Изобретение относится к сварке и может найти применение в машиностроении при изготовлении конструкционных элементов прочности и жесткости, а также в теплоэнергетике, металлургии, нефтеперерабатывающей и других областях промышленности в качестве элемента теплообменника.
Известен способ для линейной сварки листов в сварную листовую заготовку посредством лазера (патент RU №2150362, МПК B23K 26/42, B23K 101:16, опубл. 10.06.2000), при котором в процессе сварки уменьшают зазор между листами перед зоной сварки путем пластической деформации по меньшей мере одного из листов посредством раздавливания кромок в направлении другого листа и частично закрывают зазор между листами, при этом деформирование осуществляют с помощью ролика в зоне листа, граничащей с торцевой поверхностью листа, а лазерный луч направляют в зависимости от заданного деформацией положения зазора.
Известный способ обеспечивает оптимальный зазор для лазерной сварки от 0,05 до 0,08 мм и позволяет получить высокое качество сварки, при котором отпадает необходимость в точной резке и позиционировании листов
Недостатком известного способа является то, что он может быть использован только для стыковой сварки плоских листовых заготовок. При тавровом расположении свариваемых листов, например для приварки длинных листовых ребер, расположенных перпендикулярно к листовой заготовке, известный способ и устройство применить невозможно.
Известен способ изготовления оребренной листовой панели (патент РФ №2279619, МПК B23K 101/18, F28F 3/02, опубл. 10.07.2006), включающий формовку по спирали цилиндрической заготовки из металлического листа, представляющего собой основание панели, приварку токами высокой частоты к наружной стороне основания панели по спирали ребер и разворачивание полученной оребренной панели до заданного радиуса кривизны, при этом на обратной стороне основания панели образуют выступы путем продавливания основания панели ребрами в процессе их приварки к наружной стороне.
Известным способом можно изготовить листовые панели толщиной до 1 мм с определенным радиусом кривизны. Однако получить плоские оребренные листовые панели невозможно как в процессе выполнения способа, так и после сварки методом правки.
Наиболее близким по технической сущности и назначению является способ для линейной сварки встык тонких металлических листов (патент RU №2432243, МПК B23K 37/04, B23K 26/42, B23K 15/10, опубл. 27.10.2011), включающий установку на опорном столе, металлического листа и вертикальное его закрепление посредством прижимного элемента, установку второго металлического листа встык со свариваемой кромкой первого листа, вертикальное его закрепление посредством второго прижимного элемента, горизонтальное давление второго металлического листа до образования остаточного зазора 0,05 мм между листами и производят последующую лазерную сварку в среде защитного газа путем перемещения сварочной головки.
Данный способ позволяет получать методом сварки большие плоские металлические листы - сборные заготовки из отдельных частей путем выравнивания кромок и минимизации зазора между ними, применяя вертикальное и горизонтальное давление на лист, что позволяет повысить качество сварки и уменьшить коробление. Однако для осуществления известного способа необходимо сложное и дорогостоящее оборудование. Кроме того, данным способом невозможно изготовить крупногабаритную листовую оребренную панель с большим количеством близко расположенных листовых ребер.
Техническим результатом является возможность изготовления крупногабаритных плоских тонколистовых оребренных панелей с листовыми ребрами, а также упрощение способа и устройства для его осуществления.
Указанный технический результат достигается в способе для линейной сварки плоской тонколистовой оребренной панели, включающем установку панели и ребер на плите стола, крепление их и последующую сварку в среде защитного газа путем перемещения сварочной головки, согласно изобретению предварительно выполняют на панели отверстия, равномерно расположенные вдоль линий сваривания, а на ребрах выполняют шипы в виде выступов, соразмерных с отверстиями панели и расположенных напротив отверстий, устанавливают ребра на панель, обеспечивая выступ шипов с обратной стороны панели, фиксируют ребра в этом положении и загибают выступающие шипы, выбирая зазор между ребрами и панелью, затем устанавливают панель на выполненные в виде сегментов опоры плиты стола, располагая ребра в V-образных пазах опор, закрепляют панель прижимными элементами, расположенными в выемках опор, и производят лазерную прихватку ребер, обваривают места выступа шипов и осуществляют вразброс по заданной программе продольную лазерную приварку ребер через лист панели, при этом устанавливают по длине панели по меньшей мере два ребра, обеспечивая между ними компенсационный зазор, на каждом ребре выполняют по меньшей мере три шипа, между которыми располагают прихватки.
