Изобретение относится к области обработки металлов резанием и может быть использовано в металлообработке для выполнения токарных операций по обработке наружной и внутренней резьбы различного профиля.
Известна сменная режущая многогранная резьбовая пластина, имеющая на передней поверхности стружколом, выполненный в виде выступающей поверхности, позволяющая осуществлять различные резьбонарезные операции (каталог фирмы VARGUS - «Токарный инструмент. Решения в резьбонарезании», 2010 г., с.12).
Недостатком сменной режущей многогранной резьбовой пластины, имеющей на передней поверхности стружколом, выполненный в виде выступающей поверхности, является недостаточное обеспечение стабильного стружколомания в процессе нарезания внутренней резьбы.
Известна также сменная режущая многогранная резьбовая пластина, оснащенная стружколом и устанавливаемая в корпусе резца на основную плоскость посадочного места, где стружколом выполнен в виде заглубления, имеющего плоское дно (каталог фирмы SANDVIK - «Основной каталог», 2008 г., с 10 геометрия С - прототип).
Недостатком известной сменной режущей многогранной резьбовой пластины со стружколомом, выполненным в виде заглубления, является несовершенство конструкции стружколомающего элемента резьбовой пластины, приводящее к нестабильному стружколоманию при обработке наружной и внутренней резьбы различного профиля и диаметра.
Данным изобретением решается задача обеспечения стабильного стружколомания в процессе обработки наружной и внутренней резьбы различного профиля и диаметра резьбы за счет изменения конструкции стружколома сменной режущей многогранной резьбовой пластины в совокупности с нижеприведенными признаками.
Для этого предлагается сменная режущая многогранная резьбовая пластина, оснащенная стружколомом, снабженным тремя последовательно размещенными и взаимно сообщающимися вогнутыми сферическими поверхностями с центрами сферических поверхностей, расположенными на проекции биссектрисы угла профиля резьбовой пластины, и радиусами сферических поверхностей, увеличивающимися от вершины резьбовой пластины к ее геометрическому центру.
Сущность изобретения состоит в том, что в известной сменной режущей многогранной резьбовой пластине, выбранной в качестве прототипа, стружколом выполнен в виде заглубления с плоским дном, а в предлагаемой резьбовой пластине стружколом имеет три последовательно размещенные и взаимно сообщающиеся вогнутые сферические поверхности, расположенные на проекции биссектрисы угла профиля сменной режущей многогранной резьбовой пластины, что позволяет стабилизировать стружколомание в течение всего процесса резьбонарезания.
Отличительными признаками сменной режущей многогранной резьбовой пластины от прототипа является выполнение сменной режущей резьбовой пластины со стружколомом, снабженным тремя сферическими, последовательно размещенными и взаимно сообщающимися вогнутыми сферическими поверхностями, которые для обеспечения стабильного процесса стружколомания при различной величине удаляемого материала расположены с центрами сферических поверхностей на проекции биссектрисы угла профиля резьбовой пластины и радиусами сферических поверхностей, увеличивающимися от вершины резьбовой пластины к ее геометрическому центру, величинами r1=0,10h, r2=0,15h, r3=0,20h соответственно, где h - высота резьбового профиля пластины с увеличивающимися высотами образуемых кромок сферических сопряжений в направлении, перпендикулярном основной плоскости пластины, на величину для каждой из сферических поверхностей пластины соответственно h1=0,05h, h2=0,15h, h3=0,27h и смещением центров сообщающихся сферических поверхностей соответственно на величину l1=0,20h, l2=0,3h, l3=0,55h, при этом образующие дна сферических поверхностей в наивысших углубленных точках расположены по касательной к образующей окружности радиуса R=1,5h с координатами центра окружности относительно вершины резьбовой пластины: в направлении биссектрисы угла профиля резьбовой пластины - L=0,15h и в направлении, перпендикулярном основной плоскости резьбовой пластины, - Н=0,85h.
