Изобретение касается теплообменного элемента, способа и устройства для его изготовления с трубчатой основной частью, поперечное сечение которой имеет большую ширину по сравнению с ее высотой и которая на своей поверхности снабжена ребрами, увеличивающими поверхность теплообмена, а также соответствующего теплообменного элемента.
Известно, что, чтобы увеличить поверхность теплообмена теплообменного элемента с трубчатой основной частью, поперечное сечение которой имеет большую ширину по сравнению с ее высотой, нужно ребристые листы, изготовленные на листовом штампе, надвигать в продольном направлении на основную часть, так как при поперечном сечении основной части с высотой, очень сильно отличающейся от ширины, спиралеобразная намотка ленты для образования ребер невозможна. И хотя благодаря соответствующим мероприятиям возможна намотка ленты на овальные трубы с отношением ширины к высоте, равным 3, при отношении ширины к высоте более 3 необходимо ввиду сильно изменяющихся радиусов намотки вместо ребер, полученных в результате намотки, использовать ребристые листы, хотя это связано с более высокими расходами.
Известен теплообменный элемент [2] снабженный трубчатой основной частью, поперечное сечение которой имеет большую ширину по сравнению с ее высотой и поверхность которой снабжена ребрами, увеличивающими поверхность теплообмена.
Известен также способ изготовления теплообменных элементов [2] при котором на каждую из противоположных широких сторон основной части наносят в продольном направлении по одному ребристому листу и прикрепляют к основной части. Этот известный теплообменный элемент и способ его изготовления имеет недостаток, состоящий в том, что ребра наносятся не непрерывным способом. Кроме того, большие затраты связаны с точным размещением ребер, так как они, с одной стороны, должны быть выравнены относительно основного тела, с другой стороны, относительно друг друга. Наконец, форма изготовленных ребристых листов должна соответствовать основному телу. Известный теплообменный элемент не экономичен в изготовлении и недостаточно снабжен ребрами, увеличивающими поверхность теплообмена.
Известно устройство для осуществления способа изготовления, содержащее опору для теплообменного элемента и прижимную конструкцию [1] Недостатком этого известного устройства является то, что накатка ребер осуществляется не непрерывно, а поштучно. Кроме того, в зависимости от формы основного тела для накатки алюминиевой трубки каждый раз необходим новый инструмент. Наконец, значительна потребность в материале, так как алюминиевую трубку натягивают на те места, на которых нет ребер.
В основу изобретения положена задача создать теплообменный элемент, а также способ и устройство для его изготовления, при этом основную часть элемента, несмотря на экстремально высокое соотношение ширины к высоте, самым простым и экономичным образом в непрерывном процессе снабжают ребрами, увеличивающими поверхность теплообмена.
Поставленная задача решается тем, что в теплообменном элементе, снабженном трубчатой основной частью, поперечное сечение которой имеет большую ширину по сравнению с ее высотой и поверхность которой снабжена ребрами, увеличивающими поверхность теплообмена, на каждой из противоположных широких сторон основной части в продольном направлении, согласно изобретению ребра выполнены в виде складчатых или волнистых ребристых листов, которые приварены по крайней мере в нескольких местах прилегания к основной части.
В теплообменном элементе согласно изобретению ширина ребристых листов меньше ширины основной части и в области продольных кромок основной части выполнены неребристые направляющие поверхности.
В теплообменном элементе согласно изобретению ребристые листы по крайней мере на одной части их поверхности снабжены углублениями и/или вырезами.
Поставленная задача решается также тем, что в способе изготовления теплообменных элементов вышеописанного вида, при котором на каждую из противоположных широких сторон основной части наносят в продольном направлении по одному ребристому листу и прикрепляют к основной части, согласно изобретению ребристые листы сматывают с барабана и перед нанесением на основную часть с помощью профилирующего устройства снабжают складчатой или волнистой поверхностью и после прижимания к поверхности основной части сваривают по крайней мере в нескольких точках соприкосновения с основной частью.
