Изобретение относится к курительным изделиям, в частности к курительным изделиям, в которых используется табак, таким, как сигареты, сигары и трубки, использующим в различных формах табак.
Известны многочисленные продукты с улучшенными показателями или в качестве альтернатив популярным курительным изделиям. К примеру, в многочисленных ссылках предлагаются изделия, создающие ароматизированные пары и/или видимый аэрозоль. В большинстве таких изделий используется источник горючего топлива, создающий аэрозоль и/или нагревающий образующее аэрозоль вещество (например, US, A, 4714082, Banerjee и др., кл. А 24 D 1/18, 1987).
Изобретение относится к курительным изделиям, таким как сигареты, и, в частности, к тем курительным изделиям, в которых имеется короткий топливный элемент и физически отделенные средства создания аэрозоля. Курительные изделия этого типа, а также материалы, способы и/или устройства, применяемые в них и/или для их изготовления, раскрыты в следующих патентах США NN 4708151 (Shelar et al. ), 4714082 (Banerjee et al. ), 4732169 (Resce), 4756318 (Clearman et al. ), 4782644 (Haarer et al.), 4793365 (Sensabaugh et al.), 4802568 (Haarer et al.), 4827950 (Banerjee et al.), 4870748 (Hensgen et al. ), 4881556 (Clearman et al.), 4893637 (Hancock et al.), 4893639 (White), 4903714 (Barnes et al. ), 4917128 (Clearman et al.), 4928714 (Shannon), 4938238 (Hancock et al.), 4989619 (Clearman et al.), 5027837 (Clearman et al. ), 5038802 (White et al.), 5042509 (Banerjee et al.), 5052413 (Baker et al. ), 5060666 (Clearman et al.), 5065776 (Lawson et al.), 5067499 (Banerjee et al.), 5076292 (Baker et al.), 5076297 (Farrier et al.), 5088507 (Baker et al. ), 5099861 (Clearman et al.), 5101839 (Jakob et al.), 5105831 (Banerjee et al. ) и 5105837 (Barnes et al.), а также в монографии под заглавием "Химические и биологические исследования сигарет нового типа, в которых табак нагревается, а не сжигается", Р. Дж. Рейнольдс Тобакко Компани, 1988 (далее "РДР Монография"). Подобные курительные изделия способны создать у курильщика удовольствие от курения (например, вкус табака, ощущение курения, удовлетворение и т.п.). При курении таких курительных изделий обычно лишь в небольших количествах образуется видимый дым и FTC смола также образуется в небольших количествах.
Курительные изделия, раскрытые в вышеуказанных патентах и/или публикациях, как правило, используют горючий топливный элемент для образования тепла и средства образования аэрозоля, расположенные физически отдельно и в теплообменной связи с топливным элементом. Многие из таких средств образования аэрозоля используют субстрат или носитель для одного или нескольких образующих аэрозоль веществ, например многоатомные спирты, таких как глицерин. Образующие аэрозоль вещества испаряются за счет тепла, поступающего от горящего топливного элемента, и при охлаждении образуют аэрозоль. Обычно топливные элементы подобных курительных изделий окружены изоляционной оболочкой.
Топливные элементы, применяемые в вышеописанных курительных изделиях, сгорают с образованием продуктов горения, таких как двуокись углерода, окись углерода, вода и следовые количества других соединений. Один из известных способов снижения количества окиси углерода, образующейся при горении топливного элемента, заключается в понижении температуры горения этого топливного элемента. Понижение температуры горения приводит к уменьшению количества образующихся калорий и тем самым к уменьшению количества тепла, которое должно быть рассеяно в процессе курения. Это способствует предотвращению перегрева курительного изделия.
Изобретение направлено на улучшение углеродистых топливных элементов, заключающееся в создании топливных элементов сложной структуры, часть которой представлена сжигаемым или горючим углеродистым материалом, а другая часть представляет собой по меньшей мере один поддерживающий элемент, который либо не горит, либо сгорает гораздо медленнее, чем горючая часть (то есть негорючая часть), и в результате остается нетронутой в процессе курения, способствуя удерживанию топливного элемента в сигарете в ходе курения.
Решение данной задачи достигается тем, что составной топливный элемент для курительных изделий согласно изобретению состоит из по меньшей мере двух различных материалов, соприкасающихся по всей их длине, в том числе углеродистого материала, который сгорает, и материала, который по существу не горит, если сравнивать с горючим материалом, причем топливный элемент имеет перед сжиганием длину менее 20 мм.
Материал, который не горит или горит очень медленно по сравнению с горючим материалом, создает поддерживающую структуру по мере расходования остальной части топливного элемента в процессе курения. Материал топливного элемента, не сгорающий полностью при использовании курительного изделия, далее называется негорючим материалом.
Возможно выполнение составного топливного элемента из совместно экструдируемых различных материалом. В этом случае материалом, который не горит, служит углеродистый материал, обладающий хорошими теплообменными свойствами.
Целесообразно использование в качестве негорючего материала металлического теплообменного материала.
Желательно, чтобы по меньшей мере часть негорючего материала выступала за периферию горючего материала, что упрощает закрепление топливного элемента. Предпочтительно использование негорючего материала, обладающего хорошими теплообменными свойствами.
Топливный элемент может включать ряд сегментов негорючего материала.
В качестве негорючего материала, обладающего хорошими теплообменными свойствами, может использоваться негорючий углерод.
Возможно использование теплообменного материала в виде графитовой фольги, а также металлической ленты или фольги.
Целесообразно включение в состав негорючего материала одного или нескольких связующих веществ.
Указанная задача решается также тем, что сигарета, состоящая из углеродистого топливного элемента длиной, до курения, 20 мм, который включает оболочку упругого изоляционного материала вокруг его окружности, и физически разделенных средств образования аэрозоля, расположенных продольно сзади топливного элемента и включающих субстрат, несущий образующее аэрозоль вещество, согласно изобретению топливный элемент включает по меньшей мере два материала, соприкасающихся по всей их длине, в том числе углеродистый материал, который горит, и негорючий материал, который по существу не горит, если сравнивать с горючим материалом.
Для упрощения закрепления топливного элемента в оболочке, окружающей элемент в сигарете, по меньшей мере часть негорючего материала в топливном элементе выступает за периферию горючего материала.
Предпочтительно использование в топливном элементе негорючего материала, представляющего собой материал с хорошими теплообменными свойствами (теплообменный материал). В качестве данного материала может применяться негорючий углерод.
Теплообменный материал может представлять собой графитную ленту или фольгу, а также металлическую ленту или фольгу.
Топливные элементы изобретения характеризуются двумя основными преимуществами: удерживают горящий топливный элемент в сигарете в процессе курения и снижают образование окиси углерода. Согласно изобретению структура негорючей части топливного элемента продолжает контактировать с изоляционным материалом в процессе курения. В результате горящий углеродистый компонент удерживается в изоляционном материале весь период горения.