Выполнение стружколома сменной режущей многогранной резьбовой пластины в виде трех последовательно размещенных и взаимно сообщающихся вогнутых сферических поверхностей радиусами r1, r2, r3, с центрами, расположенными с увеличенными высотами l1, l2, l3 и смещенными на величину h1, h2, h3 дна сферических поверхностей, касательно к окружности R с координатами центра L и Н в соответствии с решением задачи, изложенной выше, по сравнению со стружколомом в виде заглубления, повышает прочность передней поверхности резьбовой пластины, благодаря увеличению площади сечения по проекции биссектрисы угла профиля резьбовой пластины.
Указанные конструктивные признаки необходимы и достаточны во всех случаях выполнения сменной режущей многогранной резьбовой пластины со стружколомом с достижением указанного технического результата.
Экспериментальные исследования показали, что количество взаимно сообщающихся и последовательно размещенных вогнутых сферических поверхностей, равное трем, с указанными значениями параметров r1, r2, r3, расположенными с увеличенными высотами l1, l2, l3, расположенными со смещением на величину h1, h2, h3 дна сферических поверхностей, касательно окружности R с координатами центра L и Н резьбовой пластины, является оптимальным для обеспечения стабильного стружколомания в процессе резания.
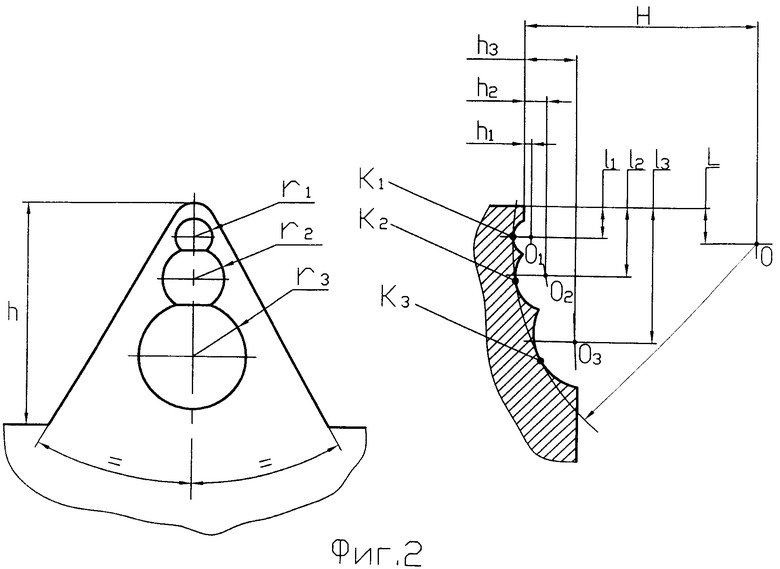
Сущность изобретения поясняется чертежами (фиг.1, фиг.2). На фиг.1 показана сменная режущая резьбовая многогранная пластина (трехгранная) со стружколомом на каждой грани, снабженным тремя последовательно размещенными и взаимно сообщающимися вогнутыми сферическими поверхностями, а на фиг.2 показан профиль и сечение стружколома в проекции биссектрисы угла профиля резьбовой пластины.
Выполнение стружколома в виде трех вогнутых последовательно сообщающихся сферических поверхностей, расположенных вдоль биссектрисы угла резьбового профиля, радиусами r1, r2, r3, увеличивающимися от вершины резьбовой пластины к ее геометрическому центру в направлении, перпендикулярном основной плоскости пластины, на величину для каждой из сферических поверхностей пластины l1=0,20h, l2=0,3h, l3=0,55h и со смещениями h1=0,05h, h2=0,15h, h3=0,027h, образующих дно стружколома с наивысшими углубленными точками K1, K2, К3, касательными к образующей окружности радиуса R=1,5h, с координатами центра окружности О относительно вершины резьбовой пластины в направлении биссектрисы угла профиля резьбовой пластины - L=0,15h и в направлении, перпендикулярном основной плоскости резьбовой пластины, - Н=0,85h соответственно, позволяет контролировать стружколомание. При этом все радиусы сферических поверхностей стружколома проявляют свою значимость последовательно от наименьшего по величине r1 до наибольшего r3 в зависимости от условий резания удаляемого материала и связаны установленной зависимостью r1=0,10h, r2=0,15h, r3=0,20h соответственно с высотой резьбового профиля h.
