Изобретение относится к запорной арматуре, касается кранов со сферическим запорным органом и может быть использовано для регулирования и перекрытия потоков агрессивной рабочей среды, транспортируемой по трубопроводу.
Известны шаровые краны, содержащие корпус, в котором размещены поворотный шток со сферической пробкой, взаимодействующей с двумя полимерными седлами, входной и выходной патрубки, внутренние поверхности которых и корпуса снабжены полимерной футеровкой (патент РФ N 2003905, кл. F 16 K 5/06, 1993). Частичная футеровка не может полностью защитить все детали крана от воздействия окружающей среды.
Наиболее близким к заявляемому по числу совпадающих признаков является шаровой кран РФ N 2095672, кл. F 16 K 5/06, 1997), в котором футеровка корпуса выполнена за одно целое с седлами и уплотнением штока и снабжена резьбой. Упомянутый кран хорошо защищен от воздействия агрессивной среды, однако при подсоединении его к резьбовым участкам трубопровода с усилием, необходимым для обеспечения герметичности соединений, возможно отслоение футеровки или даже ее разрушение.
Изобретение направлено на решение задачи упрочнения конструкции и повышения герметичности соединений крана путем укрепления контакта футеровки с внутренней поверхностью корпуса, совершенствования резьбовых соединений и сопряжения седел и пробки.
Задача решается тем, что в шаровом кране, содержащем корпус с размещенной в нем сферической пробкой, связанной с поворотным штоком, а футеровка корпуса, седла, уплотнение штока и ограничитель поворота штока выполнены за одно целое из композиционного материала, причем футеровка снабжена резьбой, внутренняя поверхность корпуса под футеровку выполнена рельефной по форме. По меньшей мере одна ее часть выполнена плоской, либо содержит по меньшей мере одну канавку. При этом образованная плоскостью грань либо выполненная в поверхности канавка создают дополнительное сцепление футеровки с поверхностью и препятствуют "проворачиванию" футеровки при соединении крана с трубопроводом, разгружая тем самым футеровку в местах сопряжения поверхностей и одновременно улучшая герметичность крана. Наиболее технологически просто, без механической обработки внутренней поверхности этот признак реализуется в том случае, когда рельеф внешней поверхности корпуса повторяет рельеф внутренней. Повышению герметичности крана способствует также то, что резьба выполнена с различной высотой профиля при неизменных значениях внутреннего и среднего диаметров. При ввинчивании ответной сопрягаемой с краном детали происходит стягивание резьб, обусловленное упругими свойствами материала футеровки. Эффект усиливается, если резьбы отличаются профилем вершины, что также возможно только в случае, если одна из сопрягаемых деталей выполнена из упругого материала. В частном случае, наиболее просто выполняется уменьшение высоты профиля резьбы по направлению от входных отверстий крана к пробке по образующей конуса. Еще одним изменением конструкции, направленным на повышение работоспособности крана в условиях воздействия агрессивной среды, является то, что проходное отверстие сферической пробки выполнено меньшего диаметра по отношению к проходному отверстию седел, а сопряжение поверхности пробки с ее проходным отверстием выполнено по радиусу. Это уменьшает риск разрушения внутренней поверхности крана в местах сопряжения поверхностей под воздействием загрязняющих рабочую среду частиц.
Для изготовления устройства, характеризующегося п.1 формулы, предложен способ, являющийся вторым объектом настоящего изобретения.
Известен способ изготовления шарового крана, включающий изготовление металлических заготовок корпуса и штока, последующую их металлообработку, нанесение на внутренние поверхности корпуса футеровки, изготовление из композиционных материалов запорной пробки, седел и уплотнения штока и последующую сборку крана (патент РФ N 2003905, кл. F 16 K 5/06, 1993). Наиболее близким по количеству совпадающих признаков является способ, при котором предварительное изготовленные и обработанные механическим путем детали крана помещают в пресс-форму и футеруют одновременно с изготовлением неметаллических компонентов (патент РФ N 2095672, кл. F 16 K 5/06, 1997). Описанный способ предполагает трудоемкую операцию по механической обработке корпуса крана, особенно его внутренней поверхности под футеровку, сопровождающуюся к тому же большим расходом металла.
