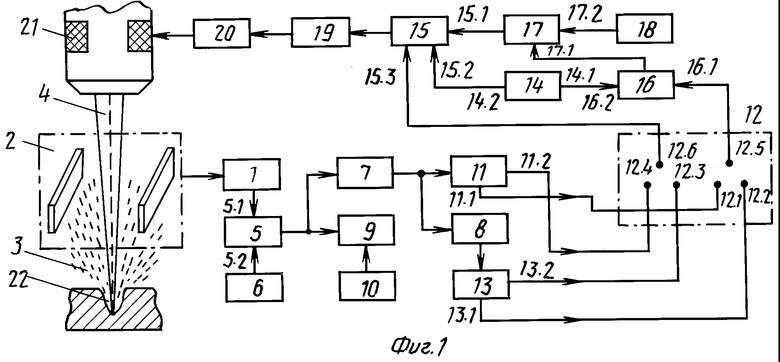
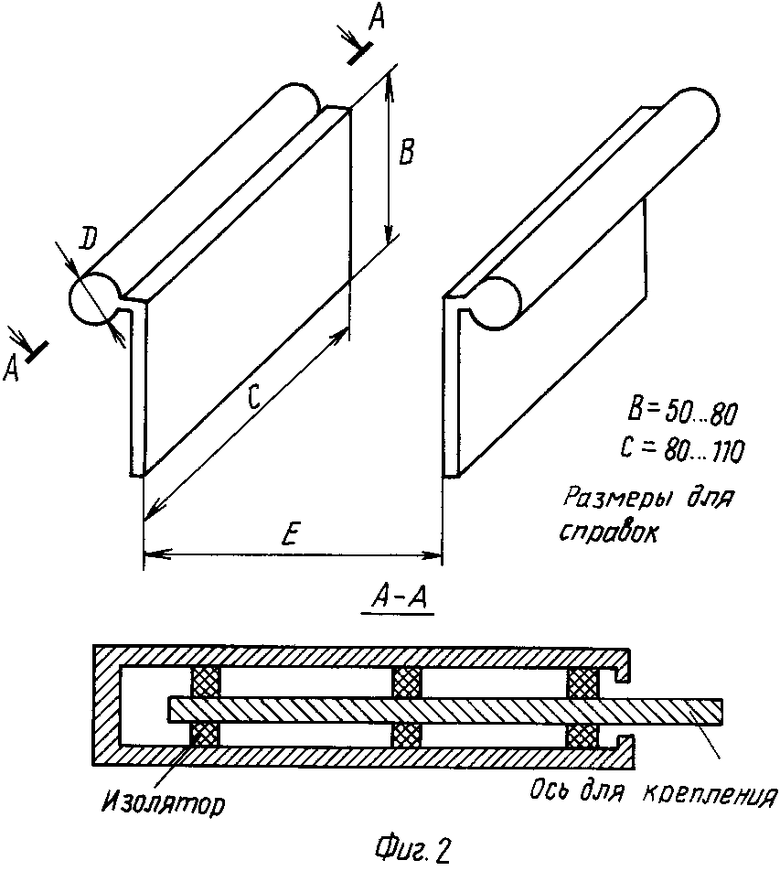
На фиг. 1 изображена функциональная схема устройства для адаптивного контроля фокусировки сварочного электронного луча; на фиг. 2 - эскиз конструкции датчика.
Сущность предлагаемого способа состоит в следующем. При сварке в ходе взаимодействия электронного луча с материалом свариваемой детали из глубины парогазового канала истекает поток пара, несущий информацию о процессах, происходящих в глубине канала. Плотность парового потока зависит от величины удельной плотности мощности электронного луча, определяемой положением его фокальной плоскости относительно поверхности свариваемой детали, т. е. фокусировкой. Изменение фокусировки вызывает изменение величины удельной плотности мощности, что вызывает изменение плотности парового потока, истекающего из глубины парогазового канала. Плотность парового потока контролируется датчиком, представляющим собой две разнесенные в пространстве пластины, в промежутке между которыми распространяется поток пара. Емкость между пластинами при неизменном расстоянии между ними и их площади определяется параметрами диэлектрика, находящегося между пластинами, т. е. плотностью парового потока. Изменение плотности потока вызывает изменение емкости датчика, что и является признаком изменения фокусировки.