Использование сменной режущей многогранной резьбовой пластины со стружколомом предлагаемой конструкции позволяет расположить вогнутые последовательно сообщающиеся сферические поверхности необходимой и достаточной величины при достижении требуемой прочности пластины для дробления и отвода стружки из зоны резания в целях повышения качества обработанной поверхности и уменьшения шаржирования детали, а выполнение их с увеличенными высотами образующих кромок и расположение дна сферических поверхностей по касательной к окружности снижают силы резания, увеличивает стойкость режущей кромки резьбовой пластины. Увеличение стойкости резьбовой пластины позволяет уменьшить количество ее замен при обработке. Это приводит к сокращению вспомогательного времени по сравнению с прототипом на установку и наладку пластины и повышению производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ТОКАРНЫЙ РЕЗЕЦ, ОСНАЩЕННЫЙ МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМОЙ СМЕННОЙ РУЖУЩЕЙ МНОГОГРАННОЙ КАНАВОЧНОЙ ПЛАСТИНОЙ | 2010 |
|
RU2443509C1 |
| Сборный резец | 1985 |
|
SU1250398A1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| СПОСОБ КРЕПЛЕНИЯ СМЕННОЙ РЕЖУЩЕЙ ПЛАСТИНЫ В КОРПУСЕ РЕЗЦА | 2001 |
|
RU2206433C1 |
| Режущий инструмент | 1988 |
|
SU1593794A1 |
| СЕКЦИЯ ГРЕБНЕВОЙ СЕЯЛКИ | 2016 |
|
RU2620102C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| СЕКЦИЯ ГРЕБНЕВОЙ СЕЯЛКИ | 2016 |
|
RU2620101C1 |
| СЕКЦИЯ ГРЕБНЕВОЙ СЕЯЛКИ | 2016 |
|
RU2622165C1 |
| ШАРНИРНЫЙ НАКОНЕЧНИК ТЯГИ ТОРСИОННОГО СТАБИЛИЗАТОРА БОКОВОГО НАКЛОНА КУЗОВА ВАГОНА | 2022 |
|
RU2788958C1 |
Режущая пластина имеет стружколом, резьбовой профиль с вершиной и основную плоскость. Для обеспечения стабильного стружколомания стружколом выполнен в виде трех последовательно размещенных и взаимно сообщающихся вогнутых сферических поверхностей с центрами сферических поверхностей, расположенными на биссектрисе угла профиля резьбовой пластины и радиусами r сферических поверхностей, увеличивающимися от вершины резьбовой пластины к ее геометрическому центру, с величинами r1=0,10h, r2=0,15h, r3=0,20h соответственно, где h - высота резьбового профиля пластины с увеличивающимися от вершины высотами образуемых кромок сферических сопряжении в направлении, перпендикулярном основной плоскости