Изобретение относится к области электротермии и может быть использовано при заполнении электроизоляционным наполнителем трубчатых электронагревателей (ТЭНов), преимущественно длиной до 1 метра.
Известен способ изготовления трубчатых электронагревателей, при котором наполняемую трубку с размещенным в ней резистивным элементом, один конец которого закреплен при помощи технологической втулки, устанавливают в направляющие станины вертикально, подвешивают второй конец резистивного элемента на фиксированный упор, совмещают ось резистивного элемента с центром наполняемой трубки путем введения внутрь трубки центрирующего элемента, выполненного в виде втулки с наружными пазами, засыпают трубку изоляционным наполнителем, поднимая при этом центрирующий элемент по мере заполнения трубки, и уплотняют наполнитель при помощи вибрации трубки, направленной перпендикулярно оси наполняемой трубки.
Недостатком известного способа является сложный технологический процесс, включающий опускание центрирующего элемента в нижнюю часть трубки и его подъем со скоростью, равной скорости заполнения трубки. Кроме того, скорость заполнения трубки при известном способе мала, так как она ограничена площадью пазов центрирующей втулки.
Цель изобретения упрощение технологии изготовления и повышение скорости заполнения трубки электроизоляционным наполнителем.
Поставленная цель достигается тем, что согласно способу изготовления трубчатых электронагревателей, включающему установку наполняемой трубки с размещенным на ней резистивным элементов в направляющие станины, совмещение продольной оси резистивного элемента с продольной осью наполняемой трубки, заполнение трубки изоляционным наполнителем и его уплотнение при помощи вибрации трубки, продольную ось трубки совмещают с продольной осью резистивного элемента путем зажима трубки по всей длине в пазу зафиксированной жесткой направляющей, а вибрацию к трубке передают через направляющую вдоль продольной оси трубки.
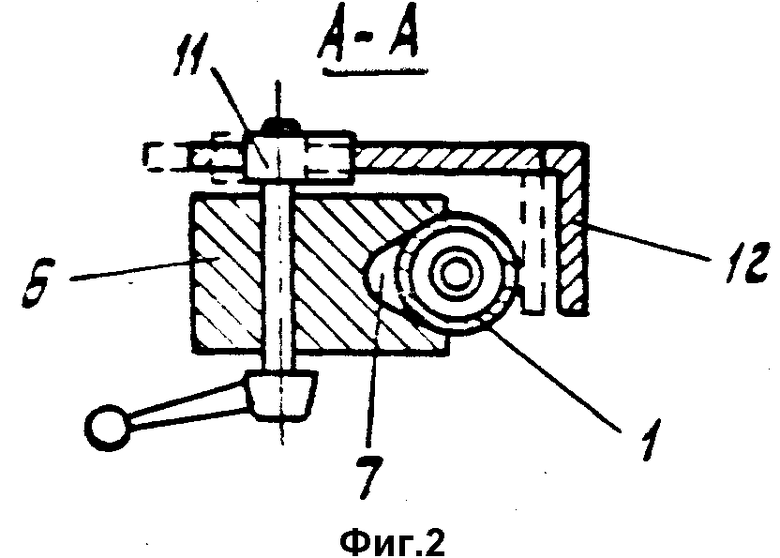
На фиг. 1 схематично показано устройство, реализующее описываемый способ; на фиг. 2 разрез по А-А.
В наполняемую трубку 1 устанавливают резистивный элемент 2, один (нижний конец которого закреплен в технологической втулке 3. Растягивают спираль резистивного элемента 3 и подвешивают его второй (верхний) конец на упор 4, который при помощи кронштейна 5 закреплен на направляющей 6. Устанавливают трубку 1 в Y-образный паз 7 направляющей 6, последняя при помощи пластинчатых пружин 8 закреплена на станине 9. При помощи рукоятки 10 поворачивают кулачок 11 и, перемещая прижим 12 (влево по чертежу), зажимают наполняемую трубку 1 в Y-образном пазу 7 направляющей 6. (положение рукоятки 10, кулачка 11 и прижима 12 при этом показаны на чертеже пунктиром). Вибрация, возникающая в подвижной части 13 электромагнитного вибратора 14 передается наполняемой трубке 1 через направляющую 5 и направлена вдоль оси наполняемой трубки. Электроизоляционный наполнитель подают по трубке 15, причем диаметр последней определяет скорость заполнения трубки 1.
Учитывая, что нижний конец резистивного элемент 2 удерживается по продольной оси наполняемой трубки 1 технологической втулкой 3, а верхний конец подвешен на зафиксированном упоре 4, а также учитывая, что спираль резистивного элемента 2 предварительно натянута, продольная ось резистивного элемента располагается строго по определенной прямой линии линии, соединяющей центр технологической втулки 3 и центр упора 4. По этой же прямой установлена и продольная ось наполняемой трубки 1 путем зажатия последней в Y-образном пазу 7 направляющей 6. Вибрация от электромагнитного вибратора 14, направляющая вдоль оси наполняемой трубки 1, а следовательно, и вдоль продольной оси резистивного элемента 2 не создает поперечного резонансного колебания спирали резистивного элемента, то есть в момент заполнения трубки продольная ось последней и продольная ось резистивного элемента остаются совмещенным в течение всего процесса заполнения.