Точная установка ребер путем расположения их шипов в отверстиях панели и их фиксация путем загиба шипов, расположение ребер в V-образных пазах плиты обеспечивают точное и жесткое положение ребер относительно панели как в горизонтальном, так и в вертикальном направлении, что способствует уменьшению коробления панели при сварке. При этом загиб шипов ребер на верхней поверхности панели позволяет выбрать до 0,05 мм вертикальный зазор между ребрами и панелью, что дает возможность производить приварку ребер с лицевой стороны через лист панели, обеспечивая глубокое проплавление и качественный герметичный шов.
Установка панели с ребрами на опоры, выполненные в виде сегментов с выпуклой наружной частью, позволяет панели повторять контур выпуклой части сегмента, что значительно увеличивает жесткость панели в поперечном направлении и уменьшает ее коробление после сварки.
Выполнение лазерной сварки через лист вразброс согласно алгоритму, заложенному в управляющем устройстве, позволяет улучшить теплоотвод от сваренных деталей, что исключает коробление крупногабаритной тонколистовой оребренной панели.
Предлагаемая последовательность операций способа позволяет изготавливать с высоким качеством методом лазерной сварки крупногабаритные оребренные панели и упростить устройство для линейной сварки тонких металлических листов.
Известно устройство для изготовления теплообменных элементов (патент RU №2095719, МПК F28F 1/14, H05B 3/50, опубл. 10.11.1997), содержащее опору для теплообменного элемента, выполненную в виде основания с продольной направляющей, и прижимную конструкцию, выполненную в виде двух прижимных плит, на которых укреплены сварочный агрегат и приводная система, выполненная в виде по меньшей мере одной пары приводных роликов для позиционирования и прижима ребристых листов, сварочный агрегат содержит несколько лазерных головок, создающих сварные точки или линии и управляемых общим прибором управления.
В известном устройстве можно изготовить теплообменный элемент в виде трубчатой основной части, к наружной поверхности которой с двух сторон приварены в нескольких точках ребра, образованные складчатыми или волнистыми ребристыми листами. Однако данное устройство не может быть использовано для приварки длинных тонколистовых ребер, расположенных перпендикулярно к плоской теплообменной панели больших габаритов.
Наиболее близким является устройство для линейной сварки встык тонких металлических листов без присадочных материалов (патент RU №2432243, МПК B23K 37/04, B23K 101/18, B23K 26/42, B23K 15/10, опубл. 27.10.2011), снабженное опорным столом с плитой для установки металлических листов и по меньшей мере одним выполненным с возможностью давления в вертикальном направлении зажимным устройством, и содержит по меньшей мере одну сварочную головку для сварки лазером или электронно-лучевой сварку, перемещаемую вдоль линии сваривания и соединенную с блоком управления по меньшей мере два прижимных элемента, расположенных параллельно и на расстоянии друг от друга вдоль линии сваривания, средство для обеспечения поджатия одного из свариваемых листов в направлении линии сваривания и относительно другого металлического листа, причем устройство содержит канал для продувочного газа.
Известное устройство позволяет получить плоские листовые панели больших габаритов, однако в нем невозможно сварить теплообменные крупногабаритные панели с большим количеством листовых ребер, расположенных перпендикулярно плоскости панели.
Техническим результатом является возможность изготовления крупногабаритных плоских тонколистовых панелей с листовыми ребрами, а также упрощение устройства для его осуществления.
