Настоящее изобретение относится к складному контейнеру и, в частности, к складному пластмассовому контейнеру, полученному дутьевым формованием, включающему в себя пару расположенных друг против друга V -образных боковых стенок, у которых вершина буквы направлена внутрь, в результате чего вдоль каждой боковой стенки образуется продольно расположенная линия шарнира или складки.
Быстрый рост применения пластмассовой тары дутьевого формования вызвал существенные проблемы утилизации, возникающие, когда тару выбрасывают после ее использования, помимо того, что пластмассовые материалы, из которых чаще всего делают такую тару, не обладают способностью к биологическому разложению, такая тара обычно сохраняет свою первоначальную форму и не сминается потребителями, вследствие чего занимает значительное пространство в таких местах захоронения мусора, как муниципальные свалки. Частично, причина того, что со стороны потребителей не предпринималось никаких усилий по смятию или сжатию такой тары, заключается в том, что это трудно сделать ввиду жесткости тары.
До сих пор было выдвинуто всего несколько предложений, относящихся к созданию складного контейнера. Например, в патенте США N 3367380, выданном 06.02.68 Дж. У.Дики (J. W.Diskey), представлен складной пластмассовый контейнер, подходящий для жидкостей и вязких веществ, в котором боковые и торцевая стенки имеют линии складки, позволяющие складывать контейнер, сжимая вместе его заднюю и переднюю стенки. Для придания дополнительной прочности предусмотрено наличие гофров или ребер на передней и задней стенках.
Сущность другого вида складного контейнера раскрыта в патенте США N 3727803, выданном 17.04.73 Джеймсу Кэмбллу Коббу (James Campbell Cobb). В этом патенте раскрыт формованный контейнер из полиэтилена высокого давления, имеющий основание и две расположенные друг против друга боковины, выполненные с V-образными складками или углублениями, которые простираются вертикально таким образом, что контейнер можно сложить таким же способом, каким сводят кузнечных мехи.
Хотя контейнеры, имеющие V-образные боковые стенки, были представлены, как обеспечивающие возможность складывания после использования, эти известные конструкции имеют недостатки, вытекающие из их конфигурации. Например, когда такие контейнеры наполняют жидкостью, они, если не имеют боковых стенок, достаточно толстых, чтобы противостоять воздействующему на эти стенки контейнеров распирающему давлению, заставляющему стенки выгибаться наружу, становятся избыточно жесткими, отбивая у потребителей охоту даже пытаться сложить тару после потребления содержавшегося в них продукта. С другой стороны, если контейнер достаточно тонкий для того, чтобы можно было сложить его без приложения непомерной силы, его стенки склонны к выпучиванию наружу, в частности, при более теплой погоде, когда материалы, из которых делают тару, становятся более податливых по мере увеличения температуры.
Целью настоящего изобретения является разработка такой складной емкости, стенки которой достаточно тонки, чтобы облегчить ее складывание, а форма такова, что сводится к минимуму выпячивание стенок емкости наружу, когда емкость наполняют жидким веществом.
Фиг. 1 вид в перспективе, отображающий складную емкость в соответствии с настоящим изобретением; фиг. 2 вид спереди складной емкости, показанной на фиг. 1; фиг. 3 вид слева складной емкости, показанной на фиг. 1; фиг. 4 - вид сверху складной емкости, показанной на фиг. 1; фиг. 5 вид снизу складной емкости, показанной на фиг. 1; фиг. 6 изображение продольного разреза вдоль линии 6-6 фиг. 3; фиг. 7 изображение поперечного разреза вдоль линии 7-7 фиг. 2; фиг. 8 вид в перспективе, отображающий емкость по фиг. 1, в сложенном состоянии с частью основания, уложенной поверх нижней части передней стенки; фиг. 9 вид в перспективе сложенной емкости, которая свернута с целью придания ей более компактною формы.