Настоящее изобретение направлено на решение задачи создания способа, менее трудоемкого и металлоемкого по сравнению с известными, путем замены некоторых операций, объединения других с целью выполнения их в одной технологической оснастке.
Задача решается тем, что в способе изготовления шарового крана, при котором изготавливают металлические заготовки корпуса, пробки и штока, подвергают механической обработке пробку и шток, помещают детали в пресс-форму и производят заливку композиционного материала в заливочной машине, в заготовке корпуса выполняют отверстия под шток, ограничитель поворота штока и технологическое для заливки и помещают ее в пресс-форму. Пресс-форму помещают под пресс, фиксируют их положение посредством предварительно изготовленных вкладышей с резьбой и производят изготовление корпуса путем формования. Сущность способа заключается в том, что заготовку корпуса помещают в пресс-форму необработанной, а для изготовления корпуса и заливки используют одну пресс-форму. При этом в качестве заготовки может использоваться как специальная отливка, так и стандартные изделия трубчатого профиля. Чтобы обеспечить равномерность футеровки и прочное сцепление ее с внутренней поверхностью корпуса детали крана и заготовку корпуса предварительно нагревают. При этом оптимальной является температура нагрева выше 100oС, а в процессе заливки поддерживают температуру пресс-формы выше температуры пластичности композиционного материала. Для того чтобы в футеровке корпуса выполнить резьбу с изменяющейся высотой профиля, "резьбовой знак" (вкладыш, фиксирующий положение пробки в корпусе крана) предварительно изготавливают с наружным диаметром резьбы, уменьшающимся по образующей конуса, а профиль вершины резьбы выполняют отличным от профиля вершины резьбы сопрягаемых с краном деталей, как правило отрезков трубопровода со стандартной трубной резьбой.
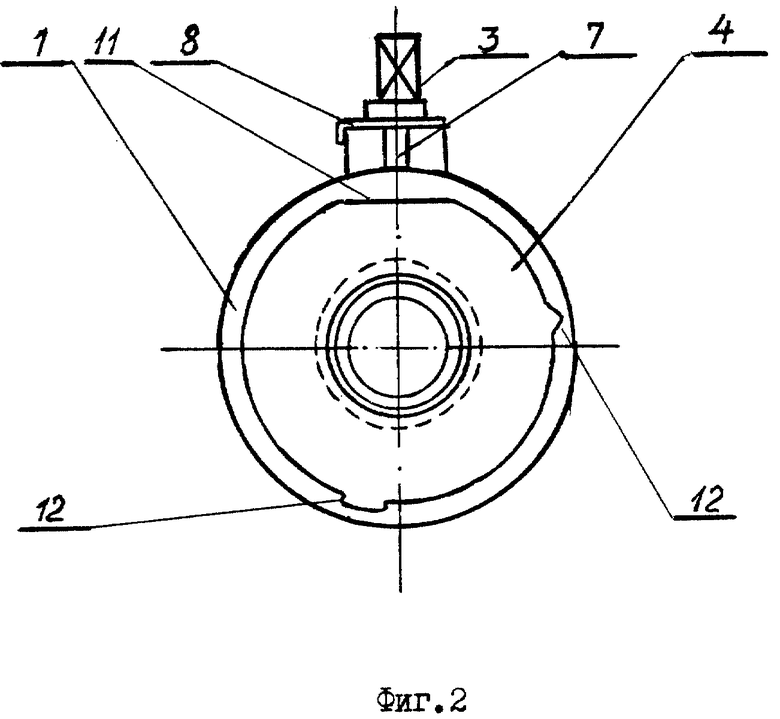
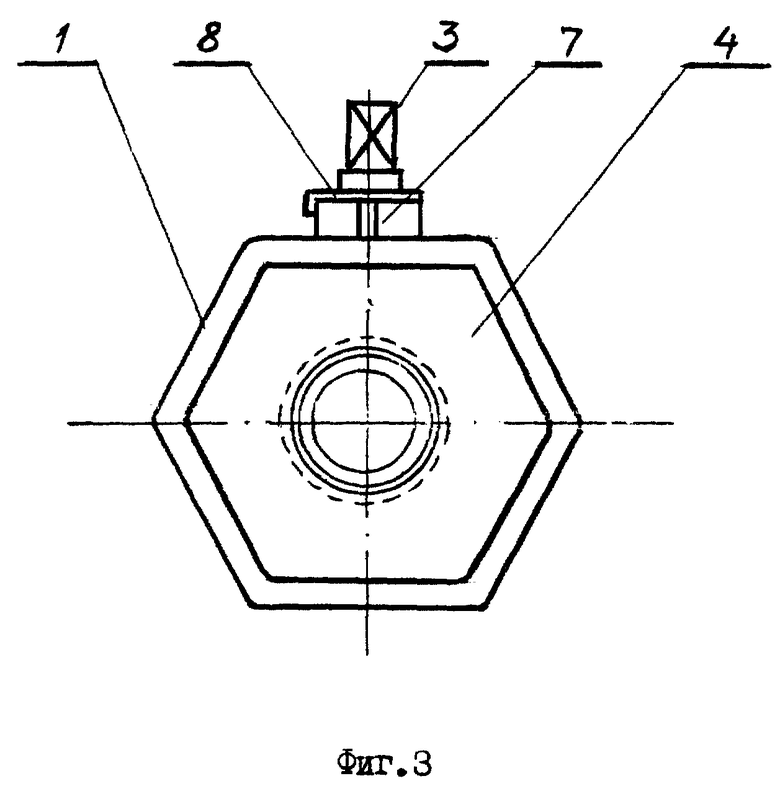
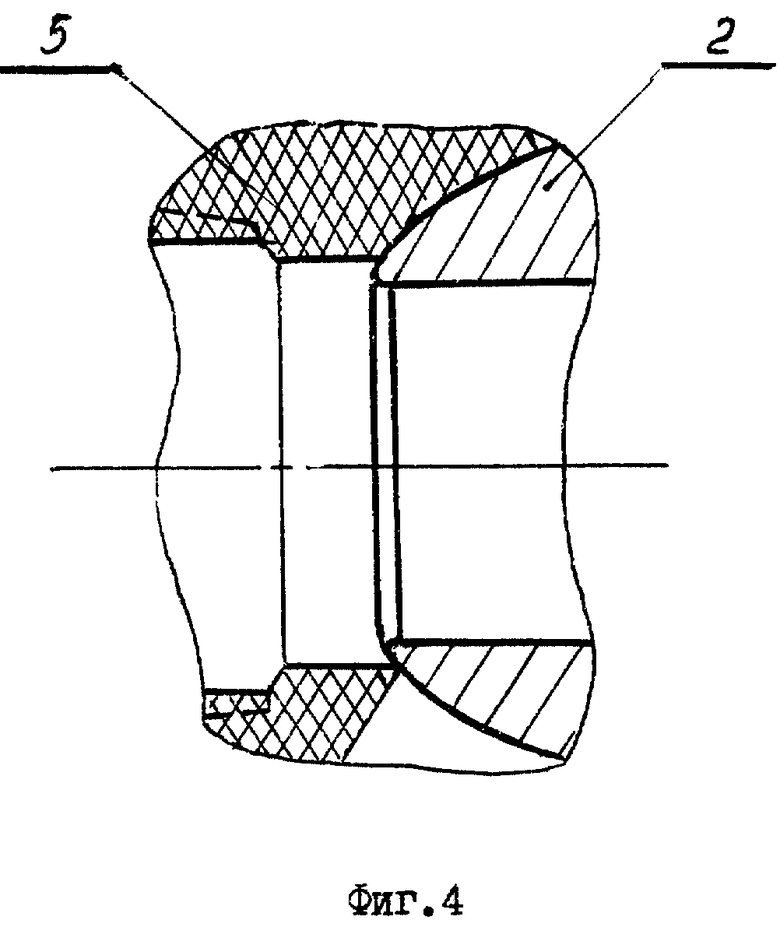
