Изобретение относится к дефектоскопическим методам контроля пластин, в частности к способам обнаружения пузырьковых дефектов в пластинах со шлифованными поверхностями, например сапфировых часовых стеклах.
Известен способ для контроля стеклянных изделий [1] Способ включает просвечивание изделия световым завесом и регистрацию рассеянного излучения, по которому определяют наличие дефектов. Однако в случае сильно рассеивающей поверхности, например шлифованной, возникает высокий уровень фона, который не позволяет распознавать слабые дефекты в объеме образца, а слой, находящийся непосредственно вблизи поверхности, вообще не может быть проконтролирован, что делает невозможным регистрацию объемных дефектов в относительно тонких пластинах. Способ предполагает использование матрицы фотоприемников в качестве регистрирующего элемента, в среднем же и дальнем инфракрасном диапазоне они дороги и обладают низкой чувствительностью.
Известен наиболее близкий по технической сущности к предлагаемому способ для контроля пластин на наличие дефектов [2] Способ заключается в поперечном сканировании движущейся пластины стекла от светового источника, отражении луча от находящегося внутри дефекта и регистрации вышедшего из торца пластины излучения. Однако указанный способ также не обеспечивает обнаружение дефектов под шероховатыми (шлифованными) поверхностями, поскольку фон излучения, рассеянного от дефектов поверхности, будет значительно превышать полезный сигнал от дефекта, находящегося в объеме пластины.
Задачей изобретения является повышение эффективности и качества контроля пластин с шероховатыми поверхностями.
Эта задача решается за счет того, что в способе контроля пластин на наличие дефектов, включающем сканирование пластины параллельным пучком просвечивающего излучения со стороны фронтальной поверхности и регистрацию рассеянного излучения, прошедшего через торцевую поверхность пластины, сканирование проводят лазерным излучением с длиной волны λ > 4a(n - 1),
где а характерный размер неровности (шероховатости) поверхности, определяемый качеством обработки пластин;
n показатель преломления пластины, сканирование пластины осуществляют пучком с диаметром  , где λ длина волны зондирующего излучения; h - толщина пластины.
, где λ длина волны зондирующего излучения; h - толщина пластины.
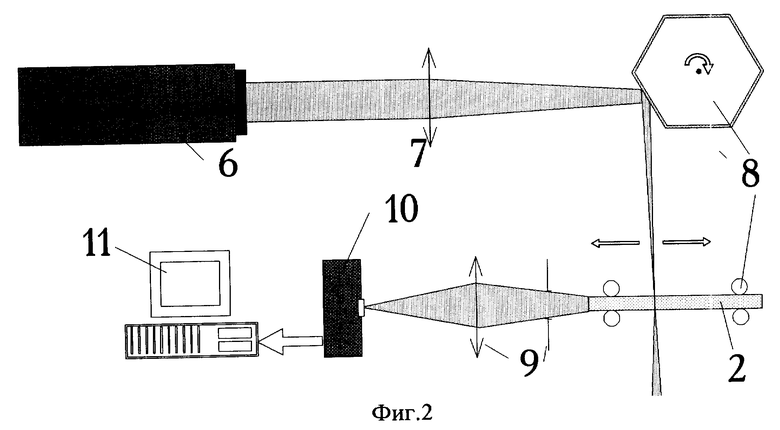
На фиг.1 изображено распространение рассеянного излучения от поверхностей и от дефекта, величина и яркость стрелок характеризуют величину интенсивности рассеяния.
На фиг.1 показаны пучок лазерного излучения 1; исследуемая пластина - 2; рассеяние от объемного дефекта 3; рассеяние от поверхности 4; регистрируемое рассеянное излучение 5.
