Изобретение относится к изделиям для курения, таким как сигареты и, в частности, к горючим компонентам для изделий для курения, к изделиям для курения, таким как сигареты, которые включают горючие компоненты, изготовленные в соответствии с изобретением, и к способам и аппаратам для изготовления таких компонентов и изделий.
Сигареты, сигары и трубки представляют собой популярные формы изделий для курения табака. В течение многих лет было предложено много изделий для курения в качестве усовершенствования этих популярных форм изделий для курения табака или в качестве альтернативы последних. Примерами усовершенствованных изделий для курения являются сигареты и трубки, описанные в патентах США 4.793.365, 4.771.795, 4.756.318, 4.714.082 и 4.708.151, которые обычно включают горючий элемент, физически отдельные аэрозольобразующие средства и отдельный мундштук.
В опубликованных Европейских патентах 0174645(A2) и 0212234(A2), описания которых включены в данную заявку в качестве ссылки, описан ряд альтернативных форм изделий для курения, которые обычно включают (1) аэрозольобразующий патрон, содержащий горючий элемент для получения тепла, передаваемого аэрозольобразующему материалу, который может содержать материал для ароматизации табака, гильзу (2) или оболочку, охватывающую патрон, при этом гильза предпочтительно содержит изоляционный материал вокруг горючего элемента и табаксодержащий материал вокруг аэрозольобразующего материала, или в качестве альтернативы изоляционный материал вокруг всего аэрозольобразующего патрона и, возможно, (3) мундштук, который может содержать фильтрующий элемент. Обычно аэрозольобразующий патрон содержит капсулу, содержащую аэрозольобразующий материал с горючим элементом на одном конце.
В патенте США N 5.129.133 Уайта и др. описана экструдируемая сигарета, в которой углеродсодержащий материал экструдируют вокруг упакованного аэрозольобразующего материала таким образом, что углеродсодержащий материал и аэрозоль-образующий материал совместно проходят продольно при размещении между ними барьерного слоя. В качестве альтернативы аэрозольобразующий материал может охватывать углеродсодержащий материал при размещении между ними барьерного слоя.
Ранее при изготовлении сигарет и других изделий для курения, в которых используется углеродсодержащие горючие элементы с отдельными аэрозольобразующими средствами, обычно требовалось вначале по отдельности сформировать горючий элемент, а затем ввести приготовленный горючий элемент в состав сигареты с правильной ориентацией. Горючий элемент обычно получали путем изготовления водной массы из углерода или углеродсодержащего материала при экструдировании его через матрицу, имеющую требуемую форму поперечного сечения, при затвердевании экструдированной массы в виде самонесущей углеродсодержащей пробки и разрезании отвердевшего экструдата в виде горючих элементов требуемой длины. (SU. патент 1595329, кл. A 24 D 1/18, 1990, прототип)
Введение таких горючих элементов в сигарету или в другое изделие для курения представляло собой сложный процесс, который требовал ориентирования горючего элемента, подачи ориентированного горючего элемента в устройство, которое объединило бы горючий элемент с физически отделенным аэрозольобразующим средством обычно путем введения ориентированного горючего элемента в открытый конец полой металлической трубки, которая содержала носитель, с аэрозольобразующим материалом. Затем соединенные вместе горючий элемент и аэрозолеобразователь должны были быть ориентированы, подавались в набивающий аппарат и вводились в остальную часть структуры сигареты. См. например, патент США N 4.893.637, в котором были описаны аппарат и способы изготовления компонентов изделия для курения. Способ изготовления компонента в виде гильзы или оболочки был здесь описан, при этом несущий элемент, предпочтительно полая трубка, охватывается сжимаемым и упругим материалом с использованием нового формирующего устройства непрерывным образом для высокопроизводительного производства. Формирование изделия для курения включало в себя введение горючего элемента/аэрозолеобразователя в гильзу или оболочку при удалении при этом удаляемого опорного элемента.
Настоящим изобретением создается способ непрерывного формирования горючего компонента, содержащего гильзу или оболочку, охватывающую экструдированный горючий состав для использования в изделиях для курения, таких, как, например, изделия для курения типа сигареты.
Далее изобретение обеспечивает создание новых горючих компонентов и аппаратов для изготовления таких горючих компонентов, которые решают многие из производственных сложностей и приводят к получению улучшенных изделий для курения.
Согласно изобретению горючий компонент для изделия для курения формируется путем непрерывного экструдирования состава для формирования заранее выбранной формы, охватыванием непрерывно экструдируемого состава слоем материала для получения обернутого сердечника или композиционного элемента, предпочтительно связыванием горючего элемента со слоем материала и разрезанием полученного составного элемента на куски заданной длины для использования при сборке изделий для курения. Предпочтительно слой материала, который охватывает горючий элемент, действует с целью удержания горючего элемента в горючем компоненте. Предпочтительно удерживающий слой содержит сжимаемый эластичный материал, такой как волокнистый изолирующий материал. Окружающий материал целесообразно может содержать множество слоев, например слой изолирующего материала, такой как стекловолокно, слой материала, содержащего источник аромата для дыма такой как табак или табачная бумага, или другие материалы, содержащие экстракты табака или ароматизаторы. При желании любые дополнительные слои могут быть окружены дополнительным изолирующим слоем. Предпочтительно охватывающий(е) слой(и) обернут(ы) поверх бумагой или другим подходящим материалом для удобства работы с ним(и) и для определения наружного диаметра. Например, могут использоваться различные типы сигаретной бумаги для непрерывного оборачивания охватывающих слоев до этапа разрезания.
Ранее считалось непрактичным непосредственно экструдировать горючий элемент в горючий компонент по ряду причин. Одна причина состояла в том, что горючий состав после экструдирования имел очень слабую структурную целостность и в результате он в значительной степени не мог выдержать нагрузки требуемого процесса изготовления. Другая проблема являлась следствием внутренней природы экструзии. Экструдеры в значительной степени различаются в производительности из-за изменений в смеси, реологии материалов, проходящих сквозь матрицу, и других факторов. Кроме того, типы машин, требуемых для сборки горючих компонентов для изделий для курения, требуют постоянной подачи материала для выхода плотного материала. Другие проблемы включают структурную целостность готового компонента экструзию горючего вещества без примесей в окружающий слой считали как создающую проблему выпадывания. Иными словами до или после прикуривания сам горючий элемент мог бы выпасть из охватывающего(их) слоя(ев).