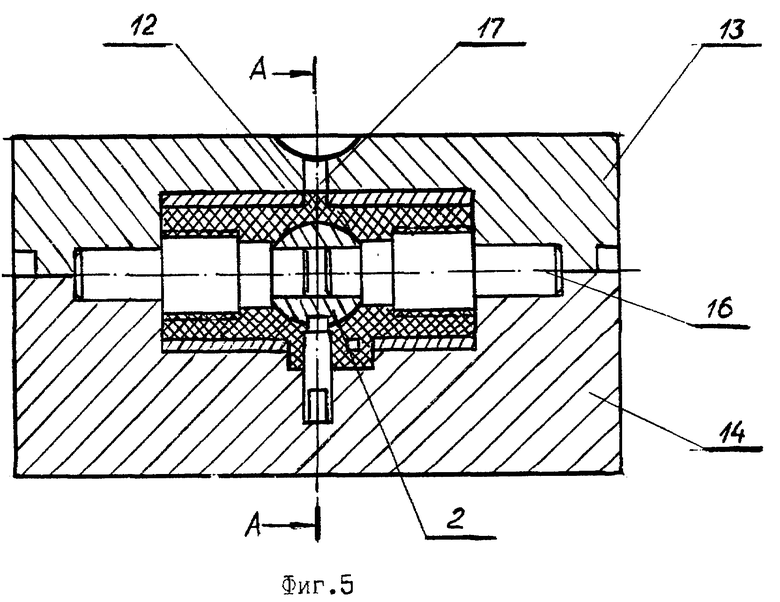
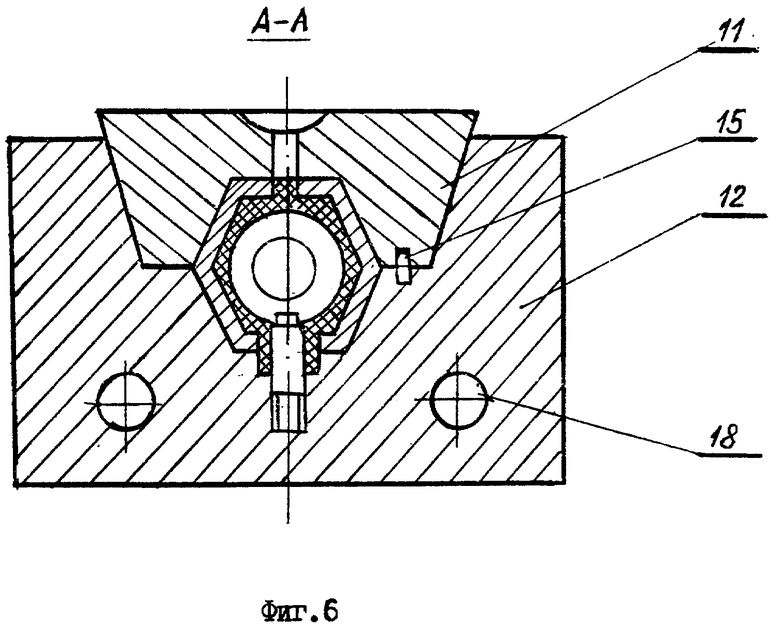
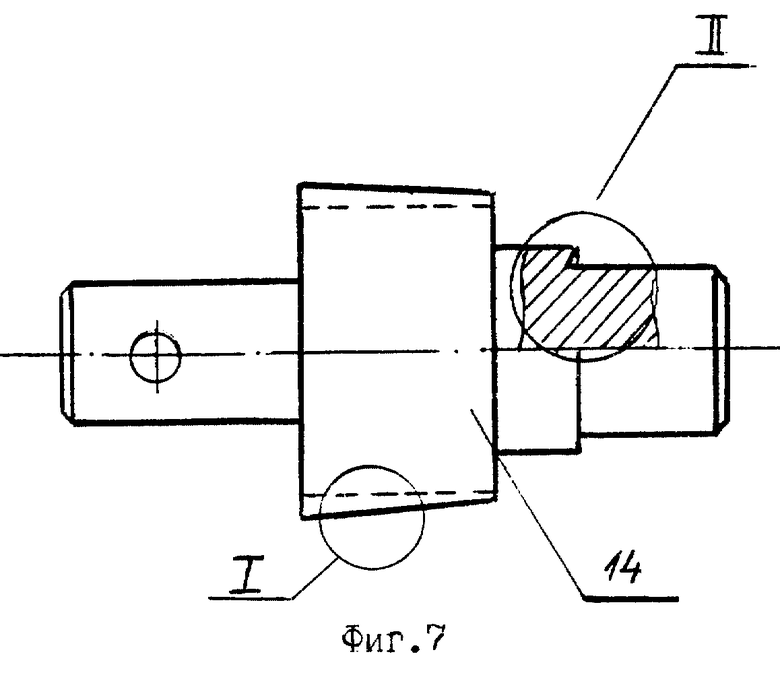
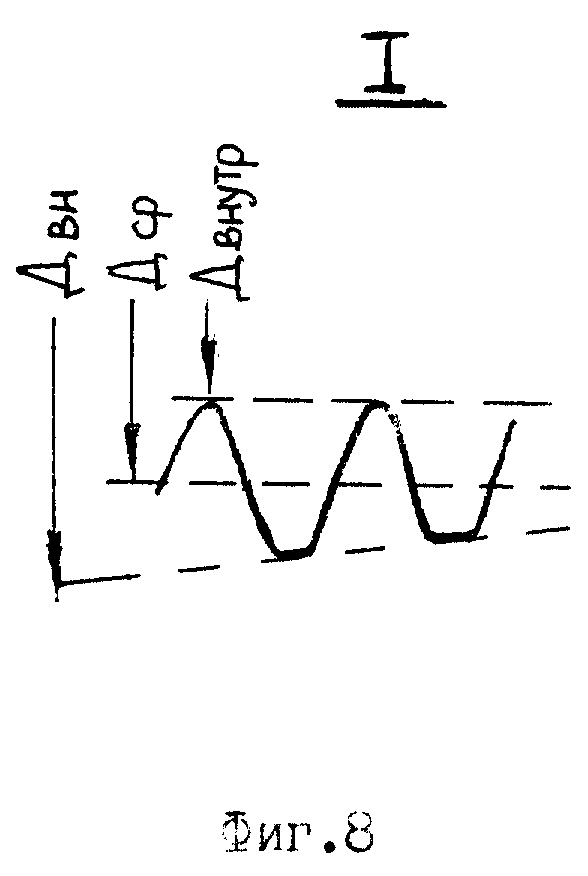
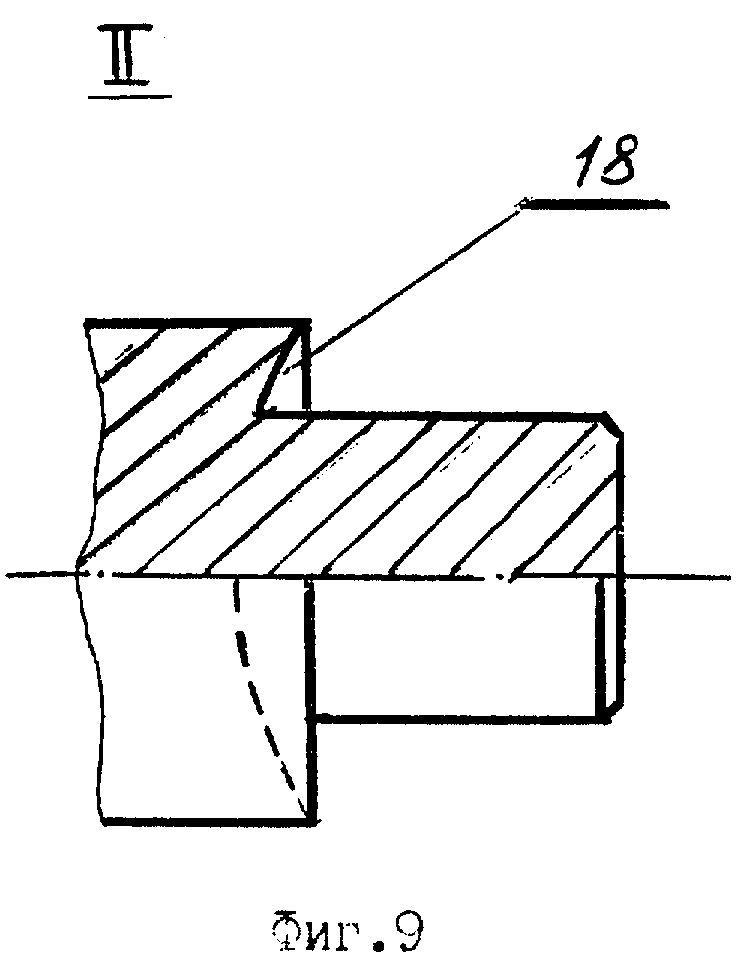
На фиг. 1 представлен шаровой кран в разрезе, на фиг. 2 и 3 - вид сбоку шарового крана при различных формах внутренней поверхности корпуса; на фиг. 4 - сопряжение седел и сферической трубки в разрезе, на фиг. 5 - разрез пресс-формы с размещенным на ней краном; на фиг. 6 - разрез по А-А на фиг. 5; на фиг. 7 - "резьбовой знак"; на фиг. 8 - узел I на фиг. 7; на фиг. 9 - узел II на фиг. 7.
Шаровой кран содержит корпус 1, размещенную в нем сферическую пробку 2, связанную со штоком 3. Футеровка корпуса 4 выполнена за одно целое с седлами 5, уплотнением штока 6 и ограничителем поворота штока 7. Со штоком 3 соединено кольцо 8 для взаимодействия с ограничителем 7. Внутренняя поверхность футеровки снабжена резьбой 9 для плотного сопряжения с участками трубопровода. В нижней