Практическая реализация способа заключается в контроле плотности парового потока, выходящего из глубины канала проплавления с помощью датчика. Электронной схемой формируется напряжение, частота и фаза которого пропорциональны величине плотности потока. Изменение плотности потока пара ведет к изменению частоты и фазы указанного напряжения, что и является признаком нарушения (изменения) фокусировки.
Сущность практической реализации предлагаемого устройства состоит в следующем. Частота выходного напряжения перестраиваемого генератора 1 определяется емкостью датчика 2, зависящей от плотности парового потока 3. Изменение фокусировки электронного луча 4 вызывает изменение частоты выходного напряжения генератора 1, которое поступает на вход 5.1 смесителя 5. На его вход 5.2 поступает выходное напряжение генератора 6 фиксированной частоты. Выходной сигнал смесителя 5 после фильтрации с помощью фильтра 7 поступает на вход синхронно-фазового детектора 8. Пульсации амплитуды устраняются параллельным амплитудным ограничителем 9, порог ограничения которого устанавливается задатчиком 10 уровня ограничения. Выходной сигнал смесителя 5 после фильтрации фильтром 7 анализируется в анализаторе 11 частоты и фазы и поступает на вход 12.1 переключателя 12. В экстрематоре 13 осуществляется анализ выходного сигнала синхронно-фазового детектора 8 на экстремум, и выходной сигнал экстрематора поступает на второй вход переключателя 12. Блок управления 14 формирует командные сигналы, которые устанавливают счетчик 15 импульсов в состояние, определяющее ток фокусировки в начальный момент процесса сварки, а триггер 16 - в состояние, при котором управляющий сигнал по входу 16.2 разрешает прохождение через ключ 17 импульсов с выхода генератора 18 на счетный вход 15.1 счетчика 15 импульсов. При этом формируется на выходе счетчика 15 цифровой код, который преобразуется цифроаналоговым преобразователем 19 в линейно изменяющееся напряжение, и после преобразования и усиления в усилителе 20 тока фокусировки поступает в фокусирующую линзу 21. Датчик 2 парового потока установлен симметрично по обе стороны сварочной ванны 22 в плоскости стыка над поверхностью детали на расстоянии L от оси луча L= kP, (мм), где k - коэффициент пропорциональности, равный 12; Р - мощность источника излучения, и на высоте, равной удвоенной толщине свариваемой детали.
Практическая реализация устройства заключается в использовании парового потока сварочной ванны 22, плотность которого контролируется датчиком 2 парового потока. Емкость датчика при фиксированных значениях расстояния между пластинами и их площадь определяется значением диэлектрической проницаемости вещества, которое заполняет пространство между пластинами. Величина этой емкости при фиксированных значениях прочих параметров частотозадающих цепей генератора 1 определяет значение генерируемой им частоты. На входы 5.1 и 5.2 смесителя 5 поступают сигналы с выходов генератора 1 и генератора 6. Применение генератора 6 с фиксированной частотой генерации позволяет перенести спектр информационного сигнала в область частот, где помехи практически отсутствуют, существенно повысить временную стабильность среднего значения частоты информационного сигнала и оптимизировать геометрические параметры датчика 2. Фильтр 7 осуществляет дополнительную частотную фильтрацию информационного сигнала, а его амплитудные флуктуации устраняются ограничителем 9, порог ограничения которого устанавливается в помощью устройства 10. Следует отметить, что в состав устройства 10, в целью обеспечения автоматического выбора величины порога, может быть включена схема автоматического анализа величины и знака амплитудных флюктуаций сигнала и схема автоматической установки величины порога. Синхронно-фазовый детектор 8 осуществляет преобразование изменения частоты информационного сигнала в соответствующее по величине и знаку изменение напряжения. Преобразование осуществляется с учетом частоты и фазы информационного сигнала, что дополнительно повышает помехоустойчивость тракта выделения сигнала (информационного). Выход синхронно-фазового детектора 8 соединен со входом экстрематора 13, в котором осуществляется анализ (контроль) величины