Изобретение относится к трубопроводной арматуре, в частности к кранам с шаровым запорным органом и может быть использовано для регулирования и перекрытия потоков рабочей среды, транспортируемой по трубопроводу.
Известны краны, содержащие металлический корпус, поворотный шток с шаровой пробкой, а также седла и уплотнители штока (авторские свидетельства СССР N 672418, кл. F 16 К 5/06, 1979 и N 1516703, кл. F 16 К 5/06, 1989; международная заявка WO 91/09243, кл. F 16 К 5/06, 1991). Упомянутые краны обладают низкой герметичностью при работе в химически агрессивных средах и средах с абразивными включениями ввиду быстрого износа деталей.
Известны краны, в которых отдельные металлические детали покрыты изнутри оболочкой из коррозийностойкого материала (авторское свидетельство СССР N 493582, кл. F 16 К 5/06, 1975; патент РФ N 2003905, кл. F 16 К 5/06, 1993). Наиболее близким решением из известных к заявляемому является шаровой кран, содержащий корпус, входной и выходной патрубки, сферический запорный орган с поворотным штоком, уплотнения штока и полимерные седла, причем внутренние поверхности корпуса и патрубков снабжены полимерной футеровкой (авторское свидетельство СССР N 1629667, кл. F 16 К 5/06, 1991). Однако часть деталей крана по-прежнему подвержена агрессивному воздействию.
Изобретение направлено на решение задачи повышения герметичности шарового крана при работе в агрессивных и абразивных средах путем выполнения максимально возможного числа рабочих деталей крана из износо- и химически стойких материалов и сокращения количества возможных зазоров за счет уменьшения числа сборочных единиц. Задача решается тем, что в шаровом кране, содержащем металлический корпус с размещенным в его отверстии поворотным штоком, сферическую пробку, взаимодействующую с седлами, входной и выходной патрубки, внутренние поверхности которых и корпуса снабжены футеровкой, ограничитель поворота штока и уплотнение штока, корпус выполнен за одно целое с патрубками, отверстие корпуса под шток выполнено большим, чем диаметр штока на толщину уплотнения штока, а футеровка внутренних поверхностей патрубков, седла, уплотнение штока и ограничитель поворота штока выполнены за одно целое из композиционного материала. Для сочленения крана с резьбовыми участками трубопроводов на внутренней поверхности патрубков выполнена резьба. В корпусе крана также выполнено второе отверстие, диаметр которого меньше, чем диаметр отверстия корпуса под шток, при этом оси упомянутых отверстий параллельны. Через второе отверстие происходит соединение ограничителя поворота штока с футеровкой корпуса, что придает ограничителю дополнительную прочность.
В заявляемой монолитной конструкции шарового крана наиболее подтверженные воздействию агрессивных сред детали выполнены из композиционного материала, являющегося наиболее износо- и химическистойким. Минимальное количество сборочных единиц и, как следствие, минимальное количество зазоров сокращает как риск нарушения герметичности, так и время на изготовление крана, а в сочетании с заявляемым способом также ослабляет требования к точности обработки поверхностей деталей крана.
Известны способы изготовления шаровых кранов с частично футерованной внутренней поверхностью (авторское свидетельство СССР N 1629667, F 16 К 5/06, 1991; заявка Германии N 4124339, F 16 К 5/06, 1993).
Наиболее близким к заявляемому является способ изготовления шарового крана, включающий изготовление металлических заготовок корпуса, патрубков и поворотного штока методом литья, последующую их металлообработку, нанесение на внутреннюю поверхность металлических элементов патрубков и корпуса изолирующего слоя, изготовление седел из полимерного материала и шаровой пробки методом горячего формования из композиционного материала (патент РФ N 2003905, F 16 К 5/06). В описанном в упомянутом патенте способе сначала изготавливают все детали конструкции крана, на металлические части наносят защитное покрытие, а затем осуществляют сборку крана. При этом для изготовления и покрытия каждой детали требуется специально разработанная технологическая оснастка, а в процессе сборки крана необходимо осуществлять подгонку и притирку деталей.