части корпуса выполнено технологическое отверстие 10 для заливки композиционного материала. Внутренняя поверхность корпуса 1 может либо содержать одну плоскость 11, либо канавки 12 произвольной формы (фиг. 2). Внутренняя и внешняя поверхности корпуса могут совпадать по форме (фиг. 3). Поверхность пробки 2 сопряжена с проходным отверстием плавно по радиусу (фиг. 4). В процессе изготовления кран помещен в пресс-форму (фиг. 5), состоящую из верхней 13 и нижней 14 плит, сопрягаемых посредством фиксатора 15. Пробка 2 центрируется в корпусе крана при помощи вкладышей 16 с резьбой ("резьбовых знаков"). Заливка горячей массы производится через заливочное отверстие 17 в верхней плите. Нижняя плита содержит отверстия 18 для размещения нагревательных элементов. Вкладыш 16 (фиг. 6) выполнен с резьбой, наружный диаметр которой изменяется по образующей конуса, а профиль вершины отличен от стандартного трубного. Он содержит также опорную поверхность 18, повторяющую по форме сферическую поверхность пробки.
Шаровой кран изготавливают следующим способом.
Предварительно нагретые заготовку корпуса 1, сферическую пробку 2 и шток 3 помещают в углубление нижней плиты 14 пресс-формы, фиксируют их положение вкладышами 16 и накрывают верхней плитой 13. Помещают пресс-форму под пресс и придают корпусу нужную форму, после чего помещают пресс-форму в заливочную машину и, поддерживая температуру пресс-формы выше температуры пластичности композиционного материала, производят его заливку через отверстие 17 в форме и отверстие 10 в корпусе.
Кран работает следующим образом.
В положении крана "открыт" проходное отверстие сферической пробки 2 совпадает с отверстиями в корпусе 1 и рабочая среда свободно проходит через кран. Поворотом штока 3, например, с помощью рукоятки до соприкосновения кольца 8 с ограничителем поворота 7 пробка устанавливается в положение крана "закрыт" и перекрывает путь рабочей среде. Седла 5 и уплотнение штока 6 препятствуют выходу среды за пределы крана.