Теперь было обнаружено, что возможно экструдировать горючие элементы непосредственно и изготовлять горючие компоненты в ходе эффективного процесса изготовления, а также получать топливный компонент, в котором топливный элемент связан с охватывающим удерживающим слоем материала, предотвращая таким образом проблемы выпадывания.
В предпочтительном варианте выполнения данного изобретения сформированный компонент содержит удлиненный экструдированный горючий элемент, охваченный удерживающим слоем и связанный с последним, причем этот слой предпочтительно выполнен из сжимаемого эластичного материала, удерживающий слой охвачен бумажным оберточным материалом или аналогичным материалом. Согласно приведенному в данном тексте, "связанный" относится к материалу в удерживающем слое, который связан с наружной поверхностью экструдированного горючего элемента или приклеен к ней, таким образом, чтобы какая-то часть удерживающего материала, горючего элемента или вещество, создающее приклеивание или связь, должна была быть отломана или разорвана для отделения материала от экструдата.
В некоторых предпочтительных вариантах осуществления экструдированный горючий элемент содержит углеродсодержащий материал, пригодный в качестве топлива, предпочтительно содержащий углеродную массу, связующее и воду, с другими ароматизаторами или материалами или без них, который в последующем сушат для формирования горючего элемента.
В некоторых предпочтительных вариантах осуществления горючий элемент также содержит табак или источник табака или другого ароматизатора. Например, горючий элемент может содержать до примерно 20 мас. табака, предпочтительно примерно от 5 до примерно 15 мас. для придания полученному изделию для курения привкуса табачного дыма.
Сжимаемый эластичный удерживающий слой предпочтительно формируют с использованием волокнистого материала в форме рулона, имеющего ширину, достаточную для оборачивания вокруг экструдированного состава, и имеющего толщину, достаточную для получения требуемого наружного диаметра для этого компонента.
В некоторых предпочтительных вариантах осуществления используют множество упругих слоев. Особо предпочтительными являются такие варианты, при которых горючий элемент охватывается слоем изолирующего материала, такого как стекловолокно, который в свою очередь охватывается слоем табачной бумаги, который в свою очередь охватывается другим слоем стекловолокна.
Предпочтительно обернутый сердечник дополнительно обертывать наружной оберткой типа бумаги для формирования составного элемента с целью получения заранее заданного наружного диаметра для этого компонента.
Имеется множество факторов, которые способствуют успеху изобретения. Один предпочтительный аспект изобретения состоит в регулировании содержания влаги в углеродсодержащей массе, которую экструдируют в виде горючего элемента. Было обнаружено, что содержание влаги в углеродсодержащей массе должно поддерживаться в пределах примерно 20-45 мас. предпочтительно в пределах примерно 34-40 мас. в зависимости от обстоятельств экструдирования и состава горючей смеси для получения массы, которая обладает такими реологическими свойствами, которые позволяют экструдирование при обеспечении обращения с экструдатом, как описано выше, для получения сцепленного горючего элемента.
Уровень внутри этих пределов, при котором содержание воды должно удерживаться для обеспечения оптимальной пригодности к экструдируемости, зависит в определенной степени от температуры на выходе экструдера и матрицы, которые используются для получения продукта экструзии. Например, экструдеры поршневого типа, хотя и не являются непрерывными, имеют тенденцию к экструдированию при более низких температурах и таким образом могут использоваться более низкие содержания влаги в горючем составе. Однако непрерывные шнековые экструдеры имеют тенденцию к получению экструдатов при более высоких температурах, например 50-80oC. В таких случаях наибольшая часть воды мгновенно выпаривается из горючего состава, когда экструдат выходит из матрицы. Экструдат охлаждается в результате такого испарения, но получаемый экструдат может иметь слишком малое содержание воды для того, чтобы позволить дальнейшее манипулирование им в процессе операций по изготовлению. Таким образом более высокие значения начального содержания воды должны бы применяться в таких обстоятельствах.
Другой предпочтительный аспект изобретения состоит в применении действительной скорости получения экструдата из экструдера для регулирования скорости машины, которая наматывает слой материала вокруг экструдированного горючего элемента. Предпочтительно это делают путем введения в экструдат средств измерения скорости после того, как он выйдет из экструдера, и использования определенной таким образом скорости для регулирования скорости средств обматывания. Этот подход помогает в компенсации колебаний в скорости выдачи, которые иногда встречаются в отношении производительности экструдеров.
Другой путь компенсирования колебаний на выходе экструдера заключается во включении петли задержки в линию подачи между экструдером и средствами обматывания. Петля задержки должна быть достаточной по размеру и геометрии для компенсирования нормального колебания подачи экструдата и должна предотвращать резкие изгибы в линии экструдата в целях предупреждения растрескивания или разламывания экструдата. Предпочтительно как регулирование средств обматывания, так и петля задержки используются для стабилизирования производительности при подаче экструдата к средствам обматывания.
Другой аспект изобретения, который является в высшей степени предпочтительным в операции изготовления, состоит в использовании воздушной опоры в процессе поддержания экструдата при перемещении между экструдером и средствами обматывания. Воздушная пленка представляет собой несущее средство, с помощью которого экструдат, перемещающийся между экструдером и средствами обматывания, по крайней мере частично поддерживается воздушными струями, а не с помощью механического контакта. Такая опора может быть важной во избежание получения неравномерных, имеющих механические дефекты горючих компонентов. Воздушная прослойка также действует для охлаждения и сушки в некоторой степени экструдата при его транспортировке к устройству обматывания.
Очень важным элементом в успешной работе изобретения является способ, с помощью которого горючий элемент связывается с охватывающим материалом. Предпочтительно охватывающий материал обрабатывают создающим связь материалом до наматывания на горючий элемент. Например, в случае материала обматывания из стекловолокна связь между охватывающим слоем из стекловолокна и углеродсодержащим горючим элементом может быть получена путем реактивирования связывающего вещества пектина, который обычно включают в виде небольшого массового процента в стекловолокнистый материал, как его получают с рынка. Предпочтительно стекловолокнистый материал увлажняют небольшим количеством воды до его использования для обматывания экструдата. Предпочитают увлажнять стекловолокно небольшим количеством воды существенно выше по потоку относительно ее контакта с экструдатом, в результате чего пектин имеет возможность быть увлажненным и активироваться добавляемой влагой. Количество влаги, добавляемое этим способом, невелико, предпочтительно как раз достаточное для активирования пектина с целью удержания горючего элемента в горючем компоненте. Обычно количество добавляемой воды составляет порядка до 1-2% от конечной массы горючего элемента. Вода может быть подана через трубку с малым отверстием, предпочтительно трубку с отверстием в 18-20 мкм. Также предпочитают использовать распределяющий ролик с тем, чтобы вода, нанесенная на эластичный материал, распределялась по крайней мере на части поверхности прокладки из стекловолокна, которая будет контактировать с наружной поверхностью горючего элемента.