В способе согласно изобретению основную часть вместе с ребристыми листами непрерывно перемещают относительно сварочного устройства с помощью приводного устройства, находящегося в зацеплении с профилем ребристых листов.
В способе согласно изобретению управление приводным устройством, осуществляющим одновременно позиционирование профилированных ребристых листов на основной части, сварочным устройством и профилирующим устройством для ребристых листов осуществляют с помощью одного общего прибора управления.
В способе согласно изобретению ребристые листы перед их нанесением на основную часть снабжают по крайней мере на одной части их поверхности углублениями и/или вырезами.
В способе согласно изобретению вырезы выполняют в виде шлицов в местах последующего соприкосновения ребристых листов с основной частью.
Поставленная задача решается также тем, что в устройстве для осуществления способа изготовления теплообменных элементов, содержащем опору для теплообменного элемента и прижимную конструкцию, согласно изобретению опора выполнена в виде основания с по меньшей мере одной продольной направляющей для основной части, на которой расположена прижимная конструкция, выполненная в виде двух прижимных плит, на которых укреплены сварочное устройство и приводное устройство.
В устройстве согласно изобретению прижимные плиты нагружены с помощью пружинных сил в сторону основной части.
В устройстве согласно изобретению приводное устройство выполнено в виде по крайней мере одной пары приводных роликов, которые по периметру снабжены зубчатым профилем, соответствующим профилю ребристых листов и из которых по крайней мере один приводится в движение с помощью приводного двигателя.
В устройстве согласно изобретению приводной устройство выполнено в виде зубчатой рейки с профилем, соответствующим профилю ребристых листов, приводимой в движение соответствующим образом.
В устройстве согласно изобретению сварочное устройство содержит несколько лазерных головок, создающих сварные точки или линии и управляемых общим прибором управления.
В устройстве согласно изобретению на каждой прижимной плите установлено несколько приводных роликов, расположенных на одном общем валу на определенном расстоянии друг от друга, и лазерные головки находятся (располагаются) между или рядом с приводными роликами.
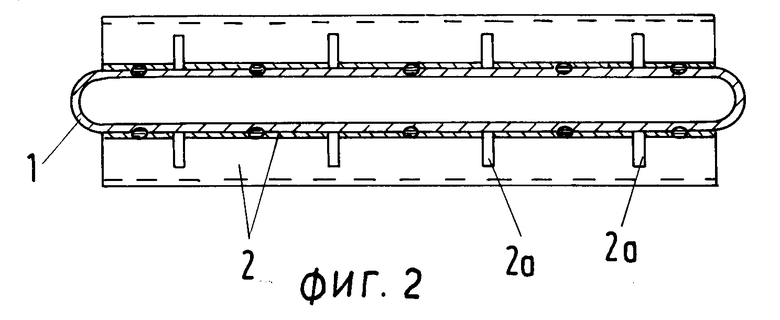
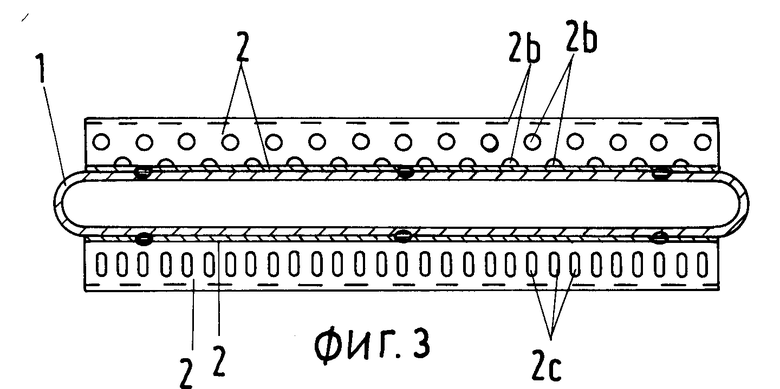
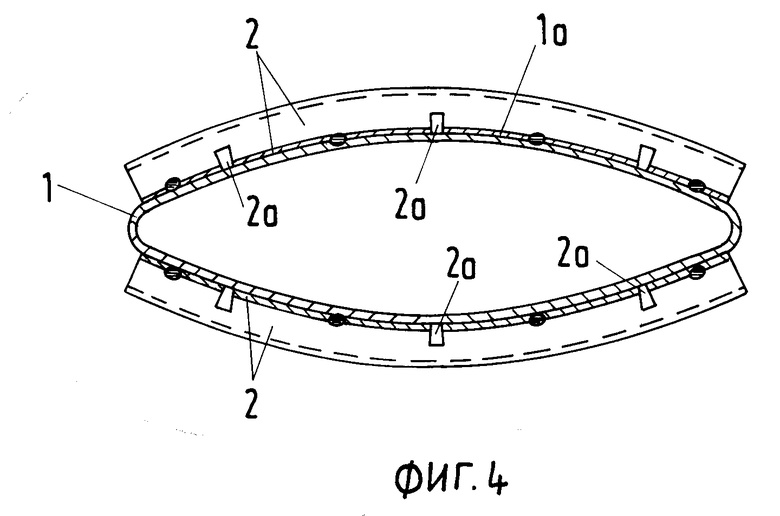
На фиг. 1 дано перспективное изображение предлагаемого устройства и первый пример исполнения теплообменного элемента; на фиг. 2 поперечное сечение второго примера исполнения теплообменного элемента; на фиг. 3 - поперечное сечение на фиг. 2 третьего примера исполнения; на фиг. 4 - дальнейшее поперечное сечение теплообменного элемента.