Уменьшение содержания окиси углерода может быть достигнуто по меньшей мере двумя путями. Рекомендуется, чтобы негорящая часть отводила некоторое количество тепла от горящей части топливных элементов изобретения, в результате чего возникает тенденция их сгорания при более низких средних температурах по сравнению с известными углеродистыми топливными элементами. Снижение температуры горения топливных элементов ведет к уменьшению образования окиси углерода. Хотя топливные элементы изобретения сгорают при более низких температурах, чем известные топливные элементы, они не затухают в процессе тления и способны образовать тепловую энергию в количествах, достаточных для возникновения аэрозоля в течение 10-15 затяжек сигаретой, в которых применяются такие элементы.
Более того, отсутствие необходимости установки негорючей пробки сгораемого топлива с целью удерживания топливного элемента в устройстве сигареты позволяет создать такой топливный элемент, который будет содержать горючий материал в количестве, необходимом лишь для поддержания необходимого числа затяжек с образованием аэрозоля. Таким образом, топливный состав может быть приготовлен с целью обеспечения только того количества энергии, которое требуется для поддержания функции сигареты. Никакого избыточного горючего материала не требуется для удерживания топливного элемента в курительном изделии. В результате размер и масса топливного элемента могут быть уменьшены.
В применяемом в формуле и описании изобретения значении термин "углеродистый" относится к материалу, состоящему преимущественно из углерода.
Все приведенные в описании процентные соотношения даны по массе и все проценты по массе даны в пересчете на массу конечного состава, если нет на то особых указаний.
На фиг. 1 в сечении показан один из вариантов сигареты, содержащей топливный элемент, полученный предлагаемым способом; на фиг. 2 показан вид с конца сигареты, показанной на фиг. 1; на фиг. 3-5 представлен вид с конца топливного элемента для трех рекомендуемых вариантов его конструкции согласно изобретению; на фиг. 6-8 - некоторые из различных вариантов форм применяемого в изобретении лентоподобного удерживающего компонента топливного элемента; на фиг. 9 - один из рекомендуемых вариантов способа получения топливных элементов согласно изобретению, а именно способ ленточной вытяжки; на фиг. 10 - другой рекомендуемый вариант способа получения топливных элементов согласно изобретению, а именно способ совместной продольной экструзии; на фиг. 11 схематично представлено устройство с фиг. 10 в сечении; на фиг. 12 - другой рекомендуемый вариант конструкции топливного элемента согласно изобретению, поперечное сечение; на фиг. 13 показан частично в сечении экструзионный мундштук, предназначенный для способа совместной экструзии при получении топливного элемента, иллюстрируемого фиг. 12.
Изобретение направлено, в частности, на улучшение углеродистых топливных элементов, применяемых в курительных изделиях. Фиг. 1 и 2 иллюстрирует рекомендуемый вариант сигарет, использующих топливный элемент изобретения.
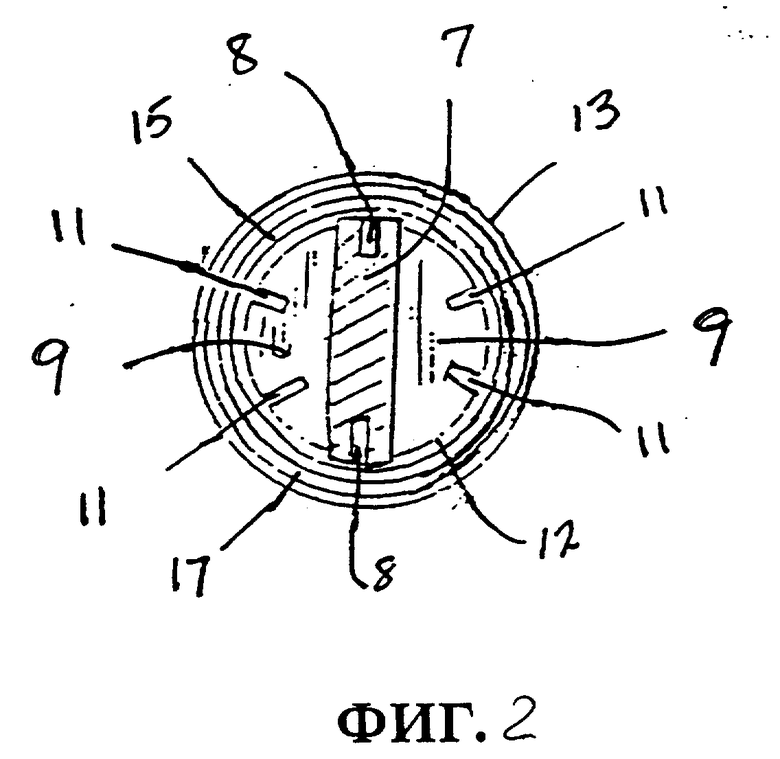
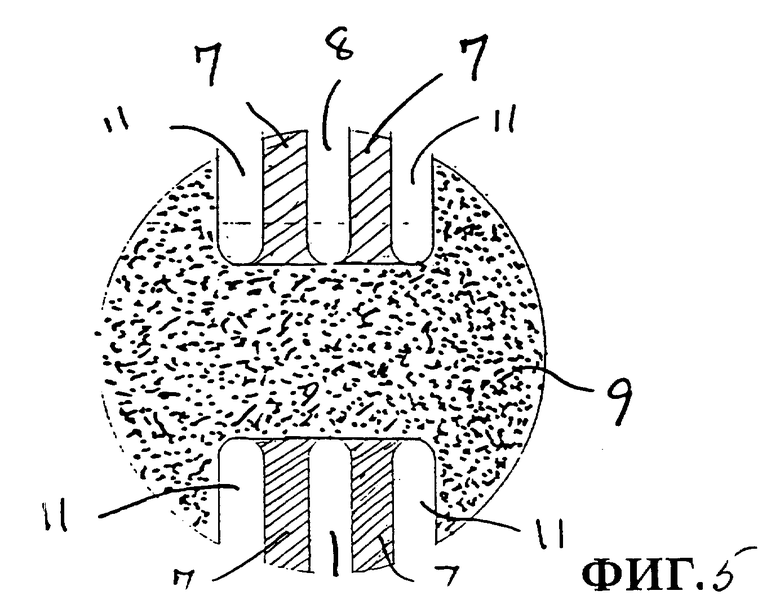
Как показано на фиг. 1 и более конкретно на фиг. 2, топливный элемент 10 состоит из двух отдельных частей: горючего углеродистого материала 9, включающего ряд периферийных канавок 11, проходящих вдоль его продольной оси, и негорючего теплообменного материала 7, проходящего из конца в конец и несколько выступающего за периферию горючих сегментов 9 топливного элемента 10. Как показано, при желании негорючий компонент 7 топливного элемента также может иметь одну или несколько периферийных канавок 8.