Прокладка из стекловолокна или другой охватывающий материал предпочтительно получают и подают так, как описано в патенте США N 4.893.637, в котором описано средство формирования воронки или раструба, имеющее дугообразные поверхности для направления кромок рулона вокруг горючего элемента. Там, где должен использоваться более, чем один слой типа рулона, могут использовать множество формирующих средств для формирования каждого из этих слоев вокруг горючего элемента. Однако те же самые материалы типа рулона могут быть сформированы одновременно при использовании одиночного формирующего средства согласно этому патенту. Например, для получения горючих компонентов, имеющих описанную структуру многослойного типа, т.е. при использовании двух слоев стекловолокна с промежуточным слоем папиросной бумаги, слой папиросной бумаги может подаваться в то же самое формирующее средство одновременно с одним или другим из слоев стекловолокна. В этом случае формирующее средство направляет кромки как слоя стекловолокна, так и папиросной бумаги так, чтобы оба слоя охватывали горючий элемент.
Конечные стадии изготовления горючего компонента это обматывание этого компонента в бумагу для сигарет или другую подходящую бумагу, герметизация этой бумаги так, чтобы компонент удерживался вместе, и разрезание его на отрезки требуемой длины. Предпочтительно все это делается на одном и том же устройстве, и на рынке имеется ряд машин, которые будут выполнять эти задачи. В данном случае предпочтительным является машина для изготовления сигаретных фильтров KDF-2, изготовляемая фирмой Хауни из Гамбурга, Германия. В значительной мере предпочтительным является то, чтобы скорость машины KDF-2 регулировалась линейной скоростью экструдата, выходящего из экструдера, как упомянуто выше.
Вне всякого сомнения наибольшая выгода, достигаемая изобретением, заключается в выгоде по скорости и производительности. При предшествующем процессе экструдат должен был пропускаться через длинный ряд сушильных средств, таких как воздушные струи, с целью сушки отрезков горючего материала так, чтобы ими можно было манипулировать и хранить их. Затем отрезки должны были собираться вместе, загружаться в лотки, которые в свою очередь загружали в подающие машины для подачи горючих элементов во вставляющую машину при должном ориентировании, как соисано, например, в патенте США N 4.782.644, выданном 8 ноября 1988 г.
Новый процесс пригоден для производства горючих элементов многократным образом, затем они могут быть соединены с остальными частями изделий для курения с помощью хорошо известной технологии изготовления сигарет. При работе на полной скорости KDF-2 может обрабатывать примерно 400 линейных футов в минуту экструдата. При разделении на кратные в 4 или более, в результате с помощью этого способа можно производить тысячи горючих компонентов в минуту.
Первоначальная цель воздушных струй состоит в обеспечении переноса с минимальным контактом между экструдером и обматывающим/разрезающим устройством, а не как средства для сушки экструдата. С помощью способа прямого вдувания, ставшего возможным благодаря изобретению, горючий элемент практически еще имеет высокое содержание воды, например, от примерно 28 до примерно 30% когда его включают в горючий компонент. Основная сушка происходит тогда, когда горючие элементы находятся внутри горючих компонентов, при этом их конечное содержание влаги составляет примерно от 4 до примерно 10% предпочтительно от примерно 4 до примерно 6 мас. Поэтому большинство из сушильного оборудования устраняется, также как и лотки, манипулирование, оборудование для подачи, оборудование для вставления и практически весь процесс вставления.
Не только значительно сокращаются обработка и требуемое оборудование, а также манипулирование, но получаемые изделия существенно улучшаются. Тот факт, что горючий элемент соединен с охватывающим материалом, является полезным, предотвращая выпадение горючего элемента. Уменьшение числа средств обработки означает, что горючие элементы подвергаются в намного меньшей степени ударам, отламыванию, растрескиванию и неправильному манипулированию, что дает существенное улучшение общего качества изделия и существеннее уменьшение количества брака.
Кроме того, расположение горючих элементов внутри горючего компонента является более плотным по сравнению с результатами процесса введения. Таким образом, новейшие изделия для курения могут быть изготовлены более плотными при исключении затруднений у курильщика при его попытках зажечь горючий элемент, который исчез в сигарете во время процесса вставления.
Предпочтительно горючие элементы согласно изобретению используют в сочетании с физически раздельным средством генерирования аэрозоля, которое включает подложку, несущую аэрозолеобразующий материал. Предпочтительно аэрозолеобразующее средство расположено продольно смежным с горючим элементом, предпочтительно с зазором 1-10 мм позади горючего элемента с целью уменьшения фитильного эффекта. Предпочтительным носителем является бумажный носитель.
Предпочтительно, чтобы в изделиях для курения, таких как сигареты, содержащие горючий элемент, согласно изобретению дополнительно использовался мундштук на конце сигареты со стороны рта для передачи курильщику аэрозоли, Предпочтительные мундштуки включают отрезок папиросной бумаги в виде рулона, расположенный ниже по потоку относительно аэрозолеобразуэщего средства, с малоэффективным фильтром, например фильтром из полипропилена, расположенным ниже по потоку относительно пробки из папиросной бумаги, в мундштуке сигареты.
При курении тепло от горящего горючего элемента быстро передается аэрозолеобразующему средству в сигаретах, использующих компоненты согласно, и это тепло вызывает улетучивание содержащегося внутри аэрозолеобразующего материала, который в свою очередь производил для пользователя "подобный дыму" аэрозоль через мундштук изделия для курения.
В дополнение к упомянутым преимуществам некоторые предпочтительные компоненты согласно изобретению способны давать аэрозоль, который химически несложен, так как состоит из главным образом воздуха, окислов углерода, воды, аэрозолеобразователя, включая любые желательные ароматизаторы или другие желательные улетучивающиеся материалы, и следовые количества других материалов.
Другие предпочтительные варианты выполнения включают некоторые количества табака в горючем составе и/или содержат некую разновидность табака, например скрошенный табак, папиросную бумагу, табачный экстракт и т.д. в изолирующем слое, охватывающем горючий элемент и/или охватывающем аэрозолеформирователь. Такие изделия для курения выделяют в дым улучшенный аромат.