Изобретение направлено на решение задачи упрощения технологии изготовления шарового крана путем отливки седел, уплотнения штока и ограничителя поворота штока за одно целое с футеровкой. Способ исключает операции предварительного изготовления и обработки упомянутых выше элементов и их последующую сборку в составе крана и ограничивается операцией предварительной сборки в технологической форме перед отливкой.
Задача решается тем, что изготавливают металлические детали корпуса, поворотного штока и сферической пробки, производят их последующую металлообработку, затем собирают сферическую пробку с вкладышами, помещая их в проходное отверстие пробки, после чего помещают сборку в корпус таким образом, чтобы отверстие под шток в пробке было обращено в сторону первого отверстия и соосно с ним. Закрепляют вкладыши в ложементах и через первое отверстие в корпусе вставляют шток в соответствующее отверстие сферической пробки, после чего собранный узел устанавливают на плите с отверстием под шток и расточкой под уплотнение и ограничитель поворота штока. Накрывают ложемент крышкой с отверстием для поступления заливочной массы, причем крышку и плиту скрепляют. Устанавливают форму на основании, нагревают ее, после чего производят заливку горячей массы через отверстие в крышке. Температура нагрева формы при этом меньше температуры формования, что обеспечивает равномерность растекания заливочной массы в форме.
Помимо упрощения технологии изготовления шарового крана заявляемый способ обеспечивает снижение материалоемкости как самого устройства, так и оснастки.
Заявляемый шаровой кран и способ его изготовления связаны единым изобретательским замыслом, поскольку способ охарактеризован признаками, направленными на реализацию признаков, характеризующих устройство.
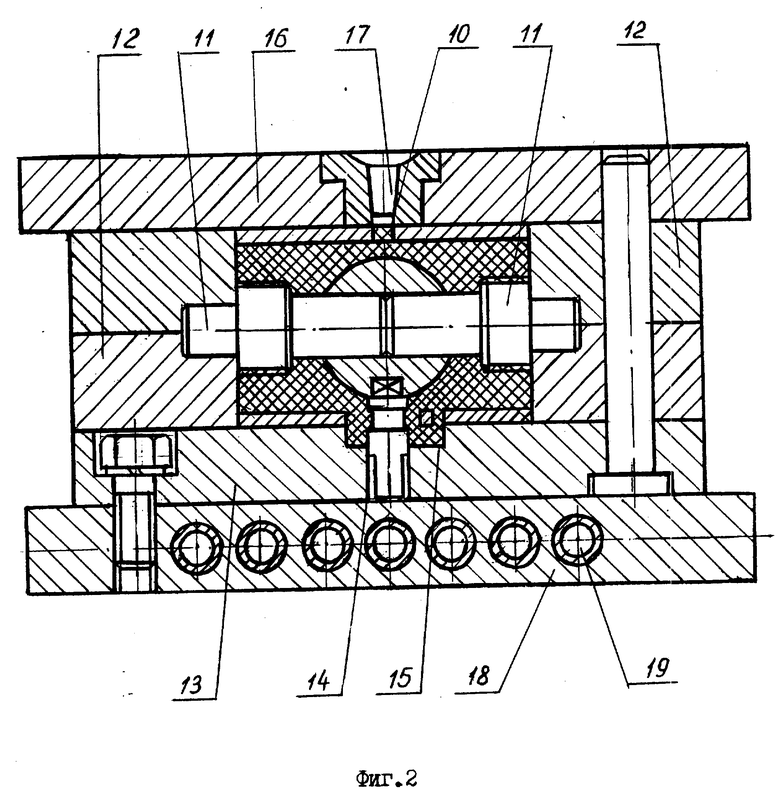
На фиг. 1 представлен шаровой кран в двух проекциях; на фиг. 2 шаровой кран в технологической оснастке.
Шаровой кран (фиг.1) состоит из корпуса 1, выполненного за одно целое с патрубками 2. Сквозь первое отверстие 3 в корпусе проходит поворотный шток 4, жестко сочлененный с сферической пробкой 5. Внутренняя футеровка корпуса 1, патрубков 2, седла 6, уплотнение штока 7 и ограничитель поворота штока 8 отлиты за одно целое из композиционного материала, например, типа ПА-610-Л-СВ-30, содержащего стекловолокно и полимерное связующее. Для соединения крана с резьбовыми участками трубопроводов внутренняя поверхность патрубков 2 отлита с резьбой. Первое отверстие 3 в корпусе выполнено большим, чем диаметр штока 4 на толщину уплотнения. На некотором расстоянии от первого отверстия 3 в корпусе выполнено второе отверстие 9, через которое ограничитель поворота штока 8 соединен с внутренней монолитной частью крана. В корпусе выполнено также технологическое отверстие 10 для заливки горячей массы внутрь корпуса, однако заливка может быть произведена и через патрубки 2.