Периферию топливного элемента окружает изолирующая оболочка, которая в показанном варианте состоит из чередующихся слоев стекловолокна и табачной бумаги, распределяющихся в виде концентрических колец наружу от топливного элемента в следующем порядке: (а) мат стекловолокна 12, (б) табачная бумага 15, мат стекловолокна 17 и внешняя бумажная обертка 13. Как показано, негорючий теплообменный материал 7 выступает в изолирующую оболочку, обеспечивая тем самым постоянные средства для удерживания в ней топливного элемента. Внешняя бумажная обертка 13 может состоять из одного слоя или может быть изготовлена из нескольких отдельных слоев, каждый из которых может отличаться различными показателями пористости и стабильности пепла.
Расположенные сзади и несколько отдаленные от топливного элемента 10 в изоляции находятся средства образования аэрозоля, включающие субстрат 14. В данном варианте в качестве субстрата рекомендуется термостабилизированная бумага, обработанная одной или несколькими гидратированными солями и, кроме того, содержащая одно или несколько образующих аэрозоль веществ и/или ароматизаторов. Субстрат 14 завернут в бумажную обертку 24, желательно обработанную (например, нанесением покрытия) с целью предотвращения миграции образующих аэрозоль веществ.
Расположенный продольно сзади и предпочтительно в некотором удалении от субстрата 14 находится сегмент 28 табачной бумаги. Такая табачная бумага обычно придает табачный аромат аэрозолю, исходящему из средств образования аэрозоля. При желании табачный сегмент 28 может быть исключен с заменой его пустым пространством. Бумажная обертка 25 соединяет средства образования аэрозоля с сегментом табачной бумаги. Эта обертка также может быть обработана с целью предотвращения миграции образующих аэрозоль веществ.
В точке, удаленной от поджигаемого конца сигареты на 2-8 мм, топливный элемент в изоляции охватывает и соединяет его с объединенным сегментом субстрат/табачная бумага с образованием переднего концевого участка негорючая или с подложкой из фольги (например, алюминиевой или из другого металла) бумажная обертка 29. В качестве обертки 29 рекомендуется нефитильный материал, не допускающий перенос образующих аэрозоль веществ с субстрата 14 к топливному элементу 10, изолирующей оболочке и/или загрязнения других компонентов переднего концевого участка. Такая обертка, кроме того, сводит к минимуму или предотвращает поступление периферийного воздуха (то есть радиального воздуха) к части топливного элемента, расположенной продольно сзади его передней границы, чем создается недостаток кислорода и предотвращается чрезмерное сгорание.
В мундштучном конце сигареты находится состоящий из двух частей мундштучный участок, включающий стерженек или цилиндрик 20 табака, например, из рубленого табачного наполнителя 2 и фильтрующий элемент 22 низкой эффективности. Для соединения мундштучного участка с передним концевым участком применяют верхушечную бумагу 31.
В другом рекомендуемом варианте воплощения изобретения топливный элемент в оболочке укорачивают таким образом, что элемент содержит лишь такое количество сжигаемого углеродистого материала, которое необходимо для создания заданного числа затяжек. В данном варианте внешняя обертка 29 предпочтительно выступает к переднему концу топливного элемента в оболочке. Обертка 29 создана такой, что ее пористость допускает поступление ко всему углеродистому топливу воздуха, необходимого для горения углеродистого материала, но в то же время характеризуется после сжигания когезионной способностью, достаточной, чтобы остаться незатронутой и чтобы удержать в сигарете топливный элемент в оболочке. Такие бумаги раскрыты в патенте США N 4938238.
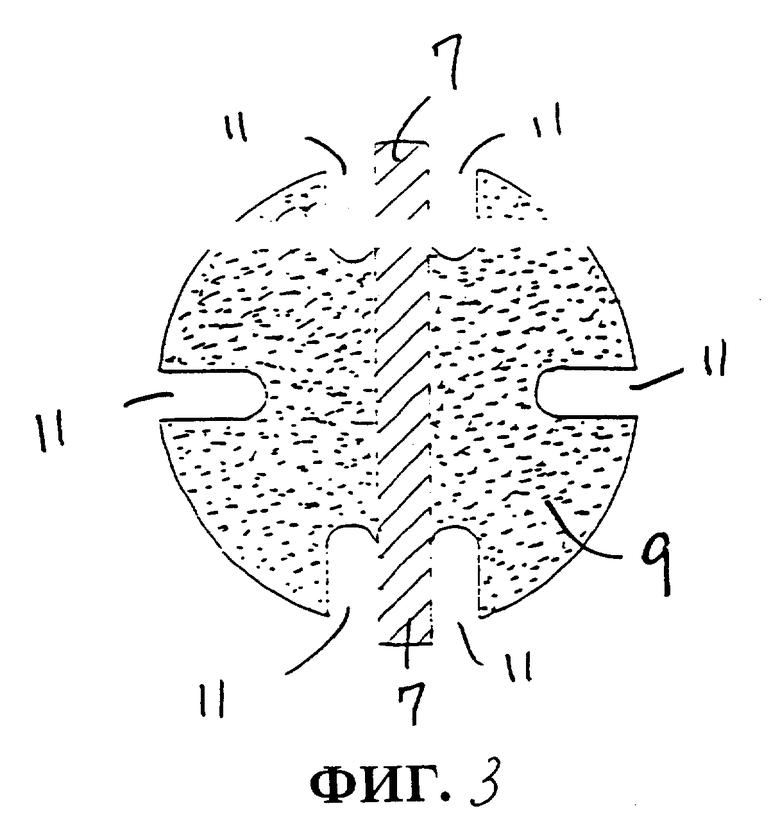
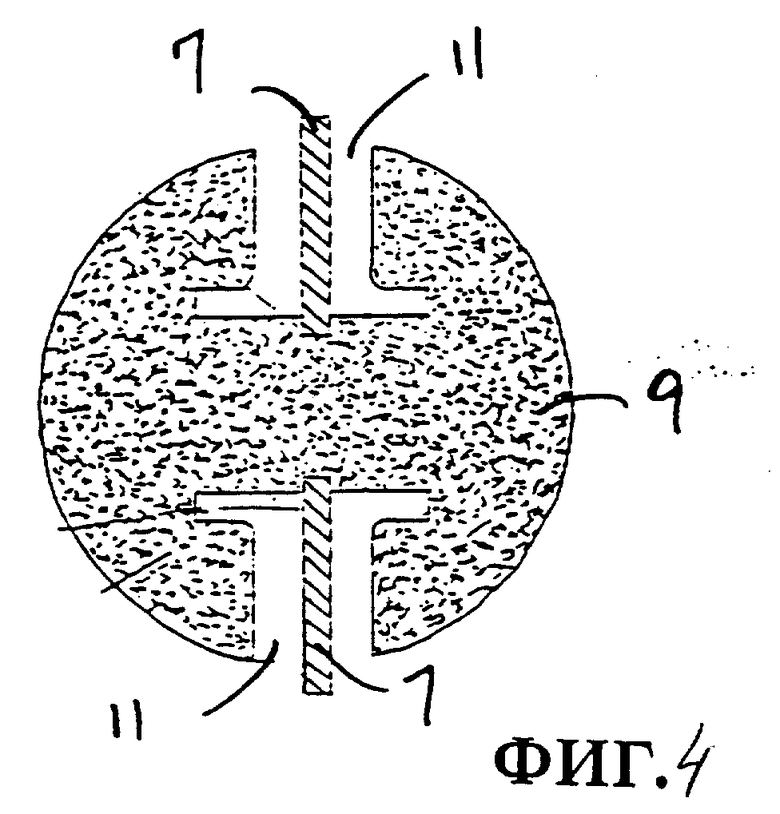
Фиг. 3-5 иллюстрируют вид спереди топливных элементов различной конфигурации, где негорючий удерживающий материал указан цифрой 7. Возможные периферийные щели в негорючем материале указаны цифрой 8. Как и на фиг. 2, горючие части топливного элемента указаны цифрой 9, а возможные периферийные щели или проходы в нем указаны цифрой 11.
