Изобретение относится к инструментам для механической обработки резанием и может быть использовано для резцов, фрез, зенкеров, разверток и других режущих инструментов.
Конструкция известных аналогов содержит корпус, режущий элемент (РЭ) с рабочим цилиндром и элементами крепления. В решении, принятом за прототип, корпус резца имеет отверстие, пересекаемое прорезью, а РЭ снабжен цилиндрической державочной частью. Силовое замыкание РЭ к корпусу осуществляется стягиваемыми крепежными винтами. Режущая кромка элемента образуется пересечением цилиндрической передней поверхности (ЦПП) инструментального клина (ИК) с плоской поверхностью, располагаемой под задним углом α.
Совместно с процедурой настройки-регулировки на исполнительный размер к основным недостаткам аналогов и прототипа следует отнести неуправляемость процессом стружкообразования и процессом стружкодробления, что особенно важно для условий безлюдной технологии. Отмеченные и другие сопутствующие несовершенства прототипа устраняются выполнением ЦПП РЭ дискретной и снабжением его стружколомом, связанным с резьбой упомянутого элемента.
Существенность признаков изобретения заключается в том, что на державочной части РЭ и в установленном под него отверстии корпуса инструмента выполнена резьба. Первый виток резьбы РЭ образует вершину ИК, передняя поверхность которого описывается диаметром
α1= τi= arctg(P/πdi), (1)
где τi угол подъема резьбы РЭ на диаметре, равном диаметру передней поверхности;
P шаг резьбы РЭ;
di диаметр передней поверхности, определяемый из интервала
d1≥di≅d, (2)
здесь d1 внутренний диаметр резьбы РЭ;
d наружний диаметр резьбы РЭ.
Функцию стружколомания выполняет либо боковая поверхность профиля резьбы РЭ, либо прямой гладкий и свободно поворачивающийся цилиндр, либо стружколом в виде спирали, навитой на резьбу РЭ. В первых двух вариантах установочное отверстие корпуса выполнено резьбовым с профилем соответственно профилю резьбы РЭ. Спиралевидный стружколом устанавливается во впадинах резьбы РЭ, при этом резьбовое отверстие