Шаровой кран может быть изготовлен заявленным способом следующим образом (фиг.2).
Корпус 1, поворотный шток 4 и сферическую пробку 5 изготавливают, например, из проката и производят их металлообработку. В проходное отверстие пробки 5 с двух сторон помещают вкладыши 11. При выполнении патрубков с резьбой вкладыши 11 должны иметь резьбовой знак. Затем пробку с вкладышами размещают в корпусе 1 таким образом, чтобы отверстие под шток в пробке 5 было обращено в сторону первого отверстия 3 и соосно с ним, после чего закрепляют вкладыши 11 в ложементах 12. Через отверстие 3 вставляют шток 4 до сочленения его с пробкой 5. Полученную сборку устанавливают на плите 13 с отверстием под шток 14 и расточкой 15 под уплотнение штока и фиксатор поворота. После этого накрывают ложемент 12 крышкой 16 с отверстием 17 для поступления заливочной массы, при этом отверстие 17 совмещают с технологическим отверстием 10 в корпусе 1. Скрепляют крышку 16 и плиту 13, например, болтами, устанавливают форму на основание 18, закрепляют ее. Плита 13 может быть также предварительно скреплена с основанием 18. Собранную конструкцию нагревают до 70-80oС (при температуре формования материала 200oС), например, с помощью нагревательных элементов 19, пропущенных сквозь отверстия в основании, либо помещением сборки в нагревательное устройство. Заливку расплавленной массы производят через отверстие 17 и технологическое отверстие 10.
После охлаждения форму разбирают в порядке, обратном описанному выше.
Шаровой кран работает следующим образом.
В положении крана ОТКРЫТ проходное отверстие сферической пробки 5 совмещено с входным и выходным отверстиями корпуса 1 и рабочая среда свободно проходит через кран. Поворотом штока 4 на угол 90o относительно предыдущего положения (угол ограничен фиксатором 8) устанавливают кран в положение ЗАКРЫТ, при этом тело пробки перекрывает поток рабочей среды, а седла 6 и уплотнение штока 7 препятствуют утечке рабочей среды.
Шаровой кран выпускается серийно по заявленной технологии и используется в составе трубопроводов для регулирования и перекрытия потоков агрессивных сред и сред, загрязненных твердыми частицами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136998C1 |
| ШАРОВОЙ КРАН С ФИЛЬТРОМ | 1996 |
|