После заполнения трубки рукоятку 10 ставят в исходное положение и наполняемую трубку снимают
Как видно из описания, предлагаемый способ не требует применения центрирующего элемента, выполненного в виде втулки, а следовательно, отпадает необходимость в технологических операциях по опусканию центрирующей втулки в нижнюю часть наполняемой трубки и ее подъем со скоростью, равной скорости заполнения трубки. Таким образом, технология изготовления трубчатого электронагревателя упрощается.
Отсутствие центрирующей втулки позволяет также повысить скорость заполнения трубки, так как она уже не ограничивается площадью пазов, выполненных на центрирующей втулке для прохода наполнителя.
Пример. Изготовлен опытный образец устройства, позволяющий реализовать предлагаемый способ. В направляющей опытного образца выполнено два Y-образных паза (на противоположных гранях), установлено два прижима, связанных между собой жестко, которые перемещаются от одной рукоятки и могут поочередно прижимать одну или другую наполняемую трубку.
Процесс изготовления на опытном образце заключается в следующем. В то время, когда заполняется одна трубка, последующую трубку подготавливают к установке в устройство: надевают технологическую втулку на резистивный элемент, вставляют резистивный элемент в трубку, подвешивают второй конец резистивного элемента на упор, одновременно растягивая спираль, и устанавливают трубку в устройство.
На образце заполнялась трубка диаметром 10 мм и длиной 650 мм. Время подготовки трубки к установке составляет 24 с. Диаметр трубки 15, по которой подается электроизоляционный наполнитель, равен 4,5 мм, что обеспечивает время заполнения трубки 1 также в течение 24 с. Таким образом, цикл изготовления одного трубчатого электронагревателя составляет 34 с, и соответственно производительность опытного образца 150 электронагревателей в час.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2008 |
|
RU2371887C1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ | 1999 |
|
RU2172900C2 |
| Устройство для заполнения наполнителем оболочек группы трубчатых электронагревателей | 1979 |
|
SU864595A1 |
| Устройство для заполнения наполни-ТЕлЕМ ОбОлОчЕК ТРубчАТыХ элЕКТРО-НАгРЕВАТЕлЕй | 1979 |
|
SU843315A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ СПИРАЛИ В ТРУБЧАТОМЭЛЕКТРОНАГРЕВАТЕЛЕ | 1972 |
|
SU426332A1 |
| Устройство для изготовления трубчатого электронагревателя | 1979 |
|
SU784028A1 |
| ВЫСЕВАЮЩИЙ АППАРАТ | 2009 |
|
RU2412577C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ ВОДЫ | 2019 |
|
RU2741631C1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ТРУБКИ С НАГРЕВАТЕЛЬНОЙ СПИРАЛЬЮ ИЗОЛЯЦИОННЫМ ПОРОШКОМ | 2003 |
|
RU2262813C2 |
| ЗАЩЕЛКА ДВЕРНАЯ | 2000 |
|
RU2196213C2 |
Изобретение относится к области электронагрева, а именно к изготовлению трубчатых электронагревателей. Нижний конец резистивного элемента закрепляют в технологической втулке. Затем вставляют резистивный элемент в наполняемую оболочку, растягивают его и закрепляют верхний конец в фиксирующем упоре. Совмещают продольные оси резистивного элемента и наполняемой оболочки (трубки) путем зажатия последней в Y-образном пазу жесткой прямолинейной направляющей. Вибрацию передают через направляющую вдоль продольной оси трубки. При этом достигается упрощение технологии изготовления и увеличивается скорость заполнения трубки электроизоляционным наполнителем. 2 ил.
Способ изготовления трубчатого электронагревателя, при котором в трубку устанавливают резистивный элемент, закрепляют один его конец в трубке при помощи технологической втулки, устанавливают трубку вертикально в направляющие станины, натягивают спираль резистивного элемента и подвешивают второй конец его на фиксированный упор, совмещают продольную ось резистивного элемента с продольной осью трубки, засыпают изоляционный наполнитель и уплотняют его путем вибрации трубки, отличающийся тем, что продольную ось трубки совмещают с продольной осью резистивного элемента путем зажима трубки по всей длине в пазу зафиксированной жесткой направляющей, а вибрацию к трубке передают через направляющую вдоль продольной оси трубки.
| УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ СПИРАЛИ В ТРУБЧАТОМЭЛЕКТРОНАГРЕВАТЕЛЕ | 1972 |
|
SU426332A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