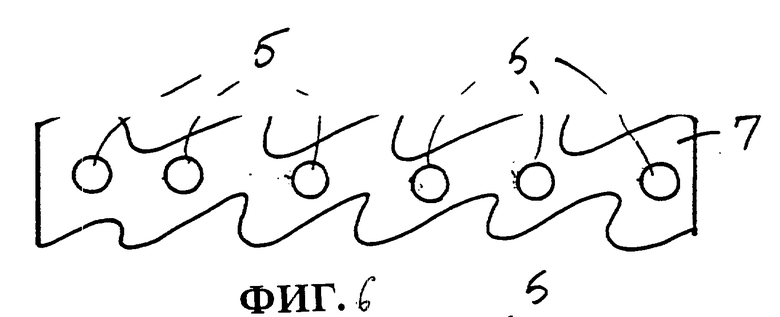
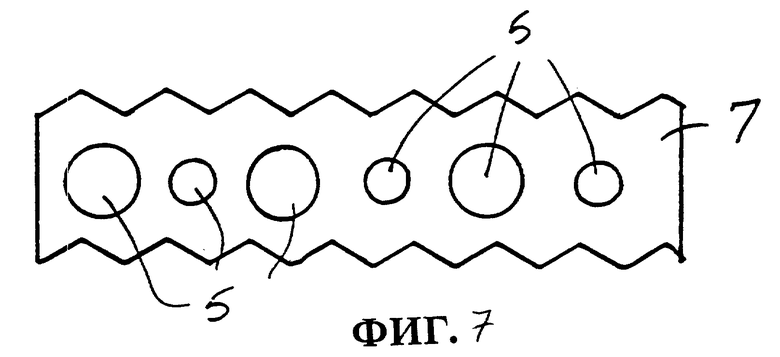
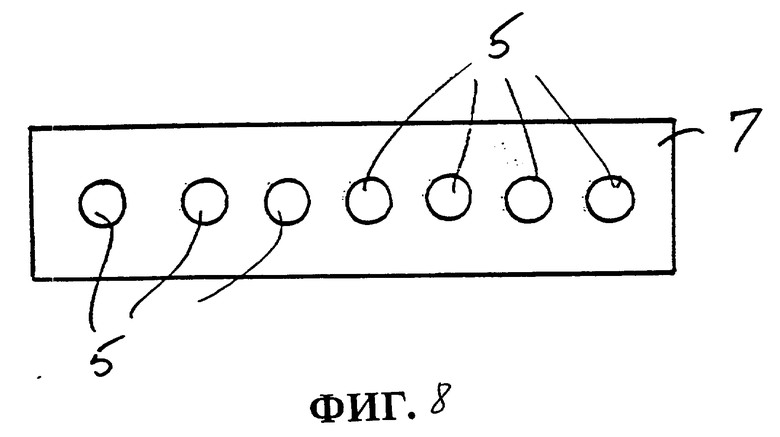
Фиг. 6-8 иллюстрирует некоторые из различных физических форм, применяемых в изобретении для лентоподобного негорючего удерживающего компонента топливного элемента. Ленточный материал с фиг. 6 имеет волнистую (или волнообразную) конфигурацию. На фиг. 7 представлена лента пилообразной конфигурации. Фиг. 8 иллюстрирует ленту плоской прямой конфигурации. На каждой из фиг. 6-8 показаны возможные отверстия 5. Эти отверстия предназначены для того, чтобы позволить горючему углеродистому топливному составу пройти сквозь них в ходе экструзии с образованием топливного элемента, в результате которой негорючий ленточный материал оказывается заключенным в сжигаемой части топливного элемента.
Применяемый в изобретении топливный элемент должен отвечать трем факторам: (1) легко поджигаться, (2) обеспечивать тепло, достаточное для образования аэрозоля для 5-15, предпочтительно 8-12 затяжек, и (3) не должен придавать сигарете постороннего или неприятного аромата. Сжигаемая часть топливных элементов изобретения обычно состоит из углерода и связующего вещества или из углерода, табака и связующего вещества, однако могут быть использованы и другие горючие углеродистые составы.
Рекомендуемые топливные элементы изобретения сконструированы таким образом, что ими создается лишь то количество тепла, которое необходимо для образования целевого количества аэрозоля. Рекомендуется, чтобы при сгорании топлива не оставалось его отходов или тепловых отходов. Кроме того, в топливном элементе отсутствует избыток топлива, который мог бы привести к перегреву субстрата или других компонентов сигареты. Таким образом, топливный элемент изобретения служит идеальным источником энергии для сигареты, в которой его применяют. В сигаретах изобретения топливный элемент сконструирован для образования лишь такого количества калорий, которое необходимо для образования аэрозоля, при минимальных потерях тепла в других компонентах или в атмосфере.
Включение в топливный элемент негорючих удерживающих средств обеспечивает возможность снижения необходимого для сжигания количества углерода. Это особенно привлекательно потому, что используется лишь то количество сжигаемого топлива, которое необходимо для образования аэрозоля для целевого числа затяжек. Другое преимущество применения лишь того количества сжигаемого углерода, которое необходимо для образования целевого количества аэрозоля, заключается в том, что с уменьшением количества сжигаемого углерода соответственно уменьшается и количество образующейся при сгорании окиси углерода.
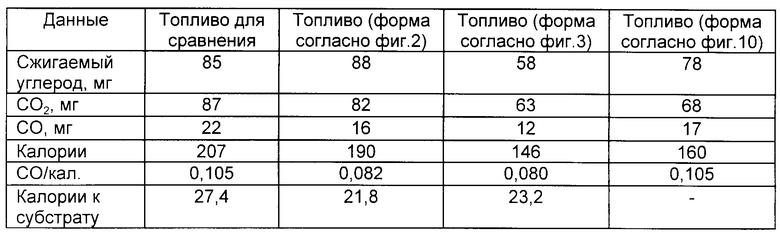
Таблица иллюстрирует выигрышное снижение количества окиси углерода, определенное для топливных элементов согласно изобретению по сравнению с топливными элементами ранее применяемой конструкции.