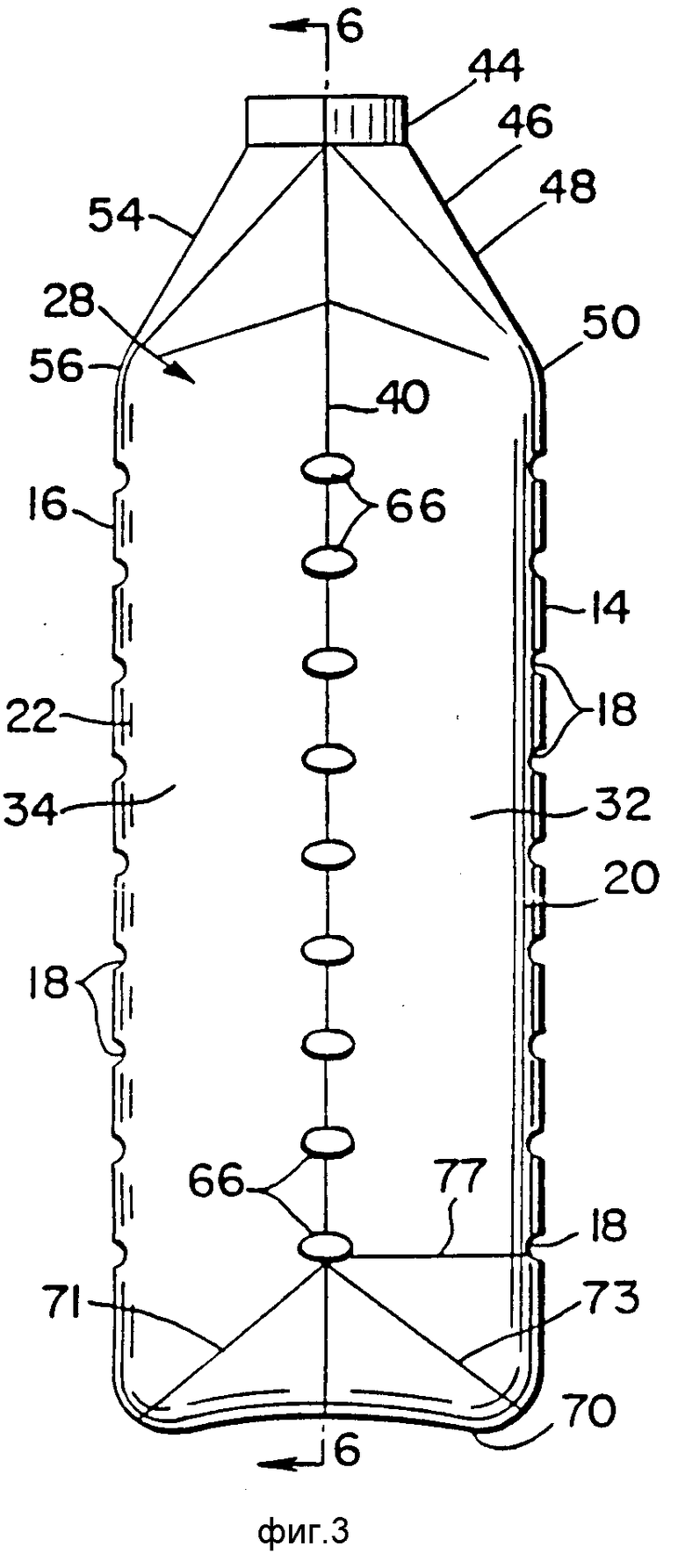
На чертежах, и в частности, на фиг. 1, изображена емкость 10 в соответствии с настоящим изобретением. Емкость имеет продольную ось 12 и включает в себя переднюю стенку 14 и заднюю стенку 16 (фиг. 3), каждая из которых имеет в общем прямоугольную форму и предварительно заданную, предпочтительно одинаковую толщину стенки. И передней стенке 14, и задней стенке 16 можно придать дополнительную жесткость и сопротивление выпучиванию наружу, формируя на них совокупность поперечно расположенных, по существу параллельных канавок 18. Как можно увидеть на фиг. 3, канавки 18 определяют вытянутые впадины поверхности и на передней стенке 14, и на задней стенке 16.