корпуса имеет профиль соответственно профилю витков стружколома. Резьбовое сопряжение РЭ с корпусом определяет способ настройки-регулировки, который реализуется ввинчиванием отвинчиванием РЭ. Форма стружколома определяет величину di, а следовательно, протяженность передней поверхности ИК. Она тем больше, чем меньше di. Рабочие участки стружколомов располагаются сразу за вершиной РЭ, т.е. проходят через первую от вершины РЭ впадину резьбы.
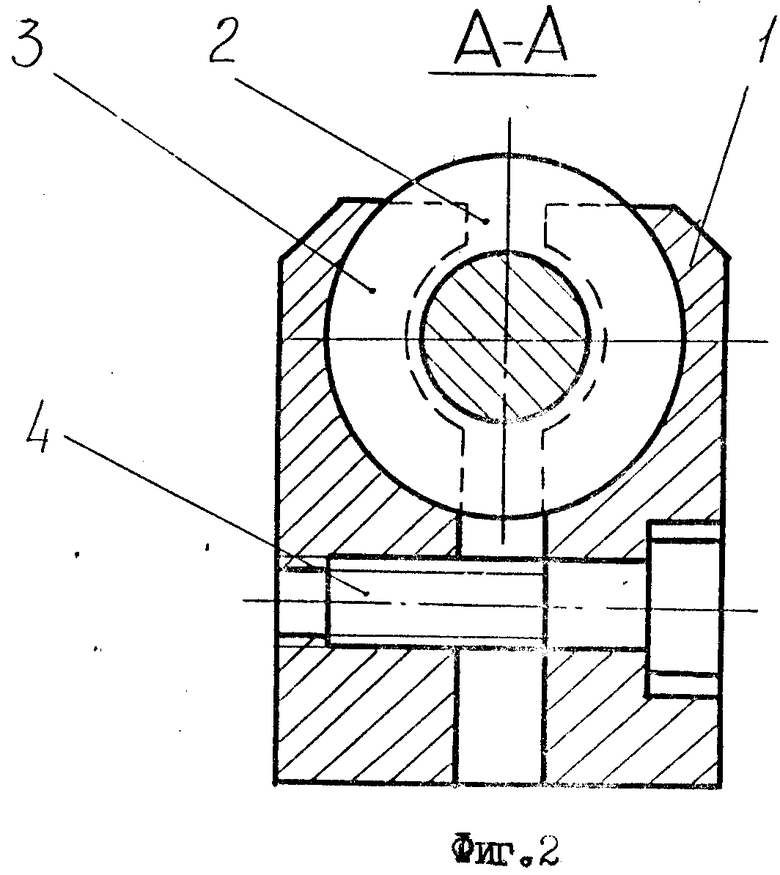
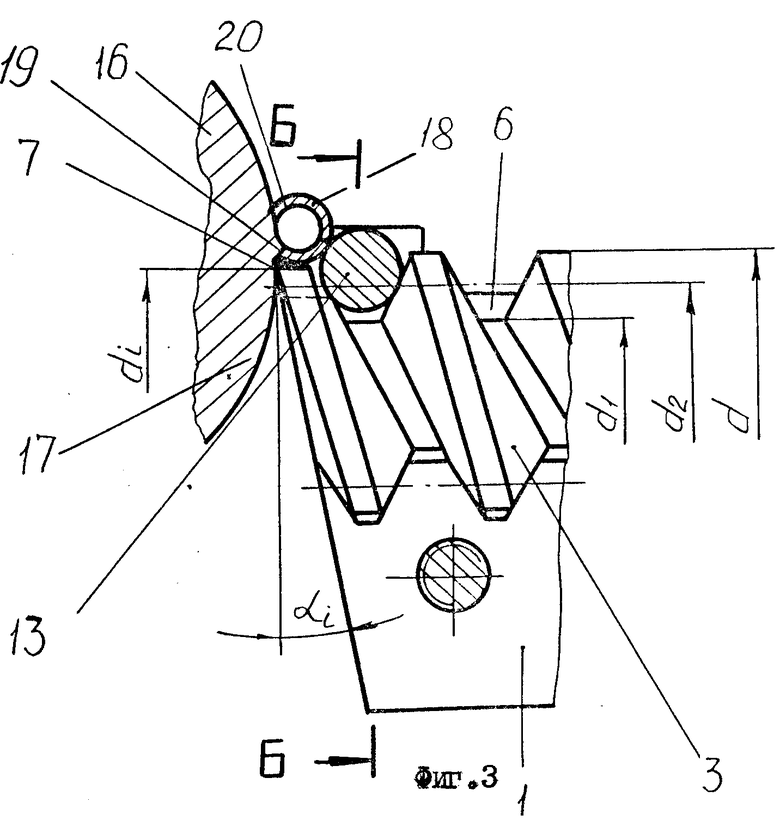
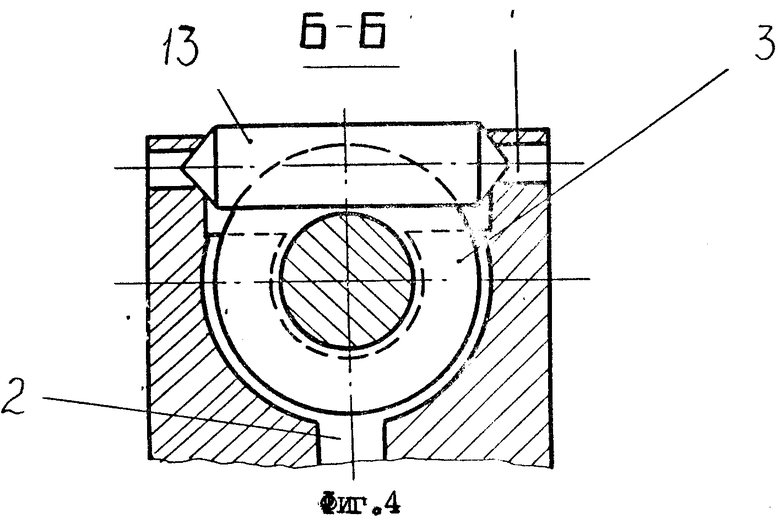
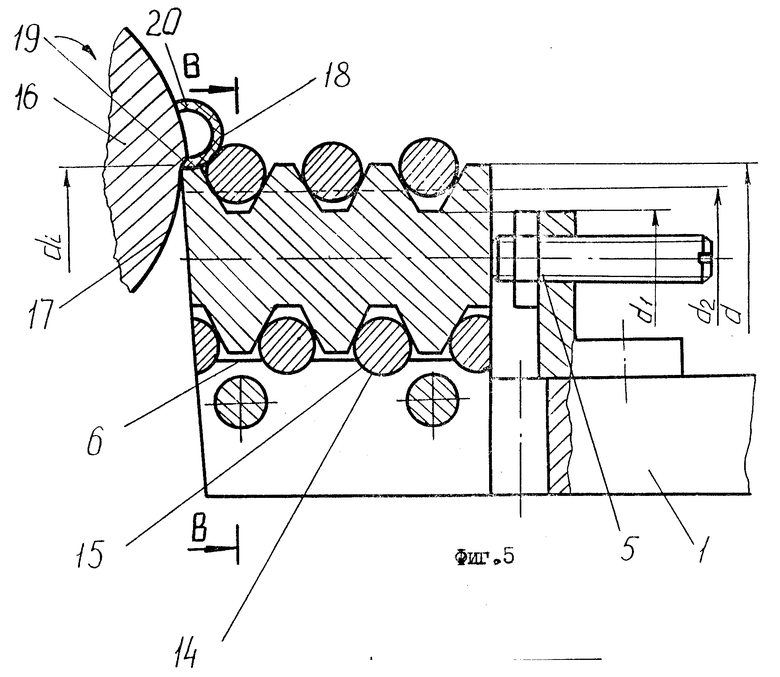
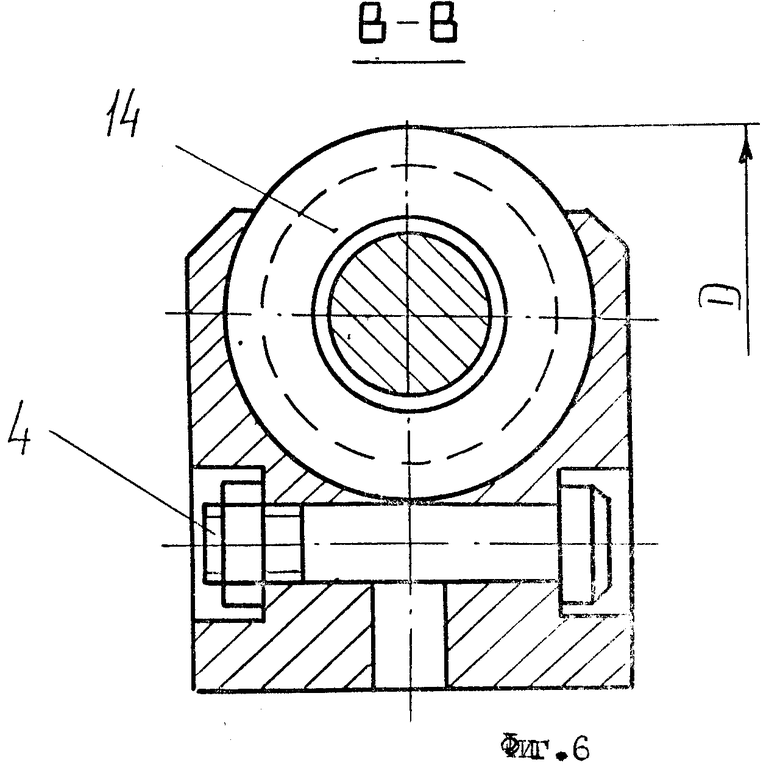
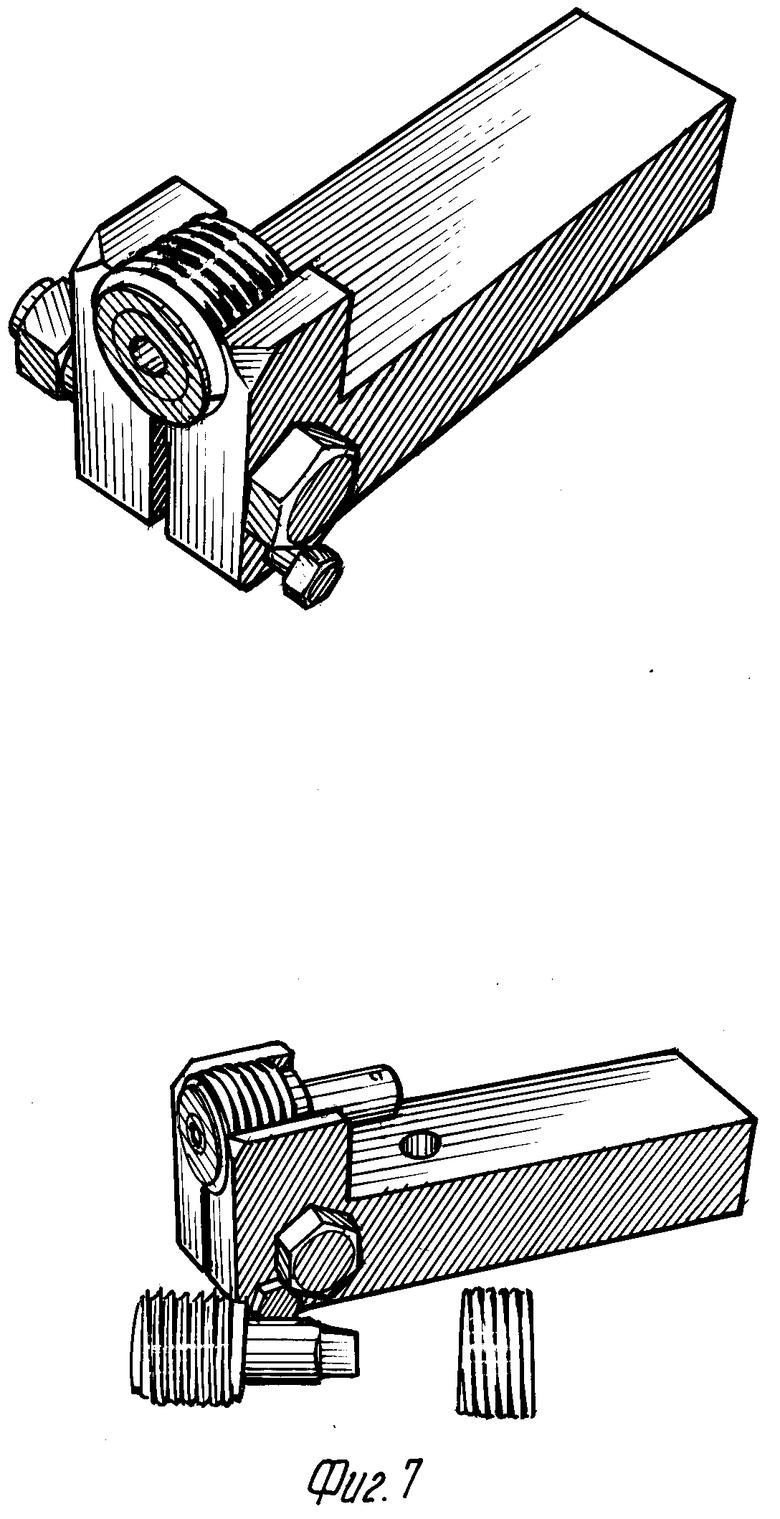
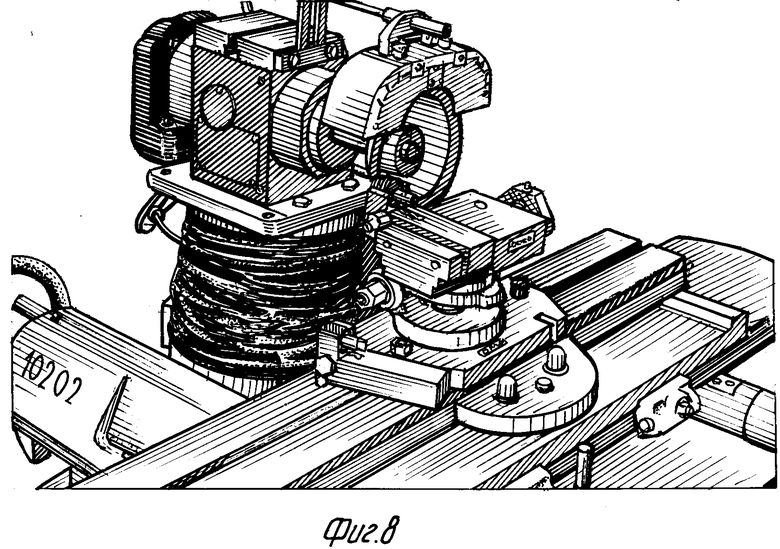
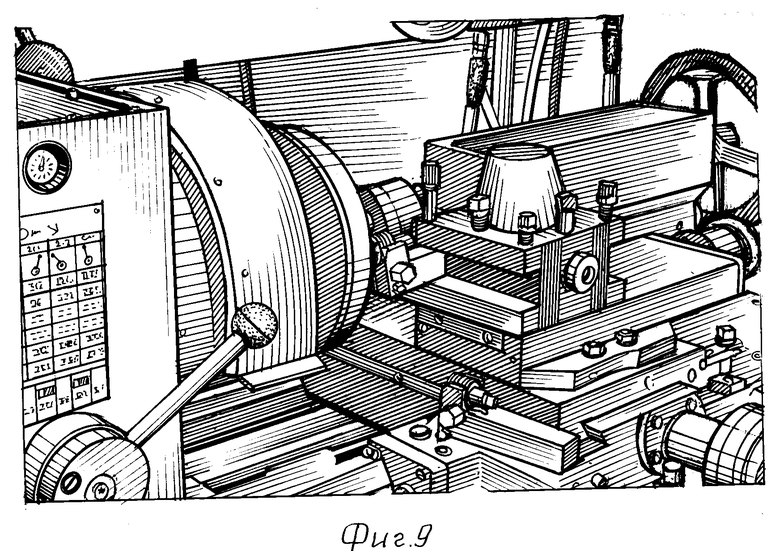
На фиг.1 показан резец с частичным продольным разрезом и процессом резания, у которого di<d2; на фиг.2 сечение A-A на фиг.1; на фиг.3 то же, что фиг. 1, но для случая, когда d2<di<d, а стружколом цилиндрический; на фиг.4 сечение Б-Б на фиг.3; на