Изобретение относится к способам сборки пневматических шин и может быть использовано при сборке безопасной шины.
Известен способ сборки бескамерной шины, при котором устанавливают борта покрышки на обод и фиксируют их на полках обода. Внутренний диаметр бескамерной шины делают меньше диаметра обода для обеспечения плотной посадки бескамерной шины и герметичности борта (Салтыков А.В. Основы современной технологии автомобильных шин. М. 1974, с. 48-51).
Однако при накачивании шины сжатым воздухом последний частично просачивается из шины между бортами и ободом и операция занимает продолжительное время.
Известен и другой способ сборки бескамерной шины, при котором подготавливают обод, монтируют на обод борта покрышки, надувают бескамерную шину до рабочего давления (Рагулин В.В. Технология шинного производства. М. Химия, 1970, с. 207).
Однако при проколе шины происходит утечка воздуха, внутреннее давление снижается, она деформируется и начинает разрушаться от воздействия недопустимых по величине деформаций.
Техническим результатом данного способа является создание способа сборки бескамерной шины, обеспечивающего длительное движение автомобиля при полной потере внутреннего давления.
Для достижения технического результата в способе сборки бескамерной шины, при котором подготавливают обод, монтируют на обод борта покрышки, надувают бескамерную шину до рабочего давления, при котором согласно изобретению при подготовке обода на него жестко устанавливают глухие бобышки и предварительно крепят безопасные секторные Г-образные вставки с фиксаторами борта, осуществляют балансировку обода и демонтаж вставок, а после установки одного из бортов шины на обод в полость между покрышкой и ободом помещают поочередно вставки и затем монтируют второй из бортов, а после надутия шины до давления не менее 80% от рабочего осуществляют стравливание давления в шине до атмосферного и разбортовку нефиксируемого борта шины с последующим жестким закреплением всех вставок в бобышки на ободе и закреплением вставок между собой, одновременной фиксацией борта и надутием шины, причем количество вставок выбирают не менее четырех, а расстояние от оси симметрии бобышки до горизонтальной полочки Г-образной вставки выбрано не менее 15 мм.
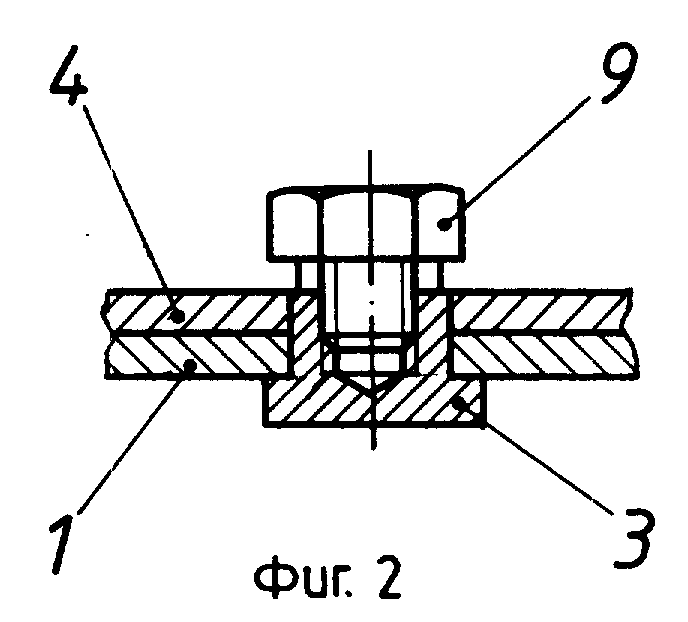
На фиг. 1 изображена бескамерная шина, общий вид; на фиг. 2 бобышка.
Способ осуществляется следующим образом.