Как видно из фиг. 1, теплообменный элемент состоит из основной части 1, поперечное сечение которой показано в левой передней части чертежа. Это поперечное сечение имеет большую ширину в сравнении с высотой. На практике высота составляет примерно 20 мм, ширина от 100 до 250 мм, так что отношение ширины к высоте составляет от 5 до 12,5. Выполненная предпочтительно из стали основная часть 1 имеет плоские боковые стороны 1а и в данном примере исполнения выполнена с закругленными продольными кромками 1б.
На противоположно расположенные широкие стороны 1а основной части 1 наносятся ребристые листы 2, которые сматываются с не изображенных на чертеже барабанов и снабжаются складками или волнистой поверхностью в профилирующих устройствах 3. В предпочтительном исполнении толщина ребристых листов составляет 0,3 мм. В профилирующем устройстве 3 они деформируются так, что образуются складки высотой 14 мм на расстоянии 6 мм друг от друга. В этом виде ребристые листы 2 наносятся на широкие стенки 1а основной части 1 и там привариваются. Ребристые листы 2 выполняются предпочтительно из стали, однако они могут изготавливаться и из алюминия, также возможны любые другие сочетания материалов, если их можно сваривать друг с другом.
В показанном на фиг. 1 примере исполнения профилирующее устройство 3 состоит из двух профилирующих валиков 3а, 3б, работающих так, что проходящий между ними ребристый лист 2 снабжается соответствующим их форме профилем и одновременно сматывается с не изображенного на чертеже барабана. Для этой цели по крайней мере один из расположенных попарно профильных валиков 3а, 3б приводится во вращение двигателем 3с, число оборотов которого регулируется в соответствии с выбранной скоростью подачи основной части 1.
В примере исполнения основная часть 1 проводится в вертикальном положении по продольным направляющим 4а монтажной плиты 4. На монтажной плите 4 расположены две прижимные плиты 5, с помощью которых прижимаются расположенные по широким сторонам 1а основной части 1 профилированные ребристые листы 2 к внешней поверхности основной части 1. Для этой цели прижимные плиты 5 нагружены силами пружин в направлении основной части 1. В примере исполнения можно видеть на внешней стороне прижимных пластин 5 две спиральные пружины 5а, усилие прижима которых можно регулировать. Прижимание ребристых листов 2 к основной части 1 может производиться непосредственно через прижимные пластины 5 или непосредственно через приводные ролики 6б.