фиг.5 то же, что на фиг. 1 и 3, когда di d, а стружколом спиралеобразный; на фиг.6 сечение B-B на фиг.5; на фиг.7 общий вид резцов по данному изобретению; на фиг.8 заточка резца на фиг.7; на фиг.9 схема обработки цилиндра резцом на фиг.7.
Режущий инструмент, представленный в виде токарного проходного резца, выполнен из корпуса 1 (фиг.1 и 2) с прорезью 2, режущего элемента 3, стяжного винта 4 и элементов настройки-регулировки 5. Отверстие 6 корпуса и режущий элемент инструмента выполнены резьбовыми с наружным диаметром d, средним диаметром d2, внутренним диаметром d1, шагом P и профильным углом E. Вершина 7 инструментального клина 8 образуется передней поверхностью 9, диаметром di и плоской задней поверхностью 10, наклоненной к плоскости, перпендикулярной к оси РЭ под углом αi, рассчитываемым по формуле
αi= τi= arctg(P/πdi), (3)
где τi угол подъема резьбы на диаметре, равном диаметру передней поверхности;
P шаг резьбы;
di диаметр передней поверхности, определяемый из интервала
d1≥di ≅d, (4)
где d1 внутренний диаметр резьбы;
d наружний диаметр резьбы.
Из фиг.1 следует, что величина di соответствует интервалу
d1 < di < d2 (5)
В первом исполнении функцию стружколома выполняет боковая поверхность 11 профиля 12 резьбы РЭ. При этом передняя поверхность ИК имеет максимальную протяженность из всех возможных длин диапазона (2).
В случае, когда P Pmax, функцию стружколома выполняет прямой гладкий цилиндр 13 (фиг.3 и 4), устанавливаемый в корпусе инструмента с возможностью вращения от действия стружки. При этом он проходит через первую от вершины РЭ впадину резьбы.
В случае, когда di d, т.е. когда используется полный профиль резьбы РЭ как режущий, стружколом выполняется в виде спирали 14 (фиг.5 и 6). Спиралевидный стружколом устанавливается во впадинах резьбы РЭ и как бы выступает над ее профилем. Имеет место соотношение
D > d, (6)
где D наружный диаметр стружколома в форме спирали. Условие (6) обязывает в отверстии 6 корпуса 1 выполнять резьбу с профилем 15 соответственно профилю спирали стружколома.