В таблице топливом для сравнения является топливный элемент, описанный в ссылочном примере 1; топливо - фиг. 3 - это топливо, описанное в примере 2; топливо - фиг. 4 - топливо, описанное в примере 3; топливо - фиг. 12 - топливо, описанное в примере 4. Приведенные в таблице данные получены в условиях машинного курения с объемом затяжки в 50 см3, длительностью затяжки 2 с, разделенных периодом тления в 28 с (далее 50/30 условия курения), всего 20 затяжек.
Плотность горючей углеродистой части рекомендуемых топливных элементов, как правило, выше 0,5 г/см3, предпочтительно выше 0,7 г/см3 и наиболее предпочтительно выше 1 г/см3, но обычно не превышает 2 г/см3.
В случае применения в качестве совместно экструдируемой части негорючей теплообменной части топливного элемента самым важным фактором является обычно толщина применяемого материала, а также его способность проводить тепло. Показано, что совместно экструдируемые негорючие сегменты толщиной 0,02-0,04 дюйма (0,051-0,1 см) являются очень эффективными теплообменниками.
Общая длина топливного элемента перед сжиганием, как правило, меньше 20 мм, часто меньше 15 мм и обычно меньше 12 мм. Общий наружный диаметр топливного элемента, как правило, меньше 8 мм, желательно меньше 66 мм и обычно 4,5 мм.
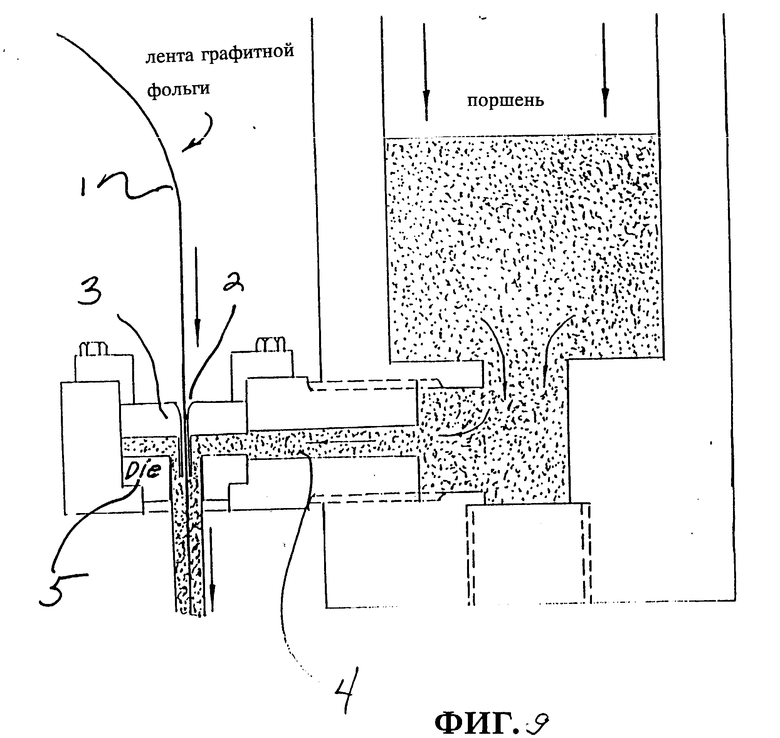
Как указано выше, в настоящее время для создания топливных элементов, содержащих негорючий теплообменный материал, рекомендуется по меньшей мере два способа: способ ленточной вытяжки и совместная экструзия. В первом способе (ленточной вытяжки) лентоподобный металл или металлоподобный материал подают к экструдеру и покрывают в нем экструдируемым углеродистым топливным составом. Полученный непрерывный стержень, содержащий в центре ленту, затем сушат и нарезают до необходимой длины. Способ ленточной вытяжки иллюстрируется фиг. 9.
Металлическая или металлоподобная лента может быть изготовлена из любого обычного материала, например тонкой металлической фольги, такой как из нержавеющей стали, алюминия, меди и т.п. Приемлемый металлоподобный ленточный материал - это материал с высокой теплопроводящей способностью, такой как Графойль производства Юнион Карбайд Корпорейшн. Фольга может быть любой желаемой формы или конфигурации (фиг. 6-8). Как правило, фольга имеет толщину 0,002-0,02, предпочтительно 0,005-0,015 и наиболее предпочтительно 0,01 дюйма (1 дюйм = 2,54 см). Ширина фольги обычно 0,15-0,22, предпочтительно 0,16-0,2 и наиболее предпочтительно 0,18 дюйма. При желании в фольге могут быть созданы отверстия диаметром 0,04-1, предпочтительно 0,06-0,09, наиболее предпочтительно 0,07 дюйма. Такие отверстия создают каждые 1/4 дюйма, предпочтительно каждые 3/16 дюйма, наиболее предпочтительно каждые 1/8 дюйма, в результате чего экструдат способен закрепить ленту на месте.
Как показано на фиг. 9, негорючий ленточный материал 1 подают в боковину питающей трубы 2 и через задний экструзионный мундштук 3. Здесь ленту (например, графитную фольгу) протягивают через горючий углеродистый топливный состав, подаваемый в мундштучный агрегат через заднее отверстие в крепежном устройстве мундштука. Углеродистый материал подают через питающие отверстия заднего мундштука 3. Углеродистый материал формируют в стержни топливного элемента, имеющие необходимую конфигурацию щелей или отверстий, определяемые передним мундштуком 5. Линейную скорость регулируют контролем скорости экструзионного пресса. Экструзия стержней углеродистых топливных элементов приводит к вытяжке ленты через щель в заднем мундштуке 3 с обволакиванием ленты 1 экструдатом.
В другом рекомендуемом способе (способ совместной экструзии) получают две экструдируемые смеси, одна из которых представляет собой горючий углеродистый топливный состав, а другая - негорючий состав, например графит. Связующие вещества, обычно применяемые для создания экструдируемых топливных составов, могут быть использованы в обоих экструдируемых смесях. Одним из рекомендуемых связующих веществ, применяемом в данном способе, является карбоксиметилцеллюлоза (КМЦ).
Горючим топливным составом, применяемом в изобретении, может быть любой состав углеродистого топлива, раскрытый в цитированных выше патентах. Рекомендуемые составы углеродистого топлива раскрыты в патенте США N 5178167 (Riggs et al.). Составы обычно включают горючее углеродистое топливо, связующее вещество, воду в количестве, достаточном для образования пасты, поддающейся обработке консистенции (как правило, 32-40 мас.%), и различные другие материалы, обеспечивающие необходимые характеристики.