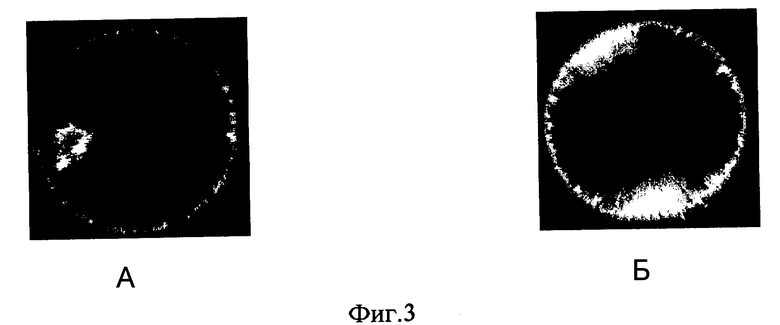
На фиг.2 представлена принципиальная схема устройства для предложенного способа, где 6 источник лазерного излучения; 7 система формирования пучка; 8 система сканирования; 9 собирающая оптическая система; 10 - фотоприемник; 11 блок регистрации и обработки сигнала.
На фиг.3а,б представлены изображения пластин в рассеянном излучении, белые пятна соответствуют наличию дефектов в пластине.
Сканирующий пучок лазерного излучения 1, проходя через материал пластины 2, рассеивается на имеющихся в ней дефектах 3, что приводит к изменению интенсивности рассеянного излучения по сравнению с бездефектной областью и при регистрации обнаруживается как появление ярких пятен в изображении платины.
Способ контроля пластин с шероховатой поверхностью основан на изложенных ниже принципах.
Для того, чтобы значительная часть зондирующего излучения проникла внутрь пластины без существенного рассеяния необходимо, чтобы разность фаз
между волной, прошедшей через неоднородность и непрошедшей через нее на дефекте поверхности, размера a не превысил p/2, т.е. должно быть выполнено условие
λ > 4a(n - 1). (2)
Под размером шероховатости поверхности понимается характерный размер неровности поверхности по трем измерениям. Размер шероховатости определяется качеством обработки поверхности.
Для механически обработанной поверхности дефекты поверхности шероховатости располагаются почти вплотную друг к другу, а интенсивность рассеяния от поверхности в плоскости, перпендикулярной поверхности
где δ угол между плоскостью пластины и направлением рассеяния;
i(δ) угловая зависимость интенсивности рассеяния от одной частицы (шероховатости);
N количество частиц (шероховатостей), освещаемых зондирующим излучением.
Кроме того, поскольку на поверхности для веществ с n>1,25 λ > a см.(2), т.е. дефекты малы и  . Рассеяние же от дефекта в объеме обозначено соответственно Io(δ).
. Рассеяние же от дефекта в объеме обозначено соответственно Io(δ).
Для δ ≪ 1 отношение интенсивности рассеяния от объемных дефектов к интенсивности рассеяния от поверхности
другими словами, при малых углах по отношению к плоскости поверхностей образца контраст интенсивности рассеяния объемных дефектов на фоне поверхностных расчет обратно пропорционально с уменьшением угла наблюдения. Для объемных дефектов, состоящих, например, из скоплений мелких включений (пузырей) с размерами меньше длины волны соотношение (3) можно переписать в виде 
Для регистрации дефекта необходимо, чтобы интенсивность рассеяния от объемных дефектов превысила интенсивность рассеяния от поверхности, т.е. должно быть выполнено условие K > 1, из этого следует, что в общем случае
Это означает, что регистрацию объемных дефектов надо осуществлять под углами, ограниченными соотношением (4) по отношению к плоскости пластины.
Для выбора оптимального значения оценим минимальный диаметр луча, который определяет наилучшее разрешение. Дифракционное расхождение на глубине пластины не должно превышать диаметр входящего пучка. Для длины волны λ и диаметра луча d пучок разойдется на величину  , где h толщина пластины, т. е. диаметр луча
, где h толщина пластины, т. е. диаметр луча
Излучение, рассеянное под углами полного внутреннего отражения, распространяется в ней как в световоде к краям (см. фиг.1). Угол δ, в пределах которого регистрируется излучение, должен быть мал, и рассеянное излучение под углами, не превышающими d, благодаря волноводному эффекту не может выйти через фронтальные поверхности и полностью достигает торцов, т.е. необходимо осуществлять регистрацию излучения, вышедшего через торцы пластины.