WTPM, выделяемый предпочтительными сигаретами согласно изобретению, предпочтительно обладает малой активностью или не обладает измеряемой активностью при измерении с помощью опыта Эймса, т.е. предпочтительно имеется малая или незначительная взаимосвязь с эффектом дозы между WTPM, выделенным предпочтительными сигаретами согласно изобретению, и числом ревертантов, получаемых в стандартных тестовых микроорганизмах, подвергнутых воздействию таких продуктов. Согласно мнению авторов опыта Эймса значительная реакция в зависимости от дозы указывает на присутствие мутагенных материалов в проверяемых продуктах. См. Ames et a 1. Mut. Res. 31: 347-364 (1975); Nagao et a 1. Mut. Res. 42: 335 (1977).
Согласно применению в данном описании и только для целей данной заявки, "аэрозоль" понимается как включающий пары, газы, частицы и тому подобное, как видимые, так и невидимые, и в особенности те компоненты, воспринимаемые потребителем как "дымоподобные", которые образуются под воздействием тепла из горящего горючего элемента на вещества, заключенные внутри аэрозолеобразующего средства или где-нибудь в другом месте в изделии. При таком определении термин "аэрозоль" также включает летучие ароматизирующие вещества и/или другие летучие вещества, независимо от того, производят ли они видимый аэрозоль.
Согласно примененному в данном случае, "углеродсодержащий" относится к применению по крайней мере примерно 50 процентов углерода в содержании твердого материала в горючем элементе или массе, используемой для его приготовления.
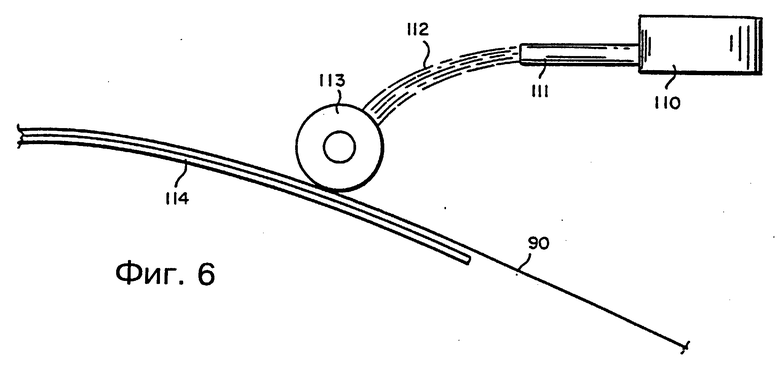
На фиг. 1 представлен продольный вид в разрезе, иллюстрирующий один вариант выполнения горючего компонента для изделия для курения, изготовленного согласно изобретению; на фиг. 2 вид с торца варианта выполнения с фиг. 1; на фиг. 3 продольный вид в разрезе, иллюстрирующий один вариант изготовления сигареты с использованием такого горючего компонента, какой иллюстрируется на фиг. 1 и 2; на фиг. 4 схематическое изображение одного варианта выполнения аппарата для изготовления компонентов для изделий для курения согласно изобретению; на фиг. 5 схематичная иллюстрация другого варианта выполнения аппарата для изготовления компонентов для изделий для курения согласно изобретению; на фиг. 6 схематичная иллюстрация предпочтительной системы разбрызгивания, используемой с аппаратом, показанным на фиг. 4.
Подробное описание предпочтительного варианта выполнения.
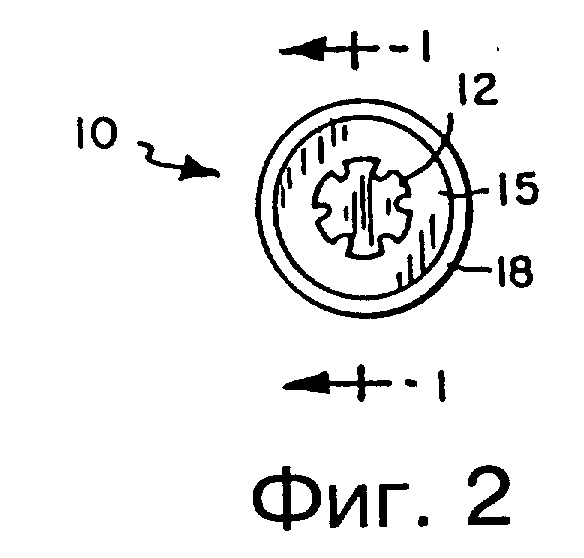
Согласно изобретению горючие компоненты для изделия для курения могут быть изготовлены в ходе непрерывного процесса. В соответствии с фиг. 1, каждый горючий компонент 10 содержит экструдированный состав 12, охватываемый удерживающим материалом 15 и связанный с ним и предпочтительно обернутый наружной оберткой 18 типа бумаги. Эти компоненты обычно имеют диаметр примерно 7-8 мм, при этом длина переменна в зависимости от требуемых характеристик теплообразования горючего элемента в изделии для курения. Длину также предпочтительно выбирают таким образом, чтобы после гашения горючего элемента оставалась часть горючего элемента, которая еще скреплена с удерживающим слоем. Горючие элементы, имеющие другие диаметры и конфигурации, легко могут быть изготовлены.
Для вариантов выполнения по изобретению с использованием экструдированного состава 12, включающего углеродсодержащий горючий материал для горючего элемента, горючий материал обычно приготовляют из волокнистого целлюлозного материала путем пиролиза при температуре от примерно 400 до 900oC, предпочтительно от примерно 550 до 750oC, в неокислительной атмосфере. Пиролизованный материал рубят на волокна небольшой длины, смешивают со связующим, водой и другими подходящими материалами, такими как карбонат натрия или другой источник натрия для оптимальных характеристик зажигания и горения тлением, аспарагин для придания формы изделиям для курения, разновидность табака для получения аромата, или другие требуемые материалы, а затем экструдируют до получения желательной формы. Регулирование уровня натрия в горючем и использование аспарагина описаны в патенте США N 5.178.167 Риггса и др. описание которого включено в настоящее путем ссылки.