и скорости изменения амплитуды сигнала с выхода синхронно-фазового детектора 8. При достижении амплитудой сигнала своего максимального значения (при этом скорость изменения амплитуды равна нулю) на выходе экстрематора 13 формируется управляющий сигнал, который поступает на переключатель 12. Режим определения максимума амплитуды информационного сигнала используется, если сварка осуществляется с "кинжальным" проплавлением, т. е. при "острой" фокусировке и максимальной глубине проплавления. Дополнительно сигнал с выхода фильтра 7 анализируется в анализаторе 11 частоты и фазы, что позволяет установить требуемое положение фокальной плоскости луча при использовании режимов сварки с "пере-" или "недофокусированным" лучом. Выбор параметров для анализа и контроля (амплитуда сигнала и величина производной - для сварки с "острой" фокусировкой и частота и фаза сигнала - для сварки с "пере-" или "недофокусированным" лучом) обусловлен их адекватной связью с контролируемым процессом, помехоустойчивостью, доступностью и простотой измерения. Управляющий сигнал на выходе анализатора 11 формируется в момент, когда по результатам анализа стало очевидно, что фокальная плоскость приняла требуемое положение. Сигнал поступает на переключатель 12, положение которого выбирается в зависимости от режима сварки. Триггер 16 управляет прохождением через ключ 17 счетных импульсов с выхода генератора 18. При поступлении счетных импульсов на счетный вход счетчика 15 на его выходе формируется возрастающий цифровой код, который цифроаналоговым преобразователем 19 преобразуется в возрастающее по линейному закону напряжение. Скорость его нарастания определяется частотой следо- вания импульсов, формируемых генератором 18. Это напряжение преобразуется в ток усилителем 20 тока фокусировки, который поступает в фокусирующую линзу 21. Блок 14 управления формирует сигналы по внешней команде, которые устанавливают счетчик 15 в состояние, определяющее величину тока фокусировки в начальный момент процесса сварки, а триггер 16 - в состояние, при котором сигнал на его выходе открывает ключ 17 и "разрешает" прохождение счетных импульсов лишь при достижении лучом определенной, заранее заданной или соответствующей началу испарения материала, мощности (величина тока) луча.
В начальный момент процесса сварки ток (мощность) электронного луча возрастает, а величина тока фокусировки при этом неизменна. При дальнейшем возрастании тока луча триггер 16 под воздействием сигнала, поступающего из блока 14 управления, переходит в состояние, при котором сигнал на его выходе открывает ключ 17, и счетные импульсы с выхода генератора 18 поступают на первый вход счетчика 15. Происходит линейное возрастание величины тока фокусировки. При этом скорость возрастания величины тока луча выше, чем тока фокусировки. Одновременное возрастание величин токов сварки и фокусировки на следующем этапе процесса сварки позволяет существенно сократить время поиска и установки (по сравнению с прототипом) величины тока фокусировки для конкретного режима сварки. Если мощность электронного луча недостаточна для испарения материала, паровой поток отсутствует и частота генератора 1 неизменна; неизменны по величине и выходные сигналы СФД 8, анализатора 11, смесителя 5.
Наличие парового потока в пространстве между пластинами датчика 2 вызывает изменение частоты генератора 1 на величину, пропорциональную плотности парового потока. На выходе смесителя 5 появляется сигнал, который после фильтрации фильтром 7 и ограничения ограничителем 9 поступает на вход СФД 8 и анализатора 11. СФД 8 осуществляет преобразование входного сигнала в постоянное напряжение, величина которого пропорциональна изменению частоты генератора 1. В экстрематоре 13 осуществляется анализ величины и скорости изменения выходного напряжения СФД 8 и при достижении напряжением максимума, что соответствует нулевой скорости изменения напряжения, на первом выходе экстрематора 13 формируется управляющий сигнал. В анализаторе 11 осуществляется анализ частоты и фазы входного сигнала и при достижении заданного значения частоты, которое соответствует требуемой фокусировке, на его первом выходе также формируется управляющий сигнал.