Предложенный способ контроля пластин с шероховатой поверхностью осуществляется при помощи устройства (см. фиг.2), содержащего лазерный источник излучения 6 с формирователем пучка 7, держатель с исследуемой пластиной 2, систему сканирования излучения 8, оптическую систему для сбора рассеянного излучения 9, фотоприемник 10 и блок обработки сигнала 11.
Источник 6 формирует пучок излучения заданного диаметра при помощи формирователя пучка 7, например оптической линзы, который проходя через систему сканирования 8, просвечивает пластину 2. Оптическая система 9, выполненная, например, из диафрагмы и линзы, собирает излучение 5, прошедшее через торцевую поверхность пластины, которое попадает на фотоприемник 10 и передается в блок обработки сигнала, после чего осуществляется обработка дефектных пластин.
Предложенный способ для контроля пластин с шероховатыми поверхностями был применен для обработки пластин искусственного сапфира уже на стадии шлифовки, например для обнаружения дефектов, представляющих собой скопление пузырей микронного масштаба. Толщина пластин h=1 мм, диаметр 10 40 мм, поверхности шлифованы с характерными размерами шероховатости 1,5 мкм, показатель преломления для сапфира на длине волны 5 мкм равен 1,6.
В соответствии с предложенным длина волны сканирующего излучения l должна быть больше 
таким образом мы можем использовать CO-лазер с длиной волны излучения 5-6мкм.
При выборе диаметра  , например 100 мкм.
, например 100 мкм.
Пластины зондировались тонким пучком света CO-лазера в области среднего ИК- диапазона с длиной волны 5-6 мкм, что соответствует краю полосы пропускания сапфира, регистрация проводилась одноэлементным приемником с полосой 2-6 мкм на основе InSb, после обработки зарегистрированного сигнала было получено изображение, приведенное на фиг.3а,б. Дефектным областям соответствуют светлые пятна. После применения предложенного способа возврат пластин с последующих стадий обработки практически прекратился.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ САПФИРОВЫХ ПЛАСТИН С ШЕРОХОВАТЫМИ ПОВЕРХНОСТЯМИ | 1996 |
|
RU2095793C1 |
| СПОСОБ ИЗМЕРЕНИЯ И КОНТРОЛЯ ПАРАМЕТРОВ СЛОЕВ МИКРОСХЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2006985C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ПЛЕНОЧНЫХ ПОКРЫТИЙ И ПОВЕРХНОСТЕЙ В ПРОЦЕССЕ ИХ ИЗМЕНЕНИЯ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2199110C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 1996 |
|
RU2180429C2 |
| СПОСОБ ОПТИЧЕСКОЙ ТОМОГРАФИИ ПРОЗРАЧНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2088904C1 |
| Способ определения среднеквадратического отклонения шероховатости оптической поверхности | 2023 |
|
RU2823018C1 |
| СПОСОБ ОПТИЧЕСКОЙ КОГЕРЕНТНОЙ ТОМОГРАФИИ | 2005 |
|
RU2303393C1 |
| СПОСОБ ПОДАВЛЕНИЯ ЛАЗЕРНЫХ СПЕКЛОВ В ОПТИЧЕСКИХ СКАНИРУЮЩИХ ДИСПЛЕЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2282228C1 |
| УСТРОЙСТВО ДЛЯ МАЛОУГЛОВОЙ МАММОГРАФИИ (ВАРИАНТЫ) | 1997 |
|
RU2173087C2 |
| СПОСОБ МАЛОУГЛОВОЙ ИНТРОСКОПИИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2137114C1 |
Использование: изобретение относится к дефектоскопическим методам контроля пластин, в частности к способам для обнаружения пузырьковых дефектов в пластинах со шлифованными поверхностями, например, сапфировых часовых стеклах. Сущность изобретения: в способе контроля пластин на наличие дефектов, включающем сканирование пластины пучком просвечивающего лазерного излучения со стороны шероховатой поверхности и регистрацию рассеянного излучения, прошедшего через торпевую поверхность пластины, сканирование проводят излучением с длиной волны λ > 4a(n - 1) , где а - характерный размер неровности (шероховатости) поверхности, определяемый качеством обработки пластин; n - показатель преломления пластины, и диаметром пучка  , где λ - длина волны просвечивающего излучения; h - толщина пластин. 3 ил.