Указанный технический результат достигается тем, что устройство для сварки плоской тонколистовой оребренной панели, содержащее стол с плитой для установки металлических листов, прижимные элементы, расположенные вдоль линии сваривания, по меньшей мере одну сварочную головку, перемещаемую вдоль линии сваривания, согласно изобретению плита стола выполнена съемной и снабжена равномерно расположенными и жестко соединенными с плитой опорами, выполненными в виде сегментов с V-образными пазами на выпуклой части сегмента, ось V-образного паза совпадает с продольной осью привариваемого ребра, поперечное сечение основания V-образного паза соответствует поперечному сечению ребра, при этом опоры на концах снабжены пазами, фиксирующими прижимные элементы.
В частных случаях прижимные элементы выполнены в виде уголков, расположенных вдоль продольных торцов плиты в пазах опор, и регулируемых в вертикальном направлении прижимов, которые выполнены в виде струбцин, сварочная головка входит в состав универсального лазерного технологического комплекса с ЧПУ и может перемещаться в любом направлении по заданной программе. Съемные плиты выполнены разных габаритных размеров и снабжены отверстиями для продувочного газа, расположенными между опорами.
Наличие равномерно расположенных и жестко соединенных с плитой опор позволяет обеспечить эффективный и равномерный теплоотвод от свариваемой листовой теплообменной панели с множеством ребер, что уменьшает коробление после сварки.
Выполнение опор с V-образными пазами, являющимися, по сути, направляющими для установки свариваемых ребер, упрощает их сборку с листовой теплообменной панелью, обеспечивая точное расположение их в основании V-образного паза.
Совпадение осей V-образных пазов с продольными осями привариваемых ребер обеспечивает точное продольное расположение ребер, позволяет автоматически производить качественную сварку через лист панели, обеспечивая глубокий проплав и герметичность соединения, что имеет большое значение при эксплуатации модуля теплообменника, не допускающего смешение разнотемпературных сред.
Выполнение опор в виде сегментов с выпуклой наружной частью позволяет панели с ребрами, при установке ее в приспособление, повторить контур выпуклой части сегмента, что значительно увеличивает жесткость панели в поперечном направлении и дает возможность производить сварку сразу по всей длине ребра без коробления после сварки.
Выполнение плиты стола съемной позволяет на одном устройстве производить сварку листовых панелей разных типоразмеров с продольным или поперечным расположением ребер, что позволяет изготовлять панели на разные модули теплообменника.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна».
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
Условие патентоспособности «промышленная применимость» следует из примера осуществления изобретения.
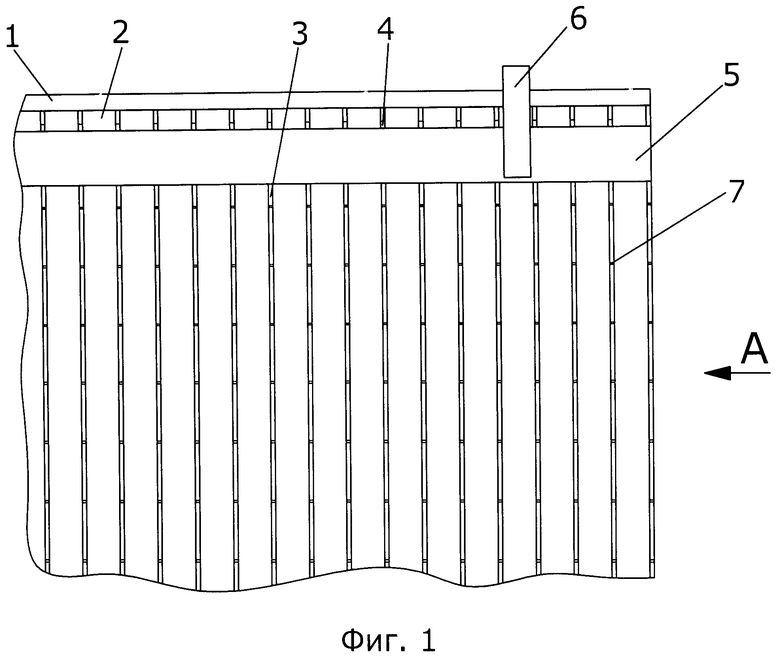
На фигуре 1 изображен общий вид устройства.