Негорючий состав, применяемый в изобретении, как правило, содержит 5-90 мас. % графита с плотностью 1,3-1,9 г/см3. Могут быть использованы и другие негорючие компоненты, например негорючие наполнители, такие как CaCO3, глины, такие как бентонит и т.п. При использовании с графитом наполнителей или разбавителей на их долю в негорючем составе может приходиться вплоть до 80 мас. %, предпочтительно 10-60% и наиболее предпочтительно около 40% смеси. Для укрепления негорючего состава обычно применяют связующее вещество. Рекомендуемые связующие вещества включают КМЦ, СКМЦ, альгинат натрия и т.д. Состав экструдируют из смесей, содержащих воду в количествах, достаточных для придания смеси консистенции поддающейся обработке пасты, как правило, 32-40 мас.% воды.
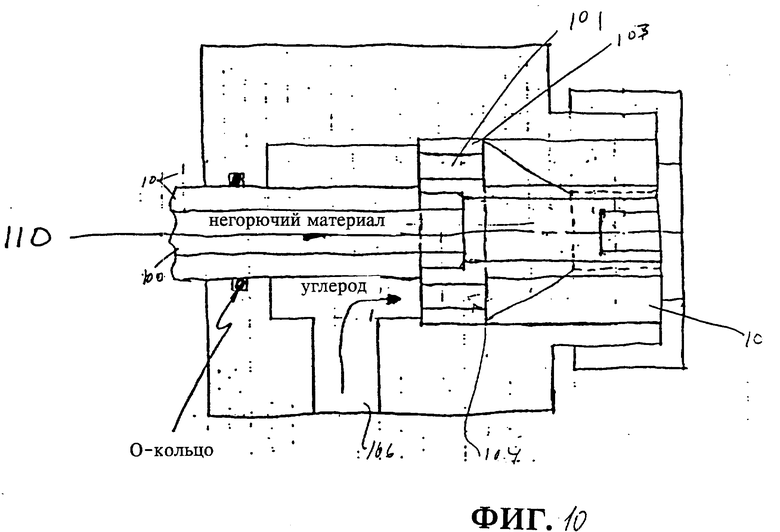
В способе совместной экструзии по меньшей мере два экструдера питают общий мундштук таким образом, что экструдаты создают целевое распределение негорючего состава в пределах горючего топливного стержня. Форма и размеры двух (или более) компонентов могут при желании меняться. Полученный непрерывный стержень, в котором расположена негорючая часть, затем сушат и нарезают необходимой длины. Мундштук для совместной экструзии показан на фиг. 10.
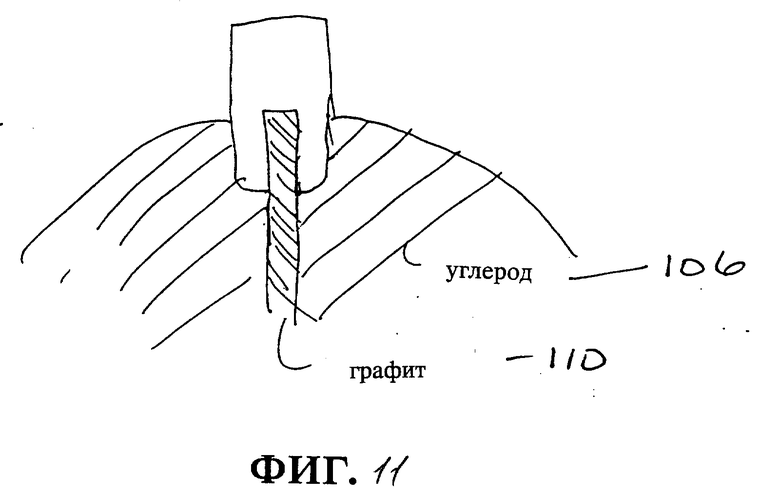
Как иллюстрируется фиг. 10 и 11 один из способов совместной экструзии включает подачу негорючего материала 110 в питающую трубу 102. По питающей трубе 102 негорючий материал попадает в задний мундштук 103, в котором материал формируют в полосу. Горючий углеродистый состав 106 подают в мундштучный агрегат через боковой канал в крепеже мундштука и затем подают через питающие отверстия 104 в задний мундштук 103. Углеродистый материал 106 и негорючий материал 100 формируют в топливные стержни с щелями или отверстиями необходимой конфигурации, определяемой передним мундштуком 105.
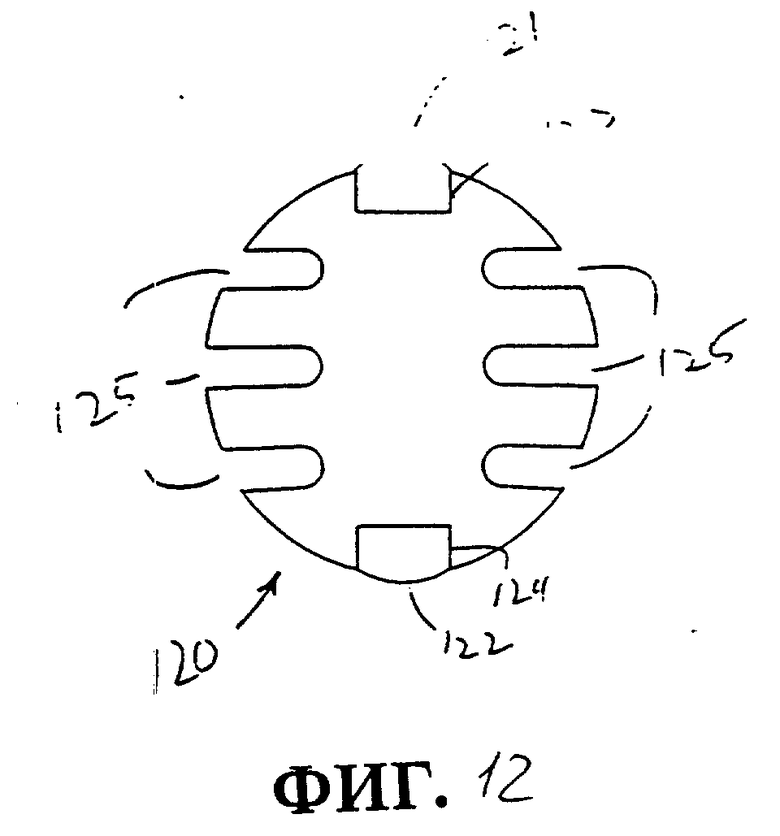
Топливный элемент 120, показанный в сечении на фиг. 12 имеет две негорючие секции 121 и 122, экструдируемые в соответствующие щели 123 и 124, образованные в ходе экструзии массы горючего углеродного топлива. В топливе предусмотрен ряд канавок 125, способствующих поджигу топлива и улучшающих показатели теплопереноса топлива. При сгорании топливного элемента негорючие части остаются. В сигарете последняя часть, например 6 мм топливного элемента, охватывается слоем, характеризующимся отсутствием или небольшой проницаемостью для воздуха и способного отводить от топлива очень значительное количество тепла. Такое устройство приводит к исчезновению сегмента сжигаемого углерода, расположенного между негорючими частями 121 и 122, в результате чего между негорючими частями 121 и 122 на последних нескольких миллиметрах топливного элемента остается пробка горючего, но несгоревшего углеродистого топлива. В таком варианте количество сжигаемого топлива, остающегося после затухания сигареты, регулируется.