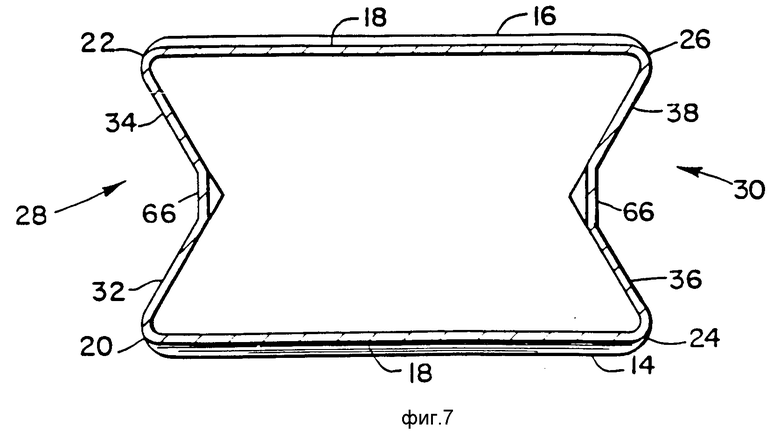
Между расположенными на соответствующих соседних краях передней стенки 14 и задней стеной 16 продольными кромками 20, 22 и 24, 26 находятся и соединяют их левая боковая стенка 28 и правая боковая стенка 30. Каждая из боковых стенок 28 и 30 имеет в общем прямоугольную форму и определена парой прямоугольных боковых панелей 32, 34 и 36, 38, соответственно. Боковые панели 32, 34, 36 и 38 также имеют прямоугольную форму и каждая из них имеет внешнюю продольную кромку, совпадающую с продольно расположенными кромками 20, 22, 24, 26, соответственно, которые сопряжены с одной из стенок передней стенкой 14 или задней стенкой 16. Наиболее отдаленные от внешних краев кромок боковых панелей 32 и 34 совпадают и определяют продольную линию 40 шарнира, проходящую вдоль боковой стенки 28, а наиболее отдаленные от внешних краев кромки боковых панелей 36 и 38 совпадают и определяют аналогичную продольную линию 42 шарнира вдоль боковой стенки 30. Как очевидно из фиг. 1, каждая из продольных линии шарнира 40 и 42 расположена с отклонением внутрь относительно продольных кромок передней и задней стенок по существу на поперечной осевой линии емкости 10, таким образом, боковые стенки 28 и 30 представляют собой каждая по существу V-образную конструкцию, у которой вершина буквы V направлена внутрь к продольной осевой линии емкости 10.
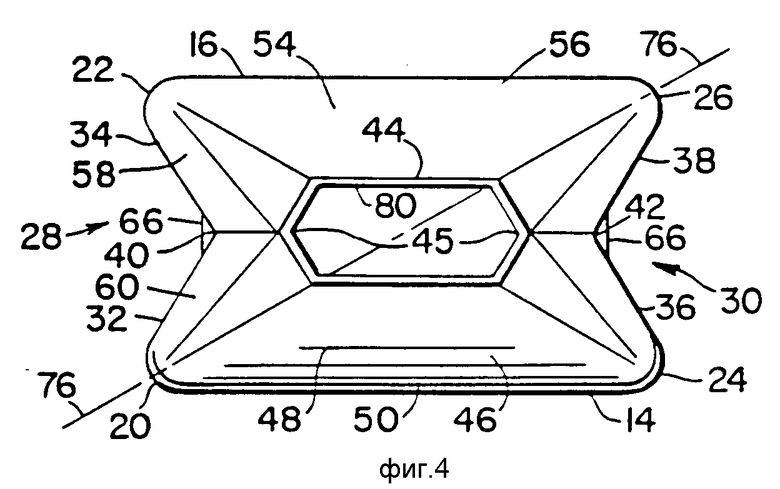
Стоячая горловина 44 расположена в самой верхней части емкости 10 и соединена должным образом с передней, задней и боковыми стенками 14, 16, 28 и 30, соответственно, посредством части 46 плечевого выступа, которая обеспечивает плавный переход от горловины 44 к корпусу емкости 10. Как показано на фиг. 1-4, часть 46 плечевого выступа определяется совокупностью плоских стенок выступа, в число которых входят трапецеидальная стенка 48 переднего выступа, простирающаяся от верхней поперечной кромки 50 передней стенки 14 до горловины 44, и имеющая соответствующий контур стенка 54 заднего выступа (фиг. 3 и 4), простирающаяся от верхней кромки 56 задней стенки 16 до горловины 44. Пара треугольных стенок бокового выступа 58 и 60 простираются от соответствующих боковых стенок 28 и 30 внутрь и вверх в направлении горловины 44, а соответствующие промежуточные стенки выступа 62 и 64 расположены между указанными стенками бокового выступа 58 и 60 и стенкой 54 заднего выступа и стенкой 48 переднего выступа, соответственно.
Горловина 44 имеет предварительно заданную длину в продольном направлении, контур шестиугольника и определяется совокупностью плоских стенок, расположенных в виде шестиугольника, как лучше всего видно на фиг. 1 и фиг. 4. Соответствующие стенки выступа тоже являются плоскими и имеют кромки, очерченные прямыми линиями с целью облегчить складывание емкости после использования. Шестиугольная горловина 44 включает в себя пару расположенных друг против друга выступами наружу V-образных краев для розлива, облегчающих розлив содержимого из емкости.