На фигуре 2 изображен вид А фигуры 1.
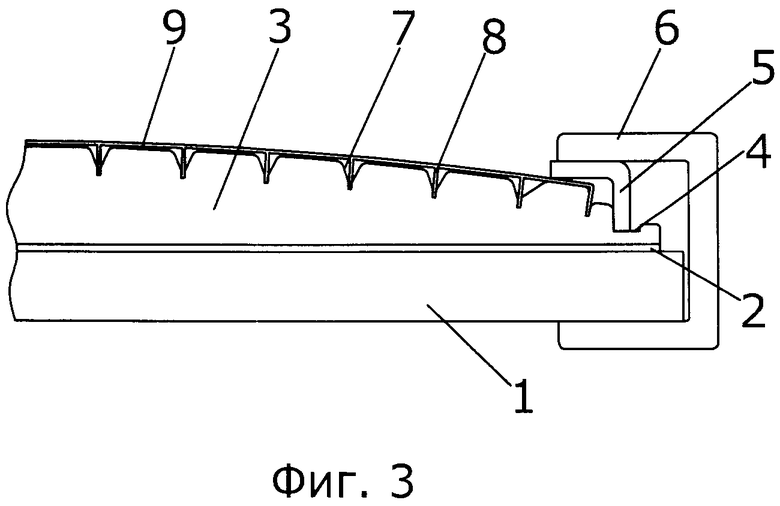
На фигуре 3 изображена панель в собранном виде.
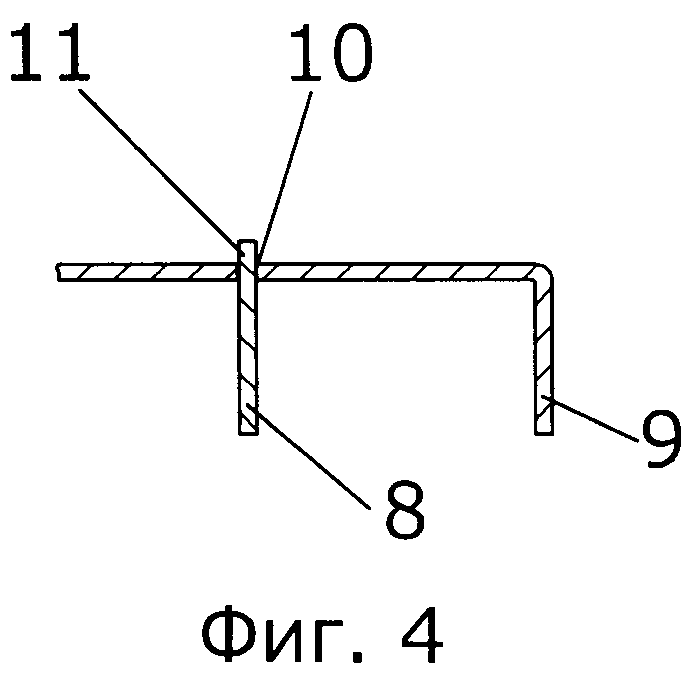
На фигуре 4 изображен узел соединения панели с ребром.