Цель изобретения осуществляется следующим образом. Поверхностное разрушение заготовки 16 (фиг. 1, 3, 5) и образование ювенильной поверхности 17 детали сопровождается мощным стружкопотоком 18. Укороченная передняя поверхность инструментального клина благотворно влияет на качество обработки, снижая уровни напряжений и температуры в зонах 19 сдвиговых деформаций резания. Наличие стружколома 11 (фиг.1), 13 (фиг.3), 14 (фиг.5) обеспечивает программное стружкозавивание и разрушение до элемента 20. По мере технологического изнашивания инструментального клина 8 и режущей кромки вершины 9, когда дальнейшее уменьшение длины передней поверхности очередной заточкой под углом αi недопустимо, следует ослабить элементы крепления, повернуть режущий элемент, а затем его закрепить. После чего следует заточить резец по задней плоскости, обеспечивая оптимальную длину передней поверхности. Если инструмент имеет в статике отрицательный передней угол (γ < 0°), а αi= /γ/, то замена изношенного участка режущей кромки или регулировка на настроечный размер осуществляется непосредственно на рабочем месте станке.
Данные апробации заявленного изобретения (фиг.7-9) свидетельствуют о его предпочтительности в сравнении с известными решениями, особенно при обработке деталей, когда операция шлифования не допускается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный инструмент | 2017 |
|
RU2692536C2 |
| СМЕННАЯ РЕЖУЩАЯ МНОГОГРАННАЯ РЕЗЬБОВАЯ ПЛАСТИНА СО СТРУЖКОЛОМОМ | 2011 |
|
RU2483846C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2311992C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2309819C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240208C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2309818C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2235622C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240897C2 |
Использование: инструментальное обеспечение механической обработки резанием, лезвийные инструменты: резцы, фрезы, зенкеры, развертки и другие. Сущность изобретения: выполняют режущий элемент с цилиндрической державочной частью и снабжают инструмент стружколомом, который выполняют в форме гладкого прямого цилиндра или спиральной пружины. Стружколом устанавливается во впадинах резьбы, выполненной на режущем элементе. 2 з.п. ф-лы, 9 ил.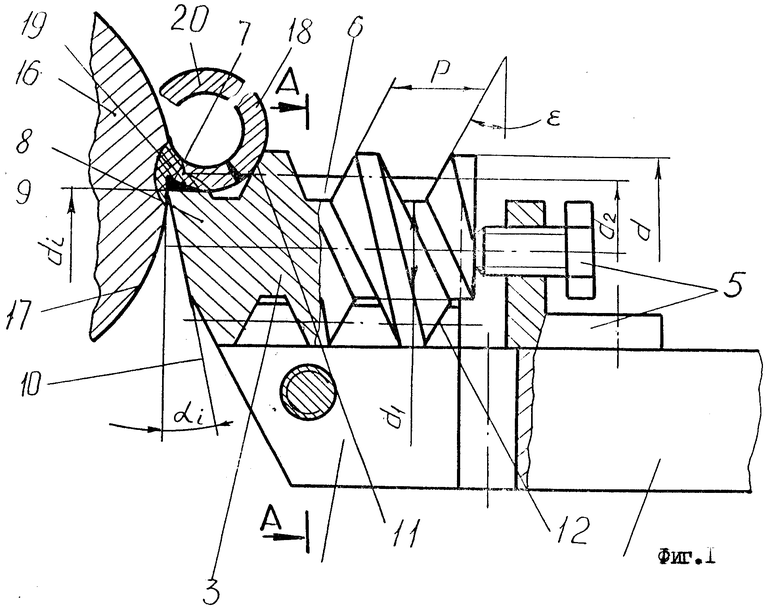
αi = τi = arctg(P/π•di),
где τi- угол подъема резьбы на диаметре, равном диаметру передней поверхности;
P шаг резьбы;
di диаметр передней поверхности, определяемый из интервала d1 ≥ di ≅ d, где d1 внутренний диаметр резьбы;
d наружный диаметр резьбы.
d1 < di < d2,
где d2 средний диаметр упомянутой резьбы.
d2 ≅ di ≅ d.
| Кривонос А.Я | |||
| Аналитическое исследование геометрических параметров резцов с цилиндрической передней поверхностью | |||
| - Известия высших учебных заведений | |||
| - Машиностроение, N 9, 1974, с.125 - 127, рис.1 |