пластины, на величину для каждой из сферических поверхностей пластины соответственно h1=0,05h, h2=0,15h, h3=0,027h, и со смещением от вершины центров сообщающихся сферических поверхностей соответственно на величину l1=0,2h, l2=0,3h, l3=0,55b. При этом образующие дна сферических поверхностей расположены по касательной к образующей окружности радиуса R=1,5h с координатами L, Н центра окружности относительно вершины резьбовой пластины в направлении биссектрисы угла профиля резьбовой пластины L=0,15h и в направлении, перпендикулярном основной плоскости резьбовой пластины H=0,85h. 2 ил.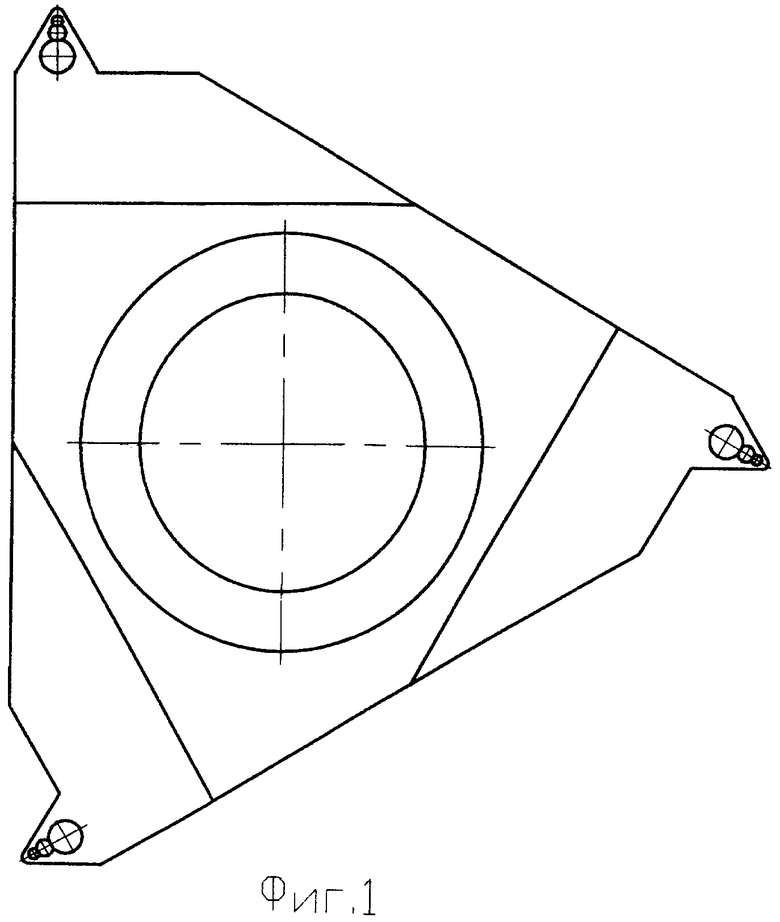
Сменная режущая многогранная резьбовая пластина, имеющая стружколом, резьбовой профиль с вершиной и основную плоскость, отличающаяся тем, что стружколом выполнен в виде трех последовательно размещенных и взаимно сообщающихся вогнутых сферических поверхностей с центрами сферических поверхностей, расположенными на биссектрисе угла профиля резьбовой пластины, и радиусами r сферических поверхностей, увеличивающимися от вершины резьбовой пластины к ее геометрическому центру, с величинами r1=0,10h, r2=0,15h, r3=0,20h соответственно, где h - высота резьбового профиля пластины, с увеличивающимися от вершины высотами образуемых кромок сферических сопряжений в направлении, перпендикулярном основной плоскости пластины, на величину для каждой из сферических поверхностей пластины соответственно h1=0,05h, h2=0,15h, h3=0,027h, и со смещением от вершины центров сообщающихся сферических поверхностей соответственно на величину l1=0,2h, l2=0,3h, l3=0,55h, при этом образующие дна сферических поверхностей расположены по касательной к образующей окружности радиуса R=1,5h, с координатами L, Н центра окружности относительно вершины резьбовой пластины в направлении биссектрисы угла профиля резьбовой пластины L=0,15h и в направлении, перпендикулярном основной плоскости резьбовой пластины H=0,85h.
| Металлорежущий инструмент | |||
| Основной каталог, Sandvik Coromant, 2008, с.10 | |||
| СБОРНЫЙ РЕЗЕЦ, ОСНАЩЕННЫЙ РОМБИЧЕСКОЙ ПЛАСТИНКОЙ | 0 |
|
SU198885A1 |
| СБОРНЫЙ РЕЗЬБОВОЙ РЕЗЕЦ | 0 |
|
SU257262A1 |
| Способ изготовления режущей многогранной пластины | 1985 |
|
SU1313618A1 |
| Способ получения 2-сила-1,3-диоксанонов-6 | 1972 |
|
SU452562A1 |