Устройство для линейной сварки плоской тонколистовой панели включает стол 1, плиту 2 с равномерно расположенными и выполненными в виде сегментов опорами 3 с пазами 4, прижимные элементы, выполненные в виде уголков 5 и регулируемых в вертикальном направлении прижимов 6. Прижимы 6 выполнены в виде струбцин (не показаны). Прижимы 6 могут быть выполнены также в виде винтов или эксцентриков. Опоры 3 снабжены V-образными пазами 7, оси которых совпадают с продольными осями привариваемых ребер 8. Уголки 5 прижимных элементов расположены в пазах 4 сегментных опор 3 со стороны продольных торцов плиты 2 вдоль линии сваривания. На панели 9 выполнены прямоугольные отверстия 10, расположенные вдоль линии сваривания и ориентированные по месту расположения ребер 8, на которых выполнены шипы 11, расположенные напротив отверстий 10 и соразмерные им. Устройство снабжено блоком управления (не показан). Сварочная головка для сварки лазером установлена с возможностью перемещения в любом направлении по заданной программе и соединена с блоком управления, который снабжен числовым программным управлением (не показаны).
Способ выполняют следующим образом. На тонколистовую панель с размерами 1,5×1100×2000 мм устанавливают ребра с размерами 1,5×20×2000 мм, расположенные на ней с шагом 30 мм. Для этого на панели 9 предварительно выполняют отверстия 10, ориентированные вдоль линии установки ребер 8. Ребра 8 выполняют с шипами 11, соразмерными отверстиям 10 на панели 9. Устанавливают панель 9 на дополнительную плиту (не показана), обеспечивая зазор между ними, равный величине выступа шипа. Устанавливают ребра 8 на панель 9, совмещая шипы 11 с отверстиями 10. Фиксируют верхнюю часть ребер шаблонами-гребенками (не показаны), которые притягивают к панели 9. Затем переворачивают панель с ребрами, загибают выступающие шипы ребер 8. Устанавливают панель 9 с ребрами 8 на сегментные опоры 3 плиты 2. При этом ребра 8 самоустанавливаются по центру V-образных пазов 7. Прижимают панель 9 с продольных сторон уголками 5 и закрепляют прижимами 6. Прихватывают ребра в 2-3 трех местах лазерной сваркой. Затем обваривают загнутые концы шипов 11 герметичным швом и производят приварку ребер 8. Сварку производят лазерной сваркой при помощи сварочной горелки. Для уменьшения короблений лазерную сварку производят «вразброс» по заданной программе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| ЛИСТОВАЯ ПАНЕЛЬ С РЁБРАМИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2567971C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ПАНЕЛЕЙ | 2013 |
|
RU2595078C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Прижимной фиксатор профилированной конструкции для лазерной металлообработки | 2019 |
|
RU2722292C1 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
Изобретение относится к сварке и может найти применение в машиностроении, теплоэнергетике, металлургии и др. Изобретение позволяет изготавливать крупногабаритные плоские тонколистовые оребренные панели с листовыми ребрами, а также упрощает способ и устройство для его осуществления. На панели выполняют отверстия, равномерно расположенные вдоль линий сваривания, а на ребрах выполняют шипы в виде выступов. Устанавливают ребра на панель. Фиксируют ребра в этом положении и загибают выступающие шипы. Устанавливают панель на выполненные в виде сегментов опоры плиты стола, располагая ребра в V-образных пазах опор. Закрепляют панель прижимными элементами и производят лазерную прихватку ребер. Затем обваривают места выступа шипов и осуществляют лазерную приварку ребер через лист панели. Устройство для линейной сварки плоской тонколистовой панели включает стол (1), плиту (2) с опорами (3) в виде сегментов с пазами (4). Прижимные элементы выполнены в виде уголков (5) и прижимов (6). Опоры 3 снабжены V-образными пазами (7), оси которых совпадают с продольными осями привариваемых ребер (8). Уголки (5) расположены в пазах (4) опор (3). На панели (9) выполнены прямоугольные отверстия (10), ориентированные по месту расположения ребер (8), на которых выполнены шипы (11), расположенные напротив отверстий (10). 2 н. и 8 з.п. ф-лы, 4 ил.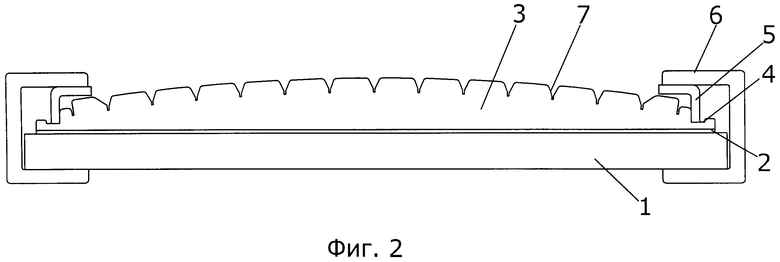