Конфигурация и состав горючего элемента будут зависеть от характеристик, которые должен иметь горючий элемент при его использовании в изделии для курения. Например, горючие элементы могут быть изготовлены из смеси, содержащей 90 мас. карбонизированной целлюлозы из сульфатной целлюлозы из лиственной древесины, размолотой до среднего размера частиц 12 мкм, и 10% связующего из альгината аммония KeIco HV. Эту смесь из угольного порошка и связующего предпочтительно смешивают вместе с водным раствором карбоната натрия соответствующей концентрации для образования экструзионных смесей, из которых получают горючие элементы в их конечной форме, содержащие от примерно 2000 до примерно 20.000 ч. на млн. натрия (Na), что замеряют с использованием индуктивно связанной плазменной атомной эмиссионной спектроскопии (ICP-AES). К смеси могут быть добавлены примерно 30 мас. Na2CO3 в растворе вместо части или всей воды для получения различных экструзионных смесей.
Другие подходящие источники углеродсодержащих материалов это уголь от оболочки кокосовых орехов, такой как уголь РХС, имеющийся на рынке под маркой РСВ, и экспериментальный уголь, имеющийся на рынке в виде партий В-11030-САС-5, В-11250-САС-115 и 08Э-А12-САС-45 от фирмы Калгон Карбон Корпорейшн, Питтсбург, Пенсильвания.
Уголь из целлюлозы из лиственной древесины может быть приготовлен, например, карбонизированием не содержащей талька марки бумаги из сульфатной целлюлозы из лиственной древесины Grand Prarie Canadian под азотной защитной атмосферой, при повышении температуры ступенчатым образом, достаточным, чтобы свести к минимуму окисление бумаги, до конечной температуры карбонизации не ниже 750oC. Полученный угольный материал охлаждают в атмосфере азота до температуры ниже примерно 35oC и затем размалывают до мелкого порошка со средним размером частиц примерно 12 мкм в диаметре (измерение с использованием средства Microtrac).
Горючую смесь эрструдируют через матрицу, которая обеспечивает получение горючих элементов, имеющих определенную форму поперечного сечения. Например, как показано на фиг. 1-3, эрструдированные горючие сердечники имеют шесть одинаково отстоящих пазов или канавок по периметру, каждый из которых имеет глубину примерно 0,03 дюйма (0,0762 см) и ширину примерно 0,024 дюйма (0,6096 мм). Предпочтительно внутренняя поверхность паза закруглена, как показано, в целях улучшенной структурной целостности.
Как описано выше, горючий элемент удерживается внутри горючего компонента согласно изобретению с помощью удерживающего слоя. Предпочтительно удерживающее средство охватывает всю продольную периферию горючего элемента. Этот слой также может быть вытянут за пределы одного или обоих концов горючего элемента, эффективно отодвигая горючий элемент, отделяя его от остальных компонентов сигареты. Предпочтительно эластичная природа удерживающего средства может позволять ему частично вытягиваться в любые пазы на периферии горючего элемента. Предпочтительное удерживающее средство также помогает удерживать тепло и ограничивает количество атмосферного воздуха с радиального направления, который в противном случае мог бы протекать к горючему элементу при использовании. Таким образом, предпочтительное удерживающее средство действует как изолирующий орган.
Удерживающий материал может содержать стекловолокно (например, стекло "С" Owens-Corning), смесь табачного наполнителя/стекловолокна, сложенную или мелко нарезанную папиросную бумагу, сложенную или мелко нарезанную углеродсодержащую бумагу, скрошенный табак и тому подобнее.
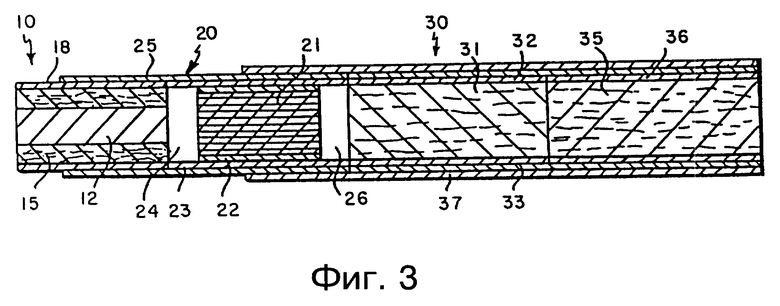
Как показано на фиг. 3, обычное изделие для курения типа сигареты, включающее предпочтительные горячие компоненты согласно изобретению, содержит горючий компонент 10, который продольно является смежным с аэрозолеобразующим средством 20. Аэрозолеобразующее средство в изображенном виде содержит носитель 21, который несет аэрозолеобразующий материал, такой как глицерин, и обертку 22, например ограждающая бумага. Аэрозолеобразующее средство 20 целесообразно заключить в обертку или трубку 23 из крепкой бумаги или другого подходящего материала. Средство аэрозолеобразования расположено в трубке 23 так, что оно отделено интервалом от ее концов. В зависимости от длины носителя пустота или пространство 26 может существовать между носителем и передним концом мундштука 30. Это пространство может содержать табак, такой как скрошенный табак, или папиросную бумагу, при желании. Предпочтительно аэрозолеобразователь и горючий компонент соединены вместе другой оберточной бумагой 25, которая может быть отделена интервалом от горящего конца горючего компонента. Носитель 21 и горючий элемент 12 предпочтительно разделены пространством 24, которое помогает при предотвращении перемещения аэрозолеобразуюшего материала и в предотвращении перегрева носителя.
Сигарета дополнительно содержит мундштук 30, выполненный из рулона 31 папиросной бумаги или другого подходящего материала, присоединенного к фильтру 35 малой эффективности, например выполненному из полипропилена или другого подходящего материала.
Для легкости манипулирования ролик из папиросной бумаги 31 и фильтр 35 обматываются кусками бумаги 32 и 36, соответственно, и эти два компонента в свою очередь могут быть объединены оберткой 33.
Предпочтительно мундштук 30 соединяют с передним концом сигареты другой внешней оберткой из бумаги 37, как показано на фиг. 3.
Предпочитаемое аэрозолеобразующее средство включает аэрозолеобразующий материал (например, глицерин), табак в какой-либо форме (например, табачные порошки, табачный экстракт или табачная пыль) и другие аэрозолеобразующие материалы и/или ароматизирующие табак вещества, такие как какао, лакрица и сахары. Аэрозолеобразующий материал обычно размещен в носителе, таком как сжатая бумага, сжатая папиросная бумага или в другой форме носителя. Табачный материал может охватывать горючий элемент, носитель и/или использоваться в любом месте в изделиях для курения согласно изобретению.