, где λ - длина волны просвечивающего излучения; h - толщина пластин. 3 ил.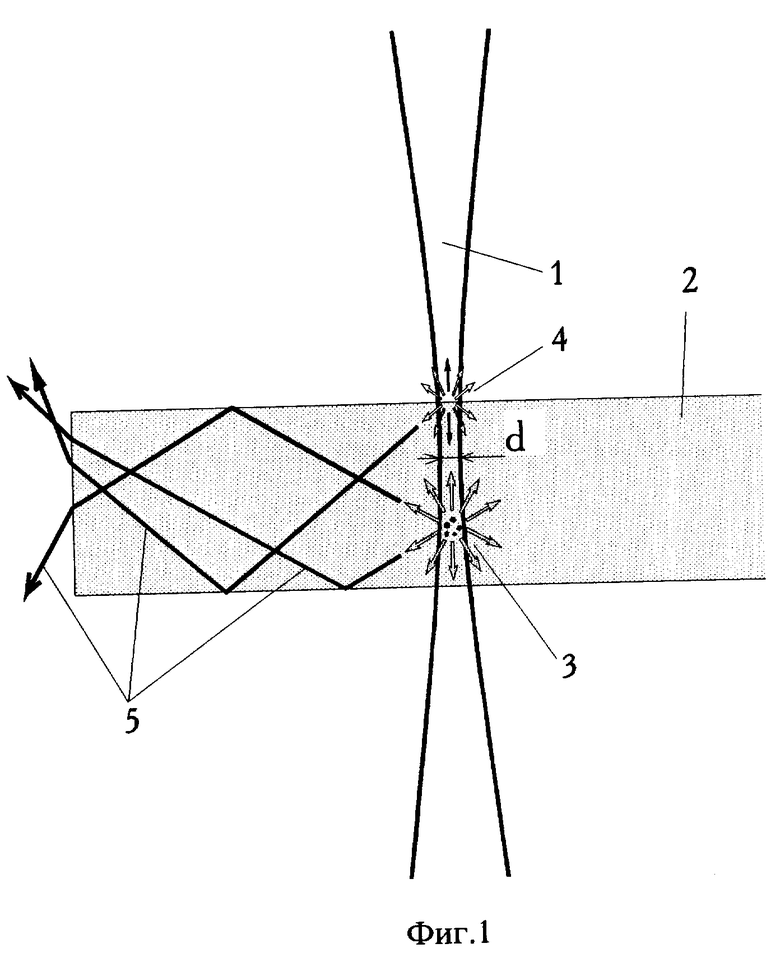
Способ контроля пластин с шероховатыми поверхностями на наличие дефектов, включающий сканирование пластины пучком просвечивающего излучения со стороны фронтальной поверхности и регистрацию рассеянного излучения, прошедшего через торцевую поверхность пластины, отличающийся тем, что сканирование проводят лазерным излучением с длиной волны
λ > 4a(n - 1),
где a размер шероховатости;
n показатель преломления,
и диаметром пучка
где λ - длина волны просвечивающего излучения;
h толщина пластин.
| WO, заявка, 93/06467, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| EP, заявка, 0071202, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