Как можно увидеть на фиг. 1, 3, 4 и 5, каждая из боковых стенок 28 и 30 содержит совокупность придающих жесткость элементов 66, расположенных на заданном расстоянии друг от друга вдоль соответствующих продольных линии шарнира 40 и 42. Придающие жесткость элементы 66 выступают наружу на линиях петли, определяемых каждой парой сопряженных боковых панелей 32, 34 и 36, 38 боковых стенок 28 и 30, соответственно, и проходит поперек одной из сопрягающих продольных линий шарнира 40, 42 от одной из боковых стенок к сопрягаемой боковой стенке, прерывая при этом соответствующую продольную линию шарнира.
Как показано на фиг. 1, 3 и 6, придающие жесткость элементы 66 по существу имеют форму поперечных клиньев, очерченных дугообразным вкладышем и внешними поверхностями, которые представляют собой выпуклую поверхность на внешней стороне емкости и вогнутую поверхность на внутренней стороне емкости. Придающие жесткость элементы 66 предпочтительно выполнены как единое целое с корпусом емкости 10 во время операции дутьевого формования и имеют размер ширины в направлении продольной оси емкости по существу равный ширине канавок 18, образованных на передней стенке 14 и задней стенке 16. Тем не менее, следует по достоинству оценить тот факт, что ширина придающих жесткость элементов 66 может и отличаться от ширины канавок 18, чтобы обеспечить желаемую степень жесткости боковых стенок 28 и 30. В число факторов, влияющих на ширину придающих жесткость элементов 66, входят, помимо прочих, материал, из которого сделана емкость 10, толщина боковых стенок 28 и 30, плотность вещества, для упаковки которого предназначена емкость 10. Кроме того, как показано на фиг. 3, придающие жесткость элементы расположены в тех же поперечных плоскостях, что и армирующие канавки 18, находящиеся на передней стенке 14 и задней стенке 16.
Длину придающих жесткость элементов 66 определяемую точками, в которых элементы 66 пересекаются с каждой из боковых панелей 32, 34 и 36, 38, выбирают так, чтобы обеспечить желаемую степень жесткости для предотвращения избыточного выгибания наружу (или выпячивания) боковых стенок 28 и 30. Длина зависит от некоторых из тех факторов, которые влияют на ширину элементов 66, наиболее существенные из которых указаны в предыдущем абзаце.
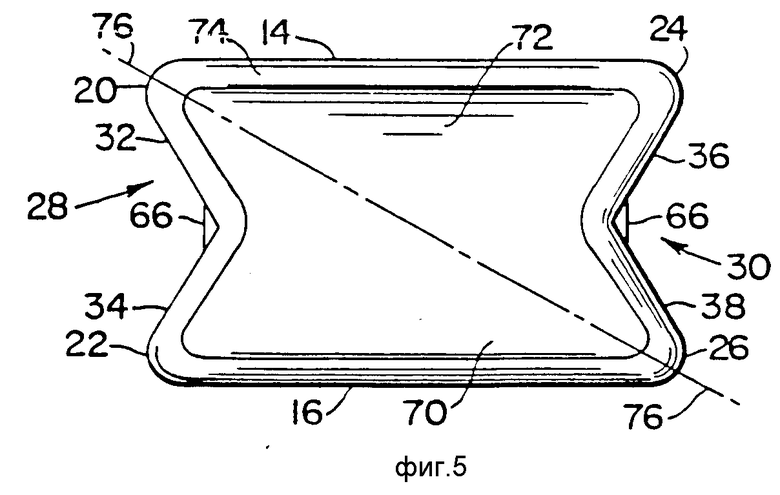
Емкость 10 включает в себя основание, очерченное донной стенкой 70. Донная стенка 70 предпочтительно включает в себя имеющую форму обращенного днищем внутрь блюда или вогнутую в форме центральной ниши область 72, создающую окружающую пограничную часть 74, находящуюся в линейной контакте с поверхностью, на которую опирается емкость, и позволяющую наполненной емкости оставаться устойчивой в вертикальном положении. При отсутствии такой области, имеющей форму обращенного днищем внутрь блюда, донная стенка 70, как можно предположить, образовывала бы поверхность выпуклой формы при наполнении емкости и тем самым создавала бы условия характерные для появления такого дефекта форма емкости, который известен под названием "выпуклое дно" и приводит к неустойчивости бутылки, позволяя ей качаться либо вперед-назад, либо из стороны в сторону.
Емкость 10 изготовлена предпочтительно посредством процесса, известного как дутьевое формование, так что в этом отношении предпочтительно иметь в целях изготовления формы для раздува (не показаны) такой конфигурации, чтобы шов 76 от формы проходил по диагонали донной стенки 70 емкости 10, как изображено на фиг. 4 и фиг. 5. Предпочтительными материалами, из которых изготавливают емкости, являются такие термопластичные полимеры, как полиэтилентерефталат и полиэтилен, хотя пригодны и другие термопластичные полимеры, из которых можно получать емкости с помощью дутьевого формования.