Предпочтительно носитель является монолитным. Когда носитель представляет собой материал типа бумаги, является крайне предпочтительным, чтобы такой носитель был размещен на определенном расстоянии от горючего элемента. Расположение на расстоянии желательно в целях сведения к минимуму контакта между горючим элементом и носителем, в результате чего предотвращается перемещение аэрозолеобразующих материалов к горючему материалу, также как и ограничивается подгорание или сгорание бумажного носителя. Интервал 24 может быть обеспечен с помощью утопленного характера горючего элемента в изолирующем и удерживающем средстве или путем создания физического пространства (например, зазора) между горючим элементом и носителем в процессе изготовления.
Мундштук 30 предусмотрен для подачи аэрозоля в рот курильщика. Обычно мундштук имеет в общем трубчатую форму и содержит табачные материалы (например, цилиндрическую порцию сжатого табака) и фильтрующий элемент.
Один подходящий горючий состав содержит от примерно 60 до примерно 99 мас. углерода; от примерно 1 до примерно 20 мас. подходящего связующего; от примерно 1 до примерно 5 мас. аммиаквыделяющего соединения; и от примерно 2000 до примерно 20.000 на млн натрия (Na), что замеряется с использованием индуктивно связанной плазменной атомной эмиссионной спектроскопии (ISP-AES). Соединения, способные выделять аммиак в условиях горения горючего состава, включают такие соединения, как мочевина, неорганические и органические соли (например, карбонат аммония, альгинат аммония или моно-, ди- или триаммонийфосфат); аминосахары (например, пролинофруктоза или аспарагинофруктоза); аминокислоты, в частности альфааминокислоты (например, глутамин, глицин, аспарагин, пролин, аланин, цистин, аспарагиновая кислота, фенилаланин или глутамовая кислоты); ди- или трипептиды; соединения четвертичного аммония и т. п. Эти горючие составы подробно описаны в патенте США N 5.178.167 тРиггса и др. описание которого включено в настоящее путем ссылки.
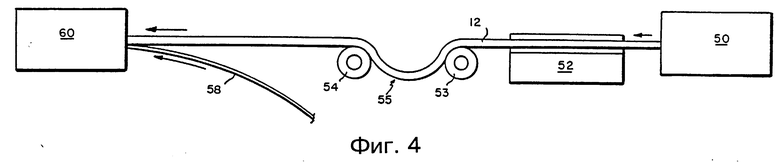
Согласно фиг. 4 влажная смесь может экструдироваться с использованием плунжерно-поршневого экструдера 50, такого как HET-120 A фирмы Hydramet American Inc. Экструдированная смесь 12 выходит из матрицы в виде непрерывного экструдата, имеющего заданную форму поперечного сечения, и ее выкладывают на транспортер 52 аэродинамического профиля. После этого эрструдат 12 входит в контакт с роликом 53, который может представлять собой тахометр, для измерения линейной скорости потока экструдата, причем эта скорость может быть использована для управления скоростью обертывающего средства 6Э, такого как модифицированная машина KDF-2. Обычно экструдат армируется в контур задержки 55 между тахометрическим роликом 53 и поддерживающим роликом 54 в целях компенсации изменений скорости между составными элементами аппарата, в особенности экструдера 53 и машины KDF-2 60. Удерживающий материал 58 предусмотрен для охватывания экструдата слоем материала. Предпочтительно удерживающий слой снабжен материалом, который будет способствовать в формировании связи с наружной поверхностью горючих элементов, до обматывания этих горючих элементов. Когда удерживающий слой представляет собой слой стекловолокна, содержащий, например, от примерно 3 до примерно 5 мас. пектина, связывание может быть осуществлено путем обрызгивания по крайней мере части поверхности подушечки из стекловолокна водой достаточно загодя до обматывания горючего элемента, чтобы пектин в стекловолокне был активирован для связывания с горючими элементами.
Предпочтительный транспортер 52 с аэродинамическим профилем представляет собой канал, содержащий систему отверстий в приточной вентиляции, подающей воздух низкого давления для поддержания экструдата на его выходе из экструдера и по мере его продвижения до соединения с рулоном материала, когда он входит в машину KDF-2. Конвейер с аэродинамическим профилем может быть прерван, например, путем применения поддерживающих колес для образования петли 55 из экструдата с тем, чтобы изменения скорости на KDF-2 и на экструдере не разломали экструдат.
Средство для обертывания предпочтительно представляет собой имеющуюся на рынке машину для изготовления фильтров, которая может быть поставлена фирмой Хауни из Гамбурга под наименованием KDF-2. Средство для обматывания как наматывает удерживающий слой, охватывающий горючий элемент в бумажную обертку, так и разрезает составной элемент на куски заранее заданной длины.
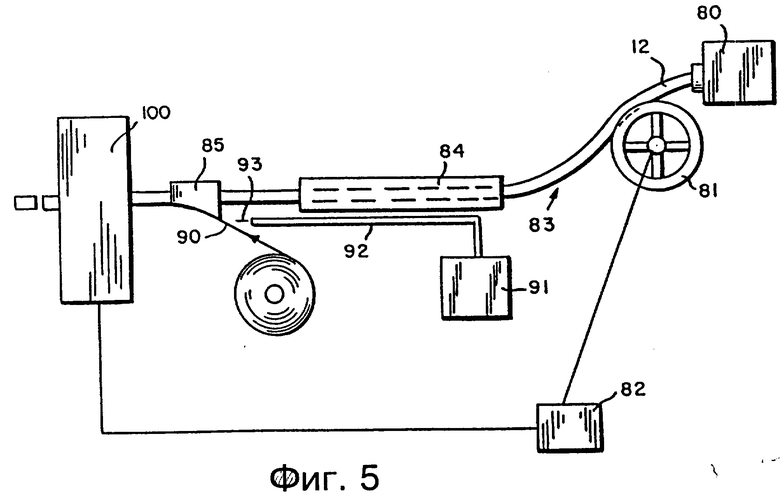
Другой предпочтительный вариант выполнения аппарата для изготовления горючих компонентов согласно изобретению схематически показан на фиг. 5. Как показано, смесь экструдируют до требуемой формы с использованием экструдера для составных изделий, такого как двухшнековый экструдер 80 для составных изделий. Подходящим экструдером этого типа является экструдер MP-50-35 DE XLT фирмы Бэйкер-Перкинс; предпочтительно его оснащают шнеком, включающим ряд подающих винтовых участков, лопастных участков и продвигающих винтовых участков.