Вначале подготавливают обод 1 и сверлят в нем отверстия 2 под углом в 30o под глухие бобышки 3. Устанавливают глухие бобышки 3 любым из известных способов, соблюдая полную герметичность поверхности контакта. Затем на ободе 1 предварительно крепят безопасные секторные Г-образные вставки 4 с фиксаторами борта 5. Количество вставок выбирают не менее четырех для обеспечения технологичности процесса сборки. Обод 1 с закрепленными вставками 4 подвергают предварительной балансировке, после окончания этой операции производят маркировку местоположения на ободе 1 каждой вставки 4, а затем и демонтаж вставок.
Монтируют поочередно борта 6 покрышки 7, причем после установки одного из бортов в ручей обода 1 в полость между покрышкой 7 и ободом 1 помещают поочередно вставки 4. Далее монтируют второй из бортов и надувают шину до давления не менее 80% от рабочего для плотной посадки обоих бортов 6 шины на полки обода 1. Затем осуществляют стравливание давления в шине до нормального атмосферного и помещают шину, смонтированную на ободе 1, в горизонтальное положение. Производят разбортовку нефиксируемого борта шины. Освобожденный борт отгибают и в образовавшуюся полость помещают каждую вставку 4 в соответствующее положение. Для технологичности процесса сборки и удобства ручного труда рабочего персонала расстояние от оси симметрии бобышки 3 до горизонтальной полочки 8 Г-образной вставки 4 выбрано не менее чем 15 мм.
После установки всех вставок 4 осуществляют жесткое закрепление всех вставок в бобышки 3 посредством болтовых соединений 9. Затем производят жесткое закрепление вставок 4 между собой, при этом осуществляют жесткую фиксацию неразмонтированного борта посредством фиксатора 5 вставки 4. Монтируют снятый с полки обода борт в прежнее положение и надувают шину до рабочего давления. Балансируют безопасную шину. Безопасная шина готова к эксплуатации. Демонтаж безопасной шины осуществляют в обратной последовательности.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЗОПАСНАЯ ШИНА КАРКАСНОГО ТИПА | 2009 |