Обращаясь теперь к фиг. 3, отмечаем, что боковая стенка 28 содержит несколько линий складок, предназначенных для того, чтобы облегчить складывание донной стенки 70 при складывании емкости. Имеется пара расположенных под углом линий складок 71, 73, простирающихся вверх вдоль боковых панелей 32, 34 от углов донной стенки 70 к общей линии 40 шарнира до пересечения 75, соседствующего с самым нижним придающим жесткость элементом 66, но расположенного ниже него. Как показано на фиг. 3, линии складок 71, 73 и боковая проекция нижней стенки 70 образует равнобедренный треугольник.
В дополнение к расположенным под углом линиям складок 71, 73 на боковой панели 32 имеется поперечная линия 77 складки, идущая от пересечения 75 в направлении, по существу параллельном боковой проекции донной стенки 70, к продольной кромке 20 передней стенки 14. Линии 77 складки предпочтительно лежит в поперечной плоскости, которая также проходит через канавку 18 на передней стенке 14, чтобы облегчить складывание основания при складывании емкости.
Линии складок, ориентированные аналогично линиям складок 71, 73 и 77, имеются на боковых панелях 36 и 38 боковой стенке 30, которая на фиг. 3 не видна. Линии складок на боковой стенке 30 представляет собой зеркальное отражение линий складок на боковой стенке 28. В каждом случае, линии складок 71, 73 и 77, а также расположенные напротив них линии складок на боковой стенке 30 могут быть образованы углублениями в линейной поверхности, созданными на внешних поверхностях каждой из боковых панелей 32, 34 и 36, 38 в течение процесса формования раздувом, например, с помощью линейных гребней, сделанных на соответствующих образующих полости поверхностях соответствующих половинок форм для дутьевого формования.
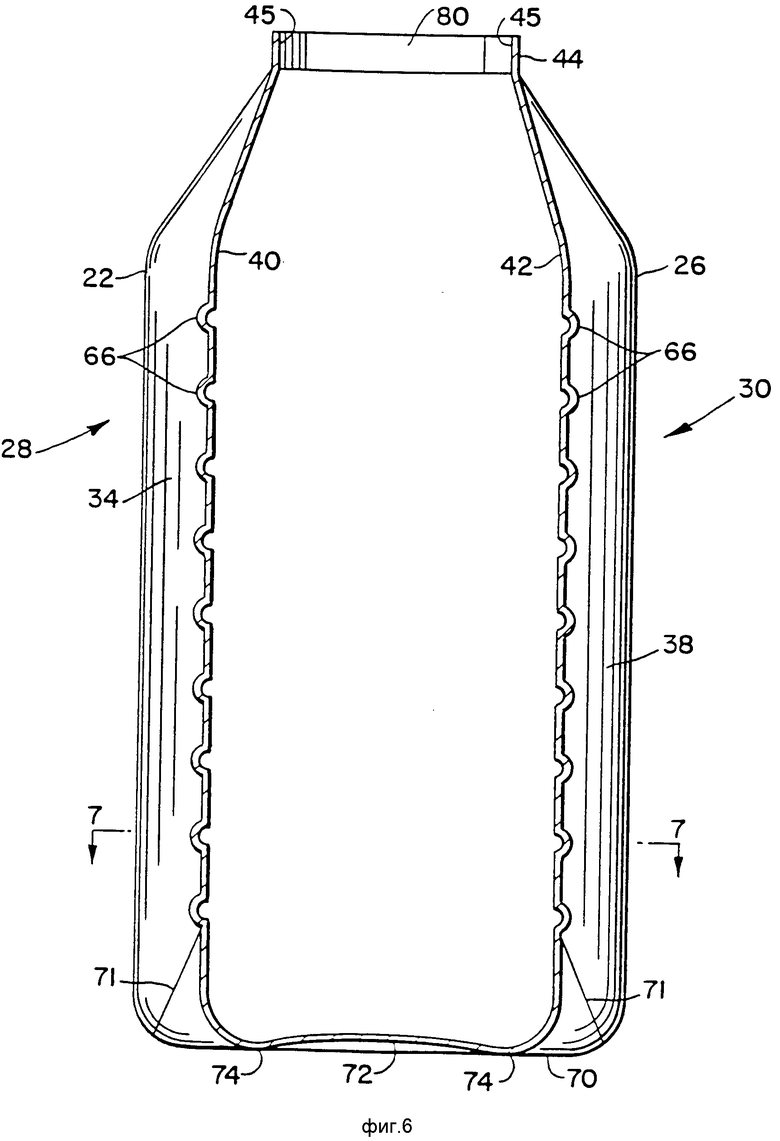
Как лучше всего видно на фиг. 6 и фиг. 7, поперечные канавки на передней и задней стенках и придающие жесткость элементы 66 на соответствующих боковых стенках предпочтительно выполнены как единое целое с корпусом емкости при формовании раздувом. Толщина различных стенок, а также однородность или неоднородность распределения толщины стенок будут зависеть от вместимости и конфигурации емкости, а кроме этого, от внутреннего и внешнего диаметров черновой формы или заготовки формы, из которой выдувают емкость.