По выходе из экструдера экструдат 12 контактирует с тахометрическим колесом 81, линейная окружная скорость которого точно замеряется соответствующими средствами. Например, скорость вращения такого тахометрического колеса может быть измерена фотодатчиком (не показан), предназначенным для регистрации на зубцах шестерни, прикрепленной к тахометрическому колесу 81. Сигналы от датчика скорости передаются устройством управления 82 на регулятор, который управляет скоростью устройства для обматывания и разрезания 100.
После ухода с тахометрического колеса 81 экструдат 12 попадает в петлю задержки 83, которая помогает скомпенсировать разницу в производительности между экструдером и устройством обматывания и разрезания.
Затем экструдат входит на транспортер с аэродинамическим профилем 84 для перемещения к установке 85, где удерживающий слой рулонного материала 90 наматывают вокруг горючего элемента. Например, горючий элемент может быть окружен эластичной подушечкой из стекловолокна C Owens-Corning. В отношении подробностей, касающихся свойств этого материала, см. с. 43-52 монографии "Химические и биологические исследования новых опытных образцов сигарет, которые греют вместо сжигания табака, фирма Р.Дж. Рейнолдс Тобакко Ко. (1988).
В машине 100 для обматывания и разрезания слой стекловолокна в свою очередь схватывается бумажной оберткой, предпочтительно бумагой типов, описанных в патенте США N 4938238.
Компоненты могут быть приготовлены путем подачи экструдата и рулонного материала, например, в машину 60 для изготовления фильтров KDF-2 фирмы Хауни, снабженную нормирующим устройством, как описано в патенте США N 4.893.637. Составной элемент обматывают бумагой, описанной в патенте США N 4.938.238 или в другую обертку из папиросной бумаги, в устройстве для обертки. После того, как обертка 18 (фиг. 2) выполнена и загерметизирована вокруг эластичного слоя 15, диаметр составного элемента установлен. Нож расположен поперек к устройству для обматывания в целях разрезания составного изделия в обмотке на куски заранее заданной длины в целях дальнейшей обработки до изготовления изделий для курения. Обычно величины длины представляют собой кратное требуемого размера, который должен использоваться для каждого изделия для курения. Например, если используют длину компонента в 10 мм для каждого изделия для курения, то длина составного элемента в обмотке может составлять, например, 40 мм, давая кратное в 4 горячих компонента, которые затем могут быть разрезаны и соединены с соответствующими носителями для получения переднего конца сигареты, который затеи может быть соединен с отдельными мундштуками для получения сигареты.
Как изображено на фиг. 5 средство для связывания удерживающего материала или подушечки с поверхностью горючего элемента включает источник материала, побуждающего связывание, 91, канал 92, переносящий материал поблизости от подушечки, подаваемой для обматывания вокруг экструдата, и трубку 93 малого диаметра для разбрызгивания материала, побуждающего связывание, на поверхность рулонного материала 90 до обматывания вокруг экструдата. Размещение средств нанесения материала, побуждающего связывание, зависит от применяемого количества материала, побуждающего связывание, и от некоторого периода задержки, необходимого для побуждения связывания в достаточной степени, чтобы эти связи были обеспечены с предусмотренным контактом между горючим элементом и охватывающим материалом.
Например, в случае подушечки из стекловолокна, содержащего пектин, материал, побуждающий связывание, это такой, который будет активировать пектин для образования связей. Предпочтительным связывающим материалом является вода. Размещение средств для подачи материала, побуждающего связывание, зависит от содержания пектина в подушечке, скорости системы и т.д. в результате чего подушечка из стекловолокна увлажняется активирующим материалом достаточно раньше того времени, когда пектин или другой связывающий материал будет активным ко времени, когда он будет обернут вокруг горючего элемента, или непродолжительное время после этого. Количество воды, используемой для активирования рулонного материала, очень мало, порядка примерно 1 до примерно 3 мас. от горячего компонента.
Средство, побуждающее связывание, может быть нанесено на эрструдат с использованием трубки подачи и иглоподобного элемента с расходом, регулируемым подачей под действием собственного веса от источника при заданном возвышении, или дозированием, или другим подходящим средством, легко приготовляемым квалифицированным станочником-оператором.
Более подробное схематическое описание подходящего устройства для нанесения материала, побуждающего связывание, показано на фиг. 6. Вода или другой связывающий материал 112 выводится из источника 110 и разбрызгивается через трубку малого диаметра 111 на разбрызгивающий или распределяющий ролик 113. Распределяющий ролик 113 входит в контакт с частью поверхности удерживающего слоя, который будет контактировать с поверхностью горючего элемента в готовом горючем компоненте. Как показано, ролик расположен с зазором для того, чтобы конактировать с удерживающим слоем 90 по мере его подачи до дугообразной поверхности 114 обворачивающего средства, как описано в патенте США N 4.893.637. На практике расположение для нанесения материала, побуждавшего связывание, определяется скоростью экструдата и другими факторах, как упомянуто выше, таким образом, что на охватывающий материал наносится достаточное количество материала, побуждающего связывание, в течение достаточного периода времени, чтобы могло произойти должное связывание. В случае подушечки из стекловолокна воду вводят в контакт с удерживающим слоем в течение достаточного времени для того, чтобы позволить активирование пектина или другого образующего связь материала.
Предпочтительно поверхность распределяющего ролика 113 имеет накатку для того, чтобы способствовать распределению материала, вызывающего связывание.
Для получения связи между экструдатом и эластичным слоем эластичный слой, содержащий активируемый водой связывающий материал, предпочтительно увлажняют как раз до обматывания горючего элемента. Предпочтительно, вода используется в качестве увлажняющего вещества для солюбилизации или иного активирования связывающих материалов на поверхности слоя материала для склеивания или связывания с поверхностью экструдата после выпаривания воды. Другие подходящие растворители могут быть использованы в зависимости от состава охватывающего слоя, состава связывающего вещества и состава экструдата. Дополнительный связывающий агент также может быть использован в растворителе или в смачивающем веществе, или на поверхности экструдата в целях дополнительного усиления склеивания или связывания. Например, пектин или NaCMC может быть растворен в воде для того, чтобы ускорить или обеспечить склеивание между эластичным слоем и экструдатом.