На каждой прижимной плите 5 расположено приводное устройство, которое в примере исполнения включает в себя два расположенных на одной оси 6а приводных ролика 6б. Приводные ролики 6б по периметру снабжены зубчатым профилем, соответствующим профилю ребристых листов 2, так что они как зубчатое колесо захватывают профиль ребристых листов, действующих в роли зубчатой рейки, если ось 6а приводится во вращение двигателем 6с. Состоящее из оси 6а, приводных роликов 6б и двигателя 6с, приводное устройство обеспечивает таким образом не только продольное перемещение сваренной с ребристыми листами 2 основной части 1, но одновременно и точную фиксацию профилированных ребристых листов 2 на широких сторонах 1а основной части 1.
Благодаря точной фиксации ребристых листов 2 облегчается их сварка с широкими стенками 1а основной части 1. Сварка производится сварным устройством, имеющим в данном примере исполнения 6 лазерных головок 7а, по три на каждой прижимной плите 5, расположенных между или рядом с приводными роликами 6б. Лазерные головки 7а соединены стекловолоконными кабелями 7б с ИАГ-лазером 7с. Могут использоваться лазерные головки для точечной или линейной сварки. Их управление обеспечивает сварку профилированных ребристых листов 2 в нескольких точках соприкосновения с широкими сторонами 1а основной части 1, для чего необходимо обеспечить управление процессом сварки в зависимости от профиля ребристых листов 2, их расположения на основной части 1 и скорости подачи.
Для синхронизации двигателей 3с профилирующего устройства 3 и двигателя 6с приводного устройства, а также управления ИАГ-лазером 7с в зависимости от продольной скорости создаваемого теплообменного элемента предусмотрен общий управляющий прибор 8. Соединение профилированных ребристых листов 2 с основной частью 1 посредством лазерных головок 7а может осуществляться точечно или линейно. Количество точек соединения выбирается в зависимости от поставленных требований, предпочтительно в зависимости от соотношения величины внутреннего давления, действующего внутри основной части 1 теплообменного элемента, к внешнему давлению. Нанесенные на широкие стороны 1а основной части 1 ребристые листы 2 не только увеличивают площадь теплообмена, но также служат для усиления несущей способности основной части 1. Готовый теплообменный элемент может при необходимости цинковаться предпочтительно методом погружения.
На фиг. 2 4 изображены дальнейшие примеры исполнения теплообменных элементов. На фиг. 2 показано, что ребристые листы 2 снабжены полученными штамповкой вырезами 2а. Вырезы 2а наносятся на ребристые листы 2 перед складчатой или волнистой деформацией, а именно на обращенной к основной части стороне на высоте, составляющей 1/3-1/2 высоты ребристых листов. Благодаря этому омывающая ребро среда имеет возможность выходить из канала одного ребра и попадать в канал соседнего ребра для выравнивания температуры и таким образом для улучшения теплового переноса.
На фиг. 3 показаны ребристые листы с равномерной поверхностной структурой из углублений 2б, соответственно 2с. Геометрическая форма углублений 2б может быть круглой, как в верхней части фиг. 3, или эллиптической, как в нижней части чертежа, либо иметь любую другую выбранную форму. Возможна также комбинация с вырезами 2а для улучшения переноса тепла.