|
RU2397878C1 |
| КОЛЕСО | 2005 |
|
RU2299132C1 |
| КОЛЕСО БЕЗОПАСНОЕ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2020 |
|
RU2728200C1 |
| КОЛЕСО | 2007 |
|
RU2344945C1 |
| ШИНА БОРМОТОВА ДЛЯ ХОДОВОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 1994 |
|
RU2086420C1 |
| КОЛЕСО БОЕВОЙ МАШИНЫ (ВАРИАНТЫ) | 2013 |
|
RU2538842C1 |
| БЕЗОПАСНОЕ КОЛЕСО | 2010 |
|
RU2440250C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 2005 |
|
RU2291788C1 |
| БЕЗОПАСНОЕ КОЛЕСО ПОВЫШЕННОГО ДЕМПФИРОВАНИЯ | 2010 |
|
RU2452631C1 |
| СПОСОБ Т-ОБРАЗНОГО СОЕДИНЕНИЯ ТРЕХСЛОЙНЫХ СУДОВЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ УЗЕЛ СОЕДИНЕНИЯ | 2019 |
|
RU2738944C2 |
Использование: при сборке безопасных шин. Сущность изобретения: подготавливают обод, монтируют на обод борта покрышки и надувают бескамерную шину до рабочего давления. При подготовке обода на него жестко устанавливают глухие бобышки и предварительно крепят безопасные секторные Г-образные вставки с фиксаторами борта. Осуществляют балансировку обода и демонтаж вставок, а после установки одного из бортов шины на обод в полость между покрышкой и ободом помещают поочередно вставки и затем монтируют второй из бортов. После надутия шины до давления не менее 80% от рабочего осуществляют стравливание давления в шине до атмосферного и разбортовку незафиксированного борта шины с последующим жестким закреплением всех вставок в бобышки на ободе с одновременной фиксацией борта и надутием шины. Количество вставок выбирают не менее четырех, а расстояние от оси симметрии бобышки до горизонтальной полочки Г-образной вставки - не менее 15 мм. После закрепления вставок в бобышки осуществляют жесткое закрепление вставок между собой. 1 з.п. ф-лы, 2 ил.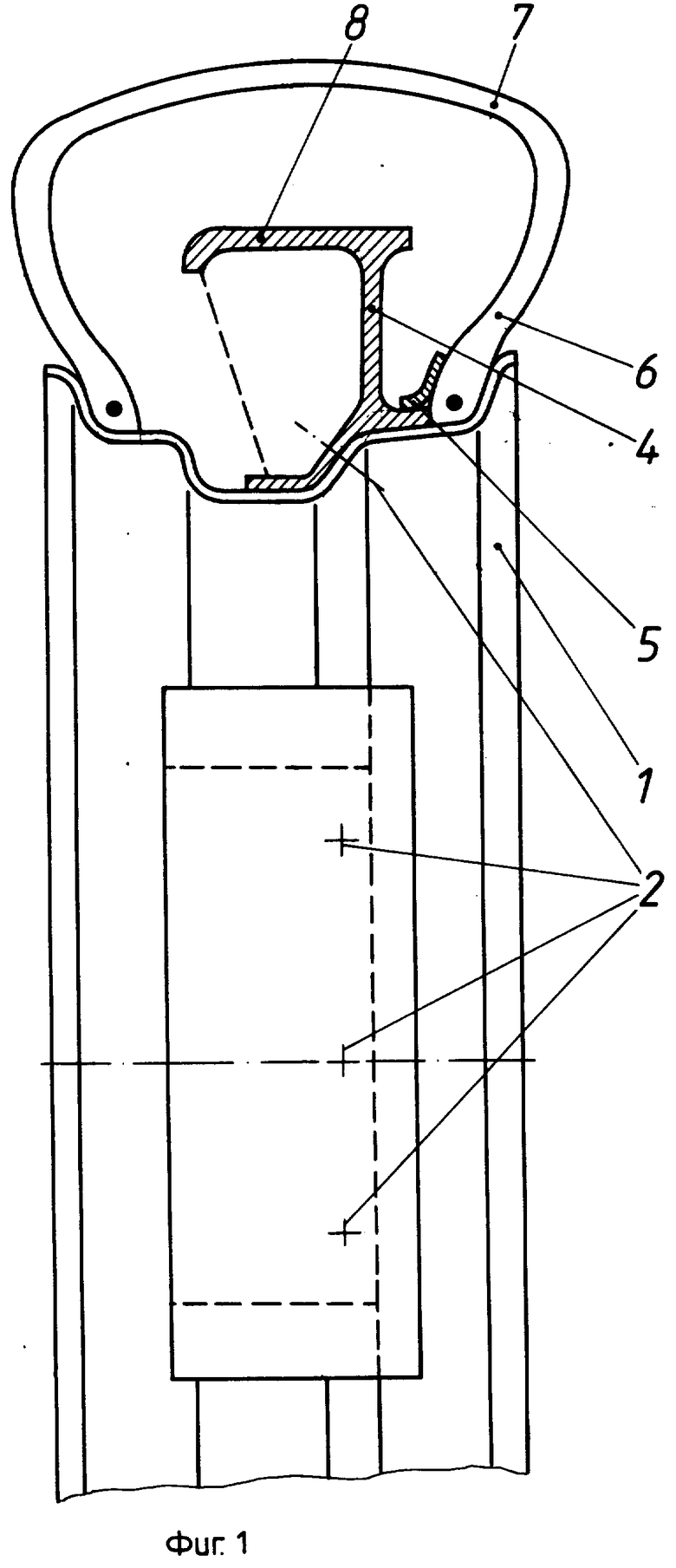
| Салтыков А.В | |||
| Основы современной технологии автомобильных шин | |||
| - М.: Химия, 1974, с.48-51 | |||
| Рагулин В.В | |||
| Технология шинного производства | |||
| - М.: Химия, 1970, с.207. |