В предпочтительных горючих компонентах согласно изобретению горючий элемент представляет собой углеродсодержащий материал, включающий по крайней мере 50 мас. элементарного углерода. Горючий компонент обычно имеет длину по крайней мере примерно 10 мм, предпочтительно по крайней мере приблизительно 12 мм. Предпочтительно максимальная длина горючего элемента составляет примерно 20 мм, при этом предпочтительная длина составляет примерно 16 мм или менее. Предпочтительным является то, чтобы значительная длина горючего элемента была выставлена для горения и чтобы значительная часть горючего элемента была расположена в изделии для курения с тем, чтобы не гореть, когда изделие для курения используют для курения. Это позволяет сохранению связи между значительным участком горючего элемента без нарушения теплом, создаваемым в процессе курения. Таким образом, в горючем элементе длиной 16 мм первые 4 мм могут быть выставлены для горения с наличием преграды для кислорода или теплоотвода, помещенного таким образом, чтобы горючее вещество в нормальном случае самозатухло на расстоянии примерно 6 мм. Можно было бы ожидать, что курение такого изделия могло бы разрушить связь между горючим элементом немного за пределы точки затухания, например, до 8 мм от исходного зажженного конца горючего элемента даже, если связи между горючим элементом и окружающим материалом будут сохранены, например, связи между 8 и 16 мм от конца зажигания элемента, обеспечивая таким образом достаточную уверенность против выпадания горючего элемента.
Горючий элемент согласно изобретению может быть экструдирован с широким разнообразием форм.
Материалы, пригодные для сжимаемого эластичного обертывающего слоя 15, в практике изобретения могут представлять собой любой материал, который может быть намотан вокруг экструдата 12 для получения горючего компонента 10, имеющего наружную цилиндрическую поверхность, которая предпочтительно обеспечивает некоторую упругость при изготовлении и при использовании. Предпочтительно, чтобы эластичный материал был стабильным при повышенной температуре при условиях использования изделия для курения.
Примеры пригодных материалов включают стеклянное или керамическое волокно, табак, эластомерные составы, сжатые бумажные рулончики и т.п.
Когда табак или содержащая табак бумага используются для образования эластичного слоя, табак может выделять аэрозоль, например, ароматические вещества, такие, какие используются для аэрозолеобразующего компонента в соответствии с изобретением.
Предпочтительно материалы, используемые для изготовления удерживающего слоя в горючих компонентах в соответствии с изобретением, также являются изолирующими материалами.
В данном тексте выражение "изолирующий материал" применимо ко всем материалам, которые действуют вначале как изоляционные. Предпочтительно эти материалы не горят в значительной мере при использовании, но они могут плавиться в процессе применения, как, например, низкотемпературные марки стекловолокна. Подходящие изолирующие материалы имеют теплопроводность в г-кал/(с)х(см2)х(oC/см) менее, чем примерно 0,05, предпочтительно менее, чем примерно 0,02, более предпочтительно менее, чем примерно 0,005. См. Химический словарь Хах, 34, 4-е изд. 1969 г. и Учебник химии Ланге, 10, 272-274, 11-е изд. 1973 г. Предпочтительные изолирующие материалы образуют слой 15 обычно по крайней мере толщиной примерно 0,5 мм, более предпочтительно по крайней мере примерно 1,0 мм. Компоненты изолирующего и/или удерживающего материала, который охватывает горючий элемент, могут колебаться. Материал предпочтительно представляет собой такой, который имеет тенденцию не гореть, или материал, который горит, но не разрушается. Примеры подходящих материалов включают стекловолокно и другие материалы типа, описанного в патенте США N 5.105.838 Уайта и др. публикация Европейского патента N 336.690; и стр. 48-52 монографии под названием "Химические и биологические исследования новых опытных образцов сигарет, которые греют вместо сжигания табака", Р.Дж. Рэйнолдс Тобакко Ко. (1988 г.).
Горючий компонент 10 предпочтительно обматывают одним или более слоями папиросной бумаги 18. Предпочтительные типы бумаги не должны гореть открытым пламенем при горении горючего элемента. В дополнение к этому бумага предпочтительно должна иметь регулируемые свойства тления и должна производить серый пепел, похожий на пепел сигарет.
| название | год | авторы | номер документа |
|---|---|---|---|
| Курительное изделие | 1991 |
|
SU1836038A3 |
| Изделие для курения (его варианты) | 1991 |
|
SU1837815A3 |
| АЭРОЗОЛЬОБРАЗУЮЩИЙ СУБСТРАТ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И СИГАРЕТА (ВАРИАНТЫ) | 1992 |
|
RU2097996C1 |
| СОСТАВНОЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И СИГАРЕТА | 1993 |
|
RU2102906C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2721796C2 |
| КАРТРИДЖ ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2020 |
|
RU2834356C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СИГАРЕТ (ВАРИАНТЫ) | 1993 |
|
RU2109468C1 |
| Курительное изделие | 1989 |
|
SU1812955A3 |
| ТЕПЛОВЫРАБАТЫВАЮЩИЙ СЕГМЕНТ ДЛЯ СИСТЕМЫ ОБРАЗОВАНИЯ АЭРОЗОЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2016 |
|
RU2744289C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ АЭРОГЕЛЬ | 2017 |
|
RU2732420C2 |
Использование: в горючих компонентах для изделий для курения, таких, как сигареты, способах изготовления таких горючих компонентов и сигаретах или других изделий для курения, включающих эти новые горючие компоненты. Сущность изобретения: горючие компоненты для изделий для курения формируют путем непрерывного экструдирования состава для получения заранее заданной формы, схватывания непрерывно экструдируемого состава слоем материала для образования составного элемента, предпочтительно связывания горючего элемента со слоем материала, и разрезания полученного составного элемента на отрезки заранее заданной длины для применения в изделиях для курения, 2 с. и 17 з.п. ф-лы, 6 ил.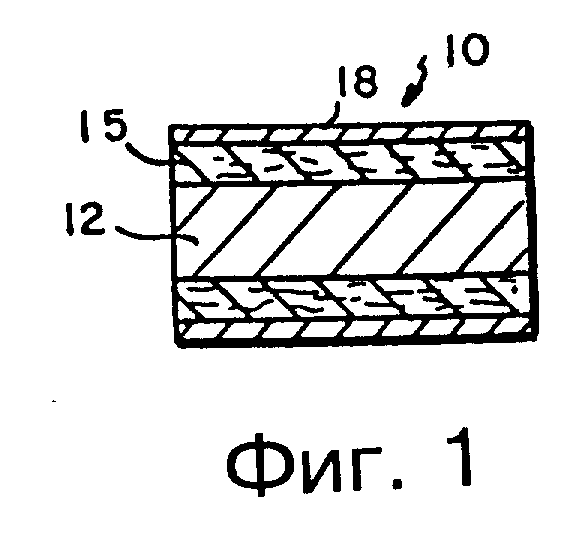
| SU, патент, 1595329, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