В зависимости от выбранного режима сварки вход 16.1 триггера 16 соединен с входом 12.1 или 12.2 переключателя 12; режим "недо-" или "перефокусировки" и "острой" фокусировки соответственно. Управляющий сигнал, поступивший на вход 16.1 триггера 16, переводит его в состояние, при котором сигнал на его выходе закрывает ключ 17, при этом на выходе счетчика 15 устанавливается цифровой код, определяющий ток фокусировки для данного режима сварки.
Следует отметить, что, если в соответствии с требованиями технологического процесса недостаточно осуществлять поиск и однократную установку положения фокальной плоскости, а необходимо также изменять положение фокальной плоскости (это может быть необходимо при сварке деталей переменного сечения, при радиальных биениях детали и т. д. ) в ходе сварки возможно использование информации о знаке отклонения сигнала от первоначального или полученного в результате установки значения. Информация о знаке отклонения, содержащаяся в выходном напряжении синхронно-фазового детектора, преобразуется в экстрематоре 13 в управляющий сигнал, который с выхода 13.2 через вход 12.3 с выхода 12.6 переключателя 12 поступает на вход 15.3 счетчика 15, определяющий направление счета. Аналогичный сигнал формируется на выходе 11.2 анализатора 11. Использование информации о знаке отклонения позволяет осуществить адаптацию фокусировки непосредственно в ходе сварки практически без ухудшения качества сварного шва, т. к. время на обнаружения отклонения, поиск и установку нового значения фокусировки менее (1,5 - 2)˙10-3 с, включая и время преобразования сигнала в СФД.
Лабораторные исследования проводились на образцах из материала АМг-6 и коррозионно стойкой стали на установке ЭЛУ-5 с использованием энергокомплекса ЭЛУ 15/30, сварочных пушек КЭП4 и УЛ-119, при ускоряющем напряжении 28-30 кВ, токе электронного луча 170-250 mА; размер датчика: длина - 100 мм; ширина - 50 мм; расстояние между пластинами - 40 мм.
Испытания проводились в следующей последовательности:
- сварка при фиксированном расстоянии между поверхностью образца и нижним торцевым срезом сварочной пушки R= const;
- сварка при R= const; при этом образец установлен под углом в 45о относительно горизонтальной плоскости.
В ходе сварки контролировались параметры информационного и управляющих сигналов и величины тока фокусировки. По результатам контроля можно сделать вывод о стабильном выделении информационного сигнала во всем диапазоне мощностей электронного луча и устойчивости к помехам управляющих сигналов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО СОВМЕЩЕНИЯ СВАРОЧНОГО ЛУЧА СО СТЫКОМ ПРИ СВАРКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1837470A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ФОКУСИРОВКИ ИЗЛУЧЕНИЯ | 1991 |
|
RU2035772C1 |
| Устройство для автоматической фокусировки электронного луча | 1989 |
|
SU1696222A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Анализатор спектра | 1988 |
|
SU1532882A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
Изобретение относится к оборудованию для электронно-лучевой сварки, исползуется в машиностроении. В способе измеряют плотность парового потока, вытекающего из парогазового канала, а степень изменения фокусировки контролируют по изменению величины плотности парового потока в симметричных точках, расположенных в плоскости стыка по обе стороны сварочной ванны на расстоянии L от оси луча, L = K P, мм, где K - коэффициент пропорциональности, равный 12; P - мощность источника излучения, и на высоте, равной удвоенной толщине свариваемой детали; устройство для адаптивного контроля фокусировки сварочного электронного луча содержит датчик 2 плотности парового потока, полосовой фильтр 7, детектор 8, экстрематор 13, триггер 16, генератор 18 импульсов, блок управления 14, фокусирующую линзу 21, счетчик 15, цифроаналоговый преобразователь 19, блок фокусировки 20, перестраиваемый генератор 1, генератор фиксированной частоты 6, смеситель 5, ограничитель 9, задатчик 10 уровня ограничения, анализатор 11 частоты и фазы и переключатель 12. Изобретение позволяет повысить точность контроля фокусировки луча. 2 с. п. ф-лы, 2 ил.