Расстояние между соседними поперечными канавками на передней и задней стенках и между соседними придающими жесткость элементами на боковых панелях, измеренное в направлении продольной оси емкости, предпочтительно составляет около 13,5 мм, чтобы придать достаточную жесткость передней стенке 14 и задней стенке 16, а также чтобы минимизировать нежелательное выпучивание наружу боковых панелей, когда емкость наполнена жидкостью.
После наполнения емкости отверстие 80, очерченное внешней оконечностью горловины 44, можно закрыть посредством приваривания или же прикрепления крышки (не показана) в виде тонкой гибкой пленки или жесткой панели поперек раздаточного отверстия. Предпочтительно крышка представляет собой пленку или панель, сделанную из того же материала, что и корпус емкости 10, чтобы переработку использованной тары можно было осуществлять без потребности в отделении друг от друга различных материалов. Такая крышка может включать в себя выступающее наружу извлекаемое ушко, так что потребитель может либо проколоть ее, либо сорвать с сосуда, зажав его и извлекая ушко, чтобы снять крышку и добраться до содержимого сосуда, которое после снятия крышки можно разливать обычным образом. Конечно, при желании можно использовать и другие формы крышки, это должно быть очевидно для специалистов в данной области. Например, с целью герметизации отверстия, очерченного горловиной 44, можно применять и крышку, надеваемую на горловину с зацеплением за венчик и имеющую любую конфигурацию из целого ряда возможных.
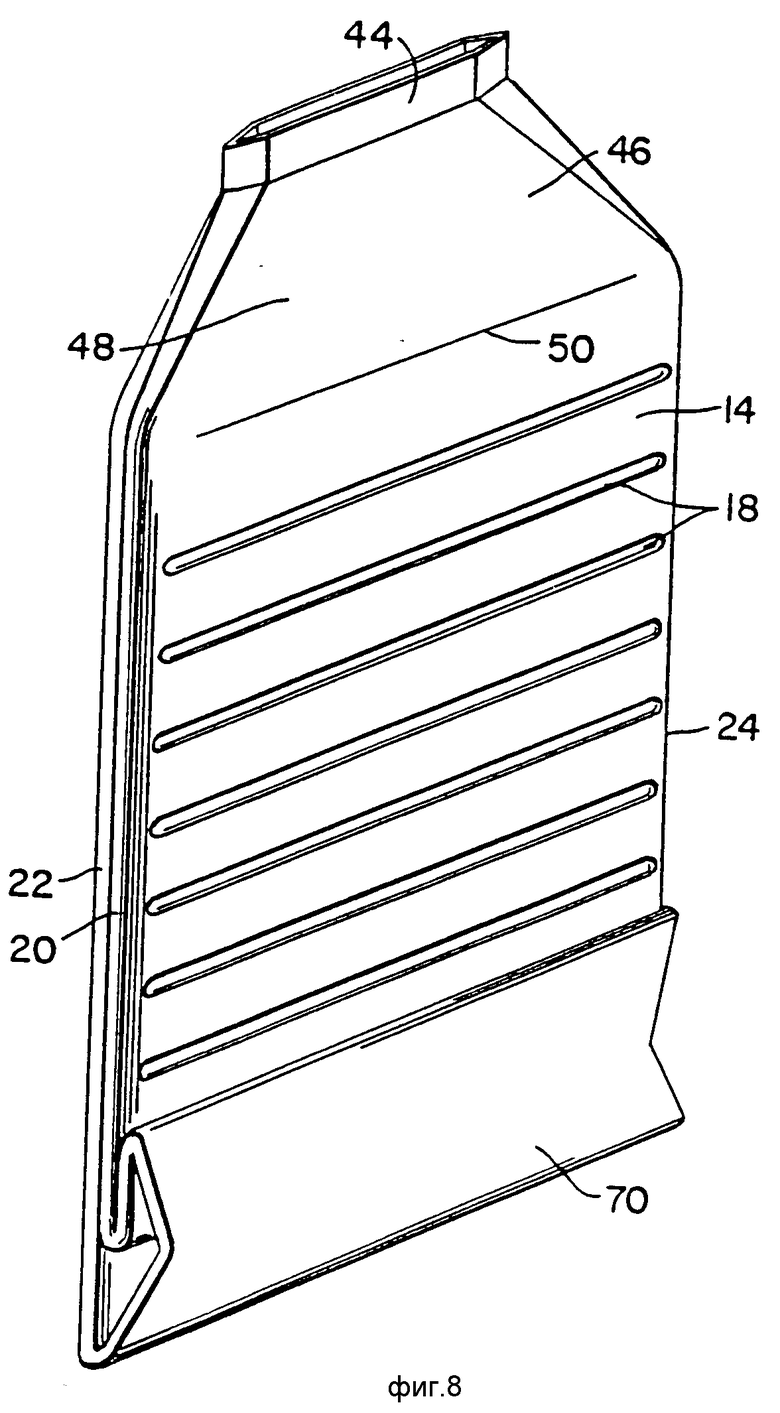