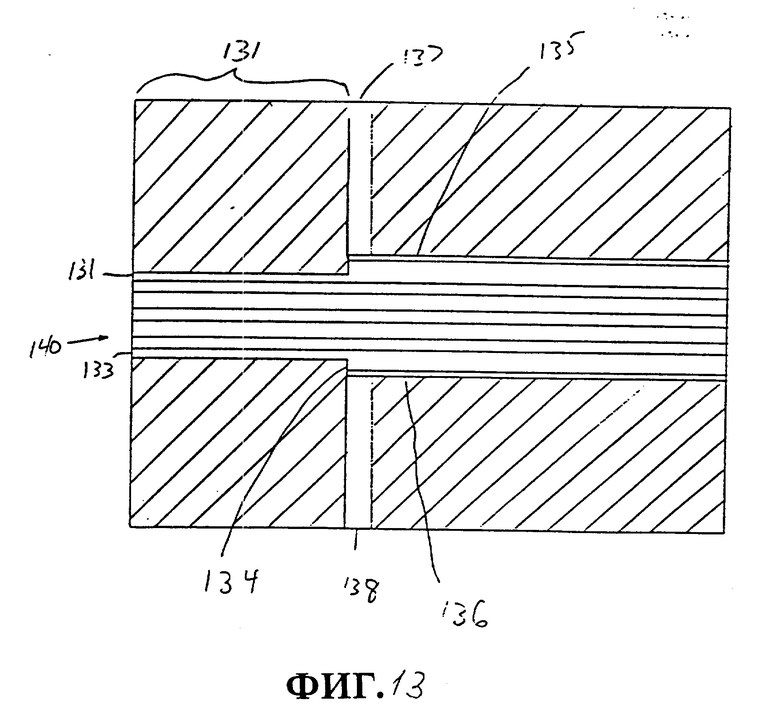
Рекомендуемое устройство для создания структуры с фиг. 12 показано на фиг. 13. Экструзионный мундштук 130 имеет первый формующий сигмент 131, определяющий форму горючего углеродистого топлива и включающий выступы 132 и 133, которыми создаются щели 123 и 124 в топливном элементе (фиг. 12), а также выступы (не показаны), которыми создаются канавки 125 в законченном топливном элементе. Первый формующий сегмент заканчивается в точке 134, и в той же точке предусмотрены каналы 135 и 136 с целью создания негорючих частей в щелях 121 и 122, в которых эти части контактируют с массой горючего углеродистого топлива. Негорючий материал поступает в каналы 135 и 136 по проходам 137 и 138, в которых рекомендуется поддерживать постоянное давление, в результате чего подача негорючего материала к щелям 135 и 136 остается сравнительно постоянной. Негорючий материал остается в законченном продукте и, как показано на фиг. 12, выступает из верхней и нижней части окружности массы горючего топлива. Этими выступающими негорючими частями осуществляется устойчивый контакт с окружающим изоляционным материалом, что способствует удерживанию топливного элемента в курительном изделии в ходе курения.
При использовании в сигарете топливный элемент желательно окружен изолирующим и/или удерживающим материалом оболочки. Изолирующий и удерживающий материал предпочтительно (I) подобран таким, что втянутый воздух может пройти через него, и (II) расположен и имеет такую конфигурацию, которые позволяют удерживать топливный элемент на месте. Рекомендуется, чтобы оболочка была заделана заподлицо с концами топливного элемента, хотя она может и выступать на 0,5-3 мм за оба конца топливного элемента.
Компоненты изоляционного и/или удерживающего материала, окружающего топливный элемент, могут меняться. Примеры приемлемых материалов включают стекловолокно и другие материалы типа раскрытых в патенте США N 5105838, Европейской патентной публикации 336690 и на с. 48-52 РДР Монографии (выше). Примеры других приемлемых изоляционных и/или удерживающих материалов включают смеси стекловолокна с табаком типа раскрытых в патентах США N 5119837, 5105838, 5065776 и 4756318.
К другим приемлемым изоляционным и/или удерживающим материалам относятся собранные бумагоподобные материалы, в которые спирально обертывают или как-то иначе заворачивают топливный элемент, типа раскрытых в находящемся на одновременном рассмотрении патенте США N 5105836 (Gentry et al.). Материал бумажного типа может быть собран или гофрирован и собран вокруг топливного элемента; собран в виде стержня с использованием изготовляющей стержни установки марки CU-10 или CU-20S фирмы ДеКуфл s.a.r.b. в сочетании с аппаратурой для изготовления стержней KDF-2 фирмы Хауни-Верке Корбер унд Ко.КГ или аппаратуры, раскрытой в патенте США N 4807809 (Pryor et al.); намотан вокруг топливного элемента вдоль его продольной оси или создан в виде продольно выступающих полосок из листа бумажного типа с использованием аппаратуры, раскрытой в патентах США N 4889143 (Pryor et.al.) и 5025814 (Raker), содержание которых приводится здесь в качестве ссылок.
В качестве примеров листовых материалов бумажного типа можно указать копировальную бумагу Р-2540-136-Е и табачную бумагу Р-2674-157 фирмы Кимберли-Кларк Корп. и рекомендуется, чтобы продольно расположенные полоски такого материала (например, полоски шириной 1/32 дюйма) выступали за длину топливного элемента. Топливный элемент может быть также окружен рубленым табачным наполнителем (например, высушенным дымом рубленого табачного наполнителя, обработанным 2 мас.% карбоната калия). Число и расположение полосок или характер сборной бумаги позволяют плотно устанавливать, удерживать или как-то поддерживать структуру составного топливного элемента в сигарете.
Как показано на фиг. 1 и 2, изолирующая оболочка, окружающая топливный элемент, охватывается бумажной оберткой. Приемлемая для этих целей бумага раскрыта в патентах США N 4938238 и 5105837.
Как указано выше, субстрат содержит образующие аэрозоль вещества и другие компоненты, например ароматизатора и тому подобное, которые под действием нагретых газов, проходящих через средства образования аэрозоля в процессе затяжки, испаряются и поступают к потребителю в виде дымоподобного аэрозоля. Рекомендуемые образующие аэрозоль вещества, применяемые в изобретении, включают глицерин, пропиленгликоль, воду и тому подобное, ароматизаторы и другие возможные компоненты. В патентах, указанных в разделе "Предпосылки создания изобретения" (выше), приведены дополнительные применимые образующие аэрозоль вещества, поэтому нет необходимости останавливаться на них и здесь.
Стержни субстрата могут быть с успехом изготовлены использованием промышленного оборудования, в частности оборудования для изготовления сигарет с фильтром или оборудования для образования сигаретного стержня. К двум рекомендуемым промышленным аппаратам, применимым для создания субстрата изобретения, относится оборудование для изготовления фильтров фирмы ДеКуфл (CU-10 или CU-20S) и модифицированная стержнеобразующая аппаратура KDF-2 фирмы Хауни-Верке Корбер унд Ко.КГ.