1. Способ сварки плоской тонколистовой оребренной панели, включающий установку панели и ребер на плите стола, крепление их и последующую сварку в среде защитного газа путем перемещения сварочной головки, отличающийся тем, что предварительно выполняют на панели отверстия, равномерно расположенные вдоль линий сваривания, а на ребрах выполняют шипы в виде выступов, соразмерных с отверстиями панели и расположенных напротив отверстий, устанавливают ребра на панель, обеспечивая выступ шипов с обратной стороны панели, фиксируют ребра в этом положении, и загибают выступающие шипы, выбирая зазор между ребрами и панелью, затем устанавливают панель на выполненные в виде сегментов опоры плиты стола, располагая ребра в V-образных пазах опор, закрепляют панель прижимными элементами, расположенными в пазах опор и производят лазерную прихватку ребер, затем обваривают места выступа шипов и осуществляют вразброс по заданной программе продольную лазерную приварку ребер через лист панели.
2. Способ по п.1, отличающийся тем, что по длине панели устанавливают по меньшей мере два ребра с компенсационным зазором между ними.
3. Способ по п.1, отличающийся тем, что на каждом ребре выполняют по меньшей мере три шипа, между которыми располагают прихватки.
4. Устройство для сварки плоской тонколистовой оребренной панели, содержащее стол с плитой для установки металлических листов и с прижимными элементами, расположенными вдоль линии сваривания, по меньшей мере одну сварочную головку, перемещаемую вдоль линии сваривания, отличающееся тем, что плита стола выполнена съемной и снабжена равномерно расположенными и жестко соединенными с плитой опорами, выполненными в виде сегментов с V-образными пазами на выпуклой части сегмента, ось V-образного паза совпадает с продольной осью привариваемого ребра, поперечное сечение основания V-образного паза соответствует поперечному сечению ребра, при этом опоры на концах снабжены пазами для фиксирования прижимных элементов.
5. Устройство по п.4, отличающееся тем, что прижимные элементы выполнены в виде уголков, расположенных в пазах сегментных опор со стороны продольных торцов плиты и регулируемых в вертикальном направлении прижимов.
6. Устройство по п.4, отличающееся тем, что прижимы выполнены в виде струбцин, винтов или эксцентриков.
7. Устройство по п.4, отличающееся тем, что сварочная головка для сварки лазером установлена с возможностью перемещения в любом направлении по заданной программе.
8. Устройство по п.4, отличающееся тем, что оно снабжено блоком управления, который соединен со сварочной головкой.
9. Устройство по п.4, отличающееся тем, что блок управления снабжен ЧПУ.
10. Устройство по п. 4, отличающееся тем, что съемные плиты выполнены разных габаритных размеров и снабжены отверстиями для продувочного газа, расположенными между опорами.
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ВСТЫК ТОНКИХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ БЕЗ ПРИСАДОЧНЫХ МАТЕРИАЛОВ ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЗАЖИМНЫХ ПРИЖИМНЫХ УСТРОЙСТВ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ПРИЖИМНОГО ЭЛЕМЕНТА, ПРИГОДНОГО ДЛЯ СОЗДАНИЯ ДВУХ ИЛИ БОЛЕЕ РАЗЛИЧНЫХ УРОВНЕЙ ДАВЛЕНИЯ | 2007 |
|
RU2432243C2 |