Четвертый пример исполнения на фиг.4 показывает, наконец, применение основной части 1 с эллиптическим поперечным сечением. В данном случае вырезы 2а, выполненные в местах последующего прилегания ребристых листов к основной части 1, облегчают согласование волнистой или складчатой поверхности ребристых листов 2 с изогнутой широкой стороной 1а основной части 1, так что могут снабжаться описанным способом ребристыми листами 2 не только основные части с плоскими широкими сторонами 1а.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННИК ИЗ НЕСКОЛЬКИХ ПАРАЛЛЕЛЬНО РАСПОЛОЖЕННЫХ ОБМЕННЫХ ТРУБ | 1994 |
|
RU2085822C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 1992 |
|
RU2076295C1 |
| СПОСОБ ПРИВАРИВАНИЯ ГРЕБЕНЧАТЫХ УПЛОТНИТЕЛЬНЫХ ПЛАНОК К ПЛАСТИНЧАТЫМ ТЕПЛООБМЕННИКАМ | 1995 |
|
RU2104848C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 1992 |
|
RU2068166C1 |
| ТЕПЛООБМЕННИК | 1996 |
|
RU2117892C1 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ ОСТАТОЧНОГО ТЕПЛА ДЫМОВОГО ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079053C1 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2759309C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Охладитель | 1981 |
|
SU1122237A3 |
| ВРАЩАЮЩИЙСЯ РЕГЕНЕРАТОР | 2005 |
|
RU2296268C2 |
Изобретение относится к способу и устройству для изготовления теплообменных элементов, а также к соответствующему теплообменному элементу, состоящему из трубчатой основной части и увеличивающих ее поверхность теплообмена ребер. Сущность изобретения: для того чтобы иметь возможность наносить на основные части, поперечное сечение которых имеет большую ширину по отношению к высоте, ребра с помощью непрерывного процесса, не требующего большого количества механизмов, ребра образуются из листов, сматываемых с барабанов и получающих в профилирующих устройствах складчатую или волнистую поверхность, которые затем фиксируются на широких сторонах основной части и привариваются. Нанесение профилированных ребристых листов, их фиксация по отношению к основной части и перемещение основной части в продольном направлении осуществляется посредством специального устройства привода. Для сварки предпочтительно применяются лазерные головки. Изобретение упрощает и повышает экономичность процесса образования ребристой поверхности теплообмена 3 с. и 11 з.п. ф-лы, 4 ил.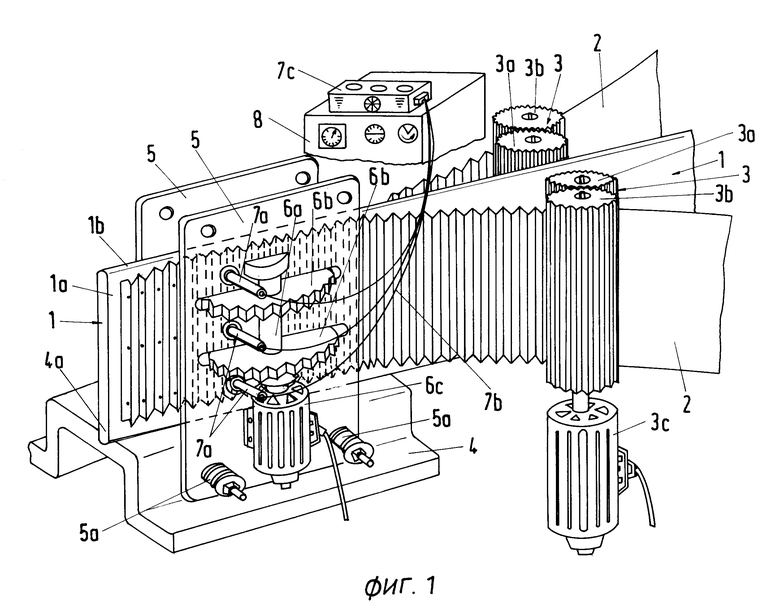
12 Устройство по п. 9 или 10, отличающееся тем, что приводная система выполнена в виде зубчатой рейки с профилем, соответствующим профилю ребристых листов, которая приводится в движение соответствующим образом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 152711, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, патент, 3632987, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