Шаровой кран и способ его изготовления внедрены в промышленность и применяются в арматуростроении для трубопроводных магистралей, при этом способ используется преимущественно для тонкостенной арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2095672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КРАНА | 2001 |
|
RU2193130C2 |
| ШАРОВОЙ КРАН | 1998 |
|
RU2138719C1 |
| ШАРОВОЙ КРАН | 2006 |
|
RU2340822C2 |
| ШАРОВОЙ КРАН | 1997 |
|
RU2136999C1 |
| ШАРОВОЙ КРАН | 2018 |
|
RU2685800C1 |
| Дисковый переключатель потока жидкости | 2023 |
|
RU2801767C1 |
| КРАН ШАРОВОЙ | 2011 |
|
RU2465504C1 |
| ШАРОВОЙ КРАН | 2013 |
|
RU2521701C1 |
| Шаровой кран из композиционных материалов и способ его изготовления | 2016 |
|
RU2628827C1 |
Изобретение относится к запорной арматуре, например к кранам со сферическим запорным органом и футеровкой корпуса и способам их изготовления, и предназначено для регулирования и перекрытия потоков агрессивной рабочей среды, транспортируемой по трубопроводу. Шаровой кран содержит корпус с размещенной в нем сферической пробкой. Сферическая пробка связана с поворотным штоком. Футеровка корпуса, седла, уплотнение штока и ограничитель поворота штока выполнены за одно целое из композиционного материала. Футеровка снабжена резьбой. По меньшей мере одна часть внутренней поверхности корпуса, контактирующей с футеровкой, выполнена плоской либо по меньшей мере с одной канавкой. Способ изготовления шарового крана включает изготовление металлических заготовок корпуса сферической пробки и штока. Сферическую пробку и шток подвергают механической обработке. В заготовке корпуса выполняют отверстия под шток, ограничитель поворота штока и технологическое - для заливки. После чего помещают детали в пресс-форму, фиксируют их положение посредством предварительно изготовленных вкладышей с резьбой и производят заливку композиционного материала в заливочной машине. После помещения заготовки корпуса с деталями крана в пресс-форму до заливки устанавливают пресс-форму под пресс и производят изготовление корпуса путем формования. В результате повышается герметичность соединения крана с футеровкой, осуществляемого в одной технологической оснастке. 2 с. и 8 з.п.ф-лы, 9 ил.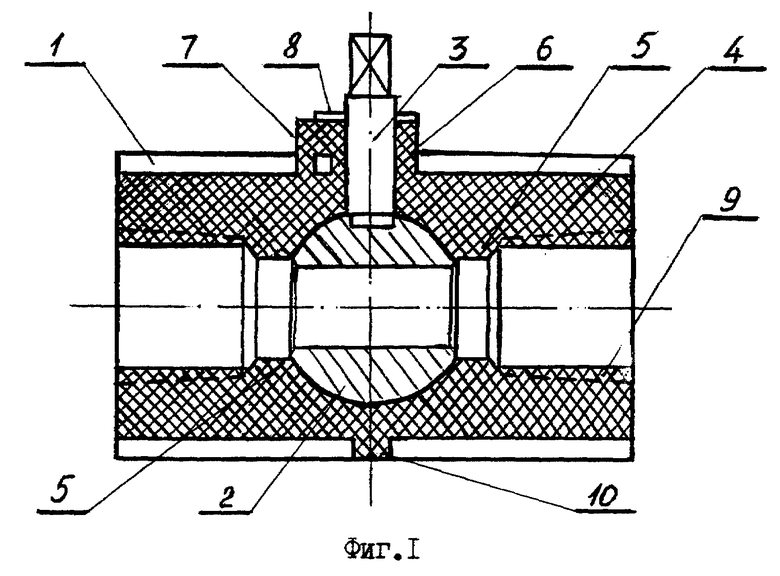
| ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2095672C1 |
| DE 4124339 A1, 30.01.92 | |||
| US 4488573 A, 18.12.84 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| PCT W0 94/18478 A1, 18.08.94 | |||
| RU 2003905 C1, 30.11.93. | |||