RU2078271C1 |
| ШАРОВОЙ КРАН | 1996 |
|
RU2086843C1 |
| ШАРОВОЙ КРАН | 1997 |
|
RU2115050C1 |
| ШАРОВОЙ КРАН | 1996 |
|
RU2087783C1 |
| ТРЕХХОДОВОЙ ШАРОВОЙ КРАН С ВЕРХНИМ РАЗЪЕМОМ | 2005 |
|
RU2282087C1 |
| ШАРОВОЙ КРАН | 1995 |
|
RU2098706C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1995 |
|
RU2116544C1 |
| СОРТИМЕНТОВОЗНЫЙ КРАН-МАНИПУЛЯТОР | 1996 |
|
RU2124447C1 |
| УПЛОТНЕНИЕ ШАРОВОГО КРАНА | 1996 |
|
RU2103581C1 |
Использование: в трубопроводной арматуре. Сущность изобретения: шаровой кран содержит металлический корпус с размещенным в его отверстии поворотным штоком, сферическую пробку, взаимодействующую с седлами, входной и выходной патрубки, внутренние поверхности которых и корпуса снабжены футеровкой, ограничитель поворота штока и уплотнение штока. Корпус выполнен за одно целое с патрубками. Отверстие корпуса под шток выполнено большим, чем диаметр штока на толщину уплотнения. Футеровка внутренних поверхностей корпуса и патрубков, седла, уплотнение штока и ограничитель поворота штока выполнены за одно целое из композиционного материала. Способ изготовления шарового крана включает изготовление металлических заготовок корпуса, поворотного штока и сферической пробки, последующую их металлообработку, установку металлических элементов на основании. Предварительно собирают сферическую пробку с вкладышами, помещая их в проходное отверстие пробки. Размещают сборку в корпусе с расположением отверстия под шток в пробке в сторону отверстия под шток в корпусе и соосно с ним. Закрепляют вкладыши в ложементах. Через упомянутое отверстие в корпусе вставляют шток в соответствующее отверстие в сферической пробке. Собранный узел устанавливают на плите с отверстием под шток и расточкой под уплотнение и ограничитель поворота штока. Накрывают ложемент крышкой с отверстием для поступления заливочной массы. Крышку и плиту скрепляют. Устанавливают форму на основании. Нагревают ее. Производят заливку горячей массы через отверстие в крышке. 2 с. и 3 з.п.ф-лы, 2 ил.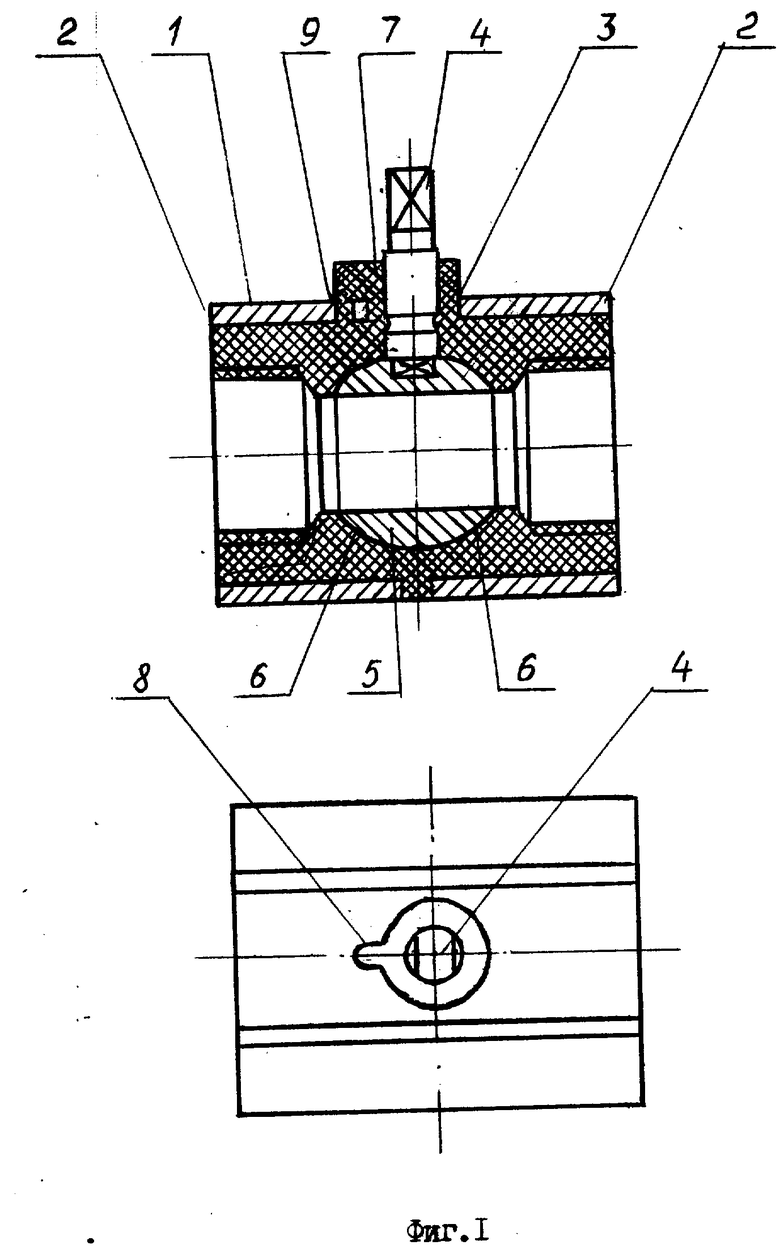
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шаровой кран | 1989 |
|
SU1629667A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент СССР N 2003905, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