После опорожнения содержимого емкость 10 можно сложить обычным образом, чтобы минимизировать объем, занимаемый использованной емкостью. Складывание емкости можно осуществить путем сжатия передней стенки 14 и задней стенки 16 для того, чтобы заставить боковые панели 32, 34 и 36, 38 поворачиваться вокруг своих соответствующих продольных линий шарнира 40, 42 так, что внешние поверхности соседних пар боковых панелей входят в контакт, как показано на фиг. 8, где в сложенном виде изображена пустая емкость 10 в соответствии с настоящим изобретением.
В процессе складывания переднюю и заднюю стенку прижимают друг к другу, прикладывая сжимающее усилие к площади, меньшей, чем площадь соответствующих поверхностей, так что нижняя стенка 70 остается плоской, а половина ее оказывается уложенной поверх нижней части передней стенки 14, как показано, на фиг. 8. Складывающее усилие прикладывают предпочтительно к передней стенке 14, направляя его вверх от точки, где проходит самая нижняя поперечная канавка 18 так, что, когда боковые стенки, образующие боковые стенки 28 и 30, сходятся, происходит складывание вдоль линий складки 71, 73 и 77, а нижняя стенка оказывается повернутой вверх вокруг самой нижней поперечной канавки 18.
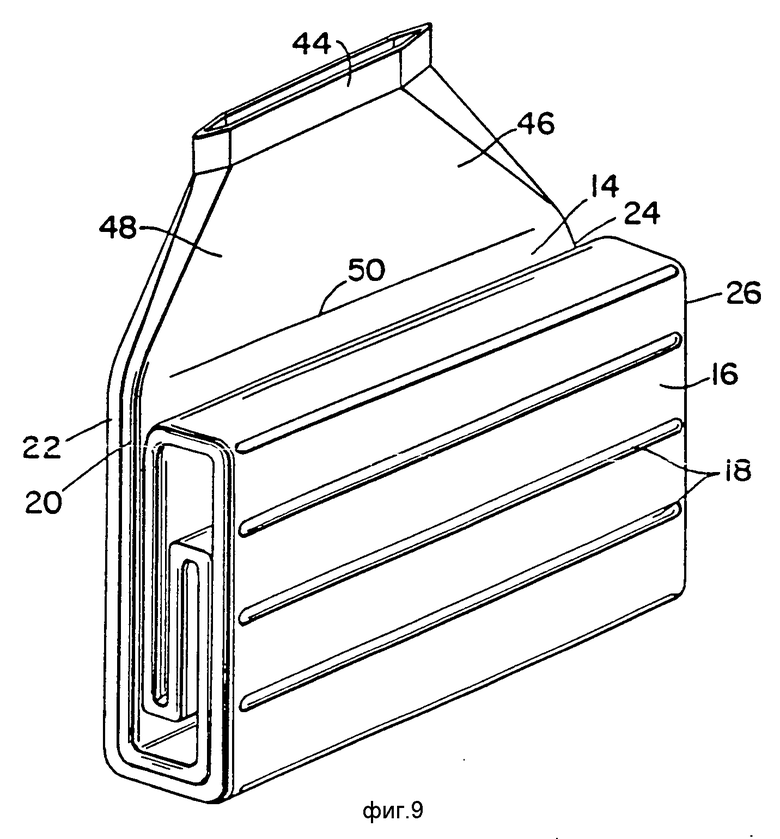
Помимо простого сплющивания емкость 10 с целью придания ей формы, показанной на фиг. 8, можно, при желании, свернуть емкость 10 в несколько раз или скатать, как показано на фиг. 9. Поперечные канавки 18 и этом случае представляют собой обычные линии складки, которые и позволяют скатывать таким образом емкость 10.
Следовательно, можно видеть, что настоящее изобретение дает очевидные преимущества над известными конструкциями в том, что позволяет создать относительно тонкостенную емкость, не подверженную существенному выпучиванию наружу передней, задней и боковых стенок, когда эта емкость наполнена жидкостью. Кроме того, емкость, изготовленная в соответствии с раскрытыми здесь отличительными признаками конструкции, облегчает складывание и в результате этого занимает меньший объем, когда эта емкость опорожнена и утилизирована.
Хотя проиллюстрированы и описаны лишь частные варианты осуществления настоящего изобретения, специалистам в данной области должно быть очевидно, что возможны, без отступления от духа настоящего изобретения, различные изменения и модификации. Поэтому предполагается, что прилагаемая формула изобретения охватывает все подобные изменения и модификации как находящиеся в рамках объема настоящего изобретения.

Использование: для упаковки, хранения и транспортировки жидких или вязких веществ. Сущность изобретения: контейнер содержит переднюю, заднюю, донную и V-образные боковые стенки. Каждая боковая стенка содержит совокупность придающих жесткость элементов, соединенных с каждой из образующих боковую стенку соответствующих боковых панелей и расположенных между последними на некотором расстоянии друг от друга. 12 з.п.ф-лы, 9 ил.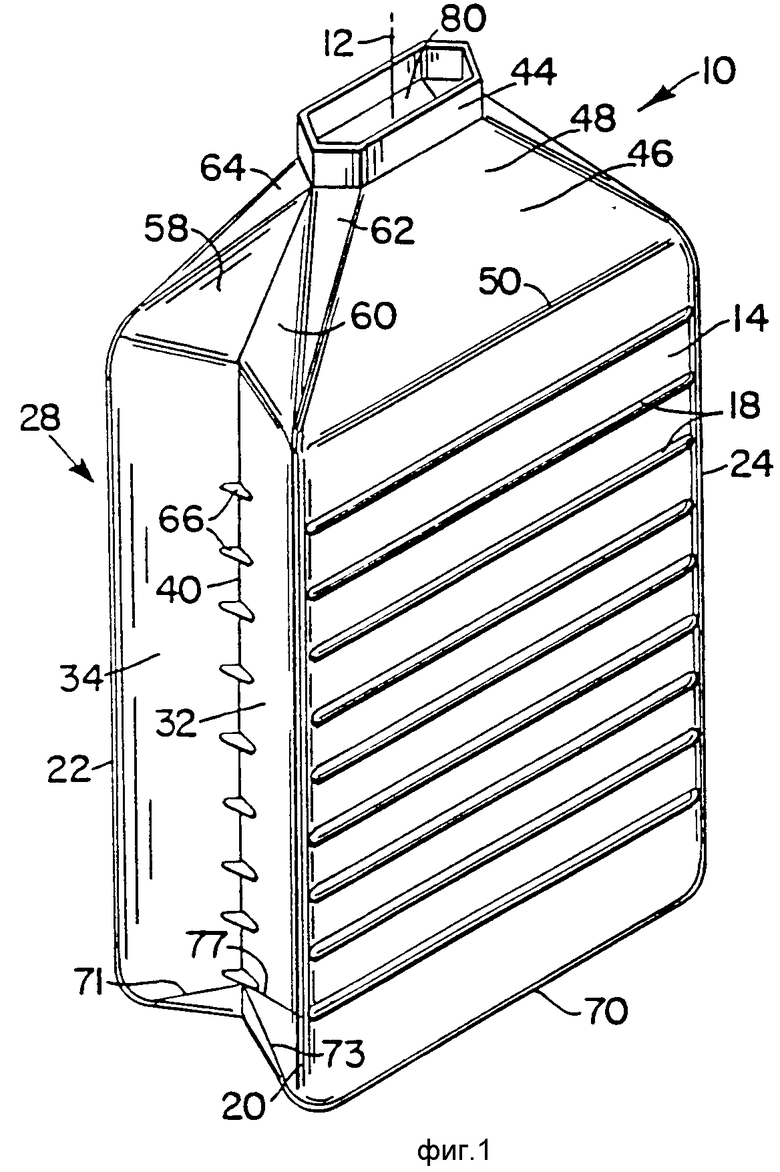
| US, патент, 3727803, кл.B 05D 37/00, 1973. |