В большинстве вариантов воплощения изобретения сочетание топливного элемента и субстрата (известное также, как участок переднего конца) присоединяют к мундштучной части, хотя может быть использована комбинация топливный элемент/субстрат разового пользования с отдельной мундштучной частью, такой как мундштук для сигарет многоразового пользования. Мундштучная часть обеспечивает проход, по которому испаренные образующие аэрозоль вещества попадают в рот курильщика, и в мундштучной части испаренным, образующим аэрозоль веществам может быть также придан дополнительный аромат. Как правило, мундштучная часть имеет длину 40-85 мм.
Ароматизирующие сегменты (то есть сегменты сборной табачной бумаги, рубленого табачного наполнителя и т.п.) могут быть введены в мундштучную часть или сегмент субстрата, например, либо непосредственно сзади субстрата, либо на некотором удалении от него с целью придания аэрозолю аромата. В частности, для придания аэрозолю ментольного вкуса может быть введена сборная копировальная бумага. Бумага подобного типа раскрыта в Европейской патентной публикации 432538. Другие применимые ароматизирующие сегменты раскрыты в патентах США N 5076295 и 5105834 и в Европейской патентной публикации 434339.
Изобретение далее иллюстрируется со ссылкой на нижеследующие примеры, которые способствуют пониманию изобретения, но которые не следует рассматривать как ограничивающие его. Все приведенные в примерах проценты, если нет особых указаний, даны как проценты по массе. Все температуры даны в градусах Цельсия.
Пример 1. Ссылочный топливный элемент.
Ссылочный топливный элемент, то есть несоставной топливный элемент получают следующим образом.
Топливный элемент длиной 12 мм, диаметром 4,5 мм и кажущейся (объемной) плотностью 1,02 г/см3 получают 82,85 части углеродной пульпы из древесины твердых пород со средним размером частиц 12 мкм в диаметре, 10 частей альгината аммония (Амолоид HV, Келько Ко.), 0,9 части Na2CO3, 0,75 левулиновой кислоты, 5 частей размолотой в шаровой мельнице Американской табачной смеси и 0,5 части табачного экстракта, приготовленного Американской табачной смеси и 0,5 части табачного экстракта, приготовленного по методике патента США N 5159942.
Углеродную пульпу из древесины твердых пород получают карбонизацией несодержащей талька Канадской крафт-бумаги сорта Гранд Прери из твердых пород древесины в инертной атмосфере с повышением температуры ступенчатым путем, достаточным для сведения к минимуму окисление бумаги, до конечной температуры карбонизации по меньшей мере 750oС. Полученный углеродный продукт охлаждают в инертной атмосфере до температуры ниже 35oC и затем растирают до тонкого порошка со средним размером частиц (при определении с помощью анализатора Микротрэк, Лидс энд Нортрэп) около 12 мкм или ниже в диаметре.
Тонкий порошок углерода смешивают в сухом состоянии с альгинатом аммония (связующее вещество), левулиновой кислотой и табаком, затем добавляют 3 мас. % водного раствора Na2CO3 для получения экструдируемой смеси с конечным содержанием карбоната натрия 0,9 части.
Топливные стержни (каждый длиной около 24 дюймов) экструдируют из смеси использованием шнекового экструдера. Стержни имеют в целом цилиндрическую форму диаметром 4,5 мм и снабжены расположенными на одинаковом расстоянии канавками 6 шириной 0,5 мм и глубиной 1 мм с дном закругленной формы, проходящими из конца в конец стержня. Экструдированные стержни первоначально содержат влагу в количестве 32-34 мас.%. Стержни сушат при комнатной температуре около 16 ч до окончательного содержания влаги в них 7-8 мас.%. Высушенные цилиндрические стержни нарезают длиной 12 мм использованием режущих стальных дисков с алмазной верхушкой.
Пример 2. Способ совместной экструзии.
Приготовленный экструдируемый негорючий состав состоит из смеси (1:1 по массе) CaCO3 и графита плотностью 1,3, к которой в качестве связующего вещества добавлено 8 частей КМЦ, а также добавлена вода в количестве, достаточном для получения поддающейся обработке пасты (в данном случае около 35 мас.%).
Приготовлен экструдируемый горючий углеродистый топливный состав, содержащий в качестве связующего вещества 10 мас.% КМЦ, 90 мас.% углерода со средним размером частиц (Микротрэк) 12 мкм и около 38% воды.
Негорючий состав подают в питающую трубу, по которой негорючий материал поступает в задний мундштук с формированием состава в полосу. Горючий углеродистый топливный состав подают в мундштучный агрегат через задний канал в крепеже мундштука и затем через питающие отверстия состав поступает в задний мундштук. Сжигаемый углеродистый материал и негорючий материал в результате соединяются с приобретением целевой конфигурации и выходят из переднего конца мундштука в виде топливных стержней целевого диаметра и щелью или отверстием, характер которых определяется передним мундштуком. Полученные стержни диаметром 4,5 мм сушат на воздухе и нарезают в элемент длиной 12 мм. Конфигурация поперечного сечения стержней показана на фиг. 3. Негорючий сегмент графита имеет толщину 0,22 дюйма, ширина выдавленных канавок 0,018 дюйма, радиус закругления канавок 0,09 дюйма. Глубина канавок в самой глубокой точке 0,04 дюйма. Диаметр негорючего графитного сегмента 4,9 мм.
Пример 3. Способ ленточной вытяжки.
Экструдируемую горючую углеродистую топливную смесь получают из 10 мас.% КМЦ в качестве связующего вещества, 90 мас.% углерода со средним размером частиц (Микротрэк) 12 мкм и вплоть до 38% воды в пересчете на твердые вещества.
Ленту графитной фольги толщиной 0,01 дюйма (0,254 мм), шириной 0,2 дюйма (5,08 мм), в которой каждые 1/8 дюйма (3,175 мм) пробиты отверстия диаметром 0,08 дюйма (2,032 мм), подают в заднюю часть экструзионной питающей трубы и через заднюю часть экструзионного мундштука. Ленту затем протягивают через горючий углеродистый топливный состав, который подают в мундштучный агрегат через боковой проход в крепеже мундштука. Одновременно через питающие отверстия в заднем мундштуке подают углеродистый материал. Углеродистый материал, окружающий ленту фольги, формуют в непрерывные стержни топливного элемента целевого диаметра с щелью или отверстием, характер которых определяется размером и формой переднего мундштука. Линейную скорость регулируют скоростью движения экструзионного пресса. Экструзия стержня углеродистого топливного элемента приводит к протяжке ленты через щель в заднем мундштуке, в результате чего лента оказывается заключенной в экструдате.
Содержащий ленту составной топливный стержень диаметром 4,5 мм сушат на воздухе и нарезают на топливные элементы соответствующей длины (12 мм).
Пример 4. Способ совместной экструзии.
Полученный экструдируемый негорючий состав состоит из смеси (1:1 по массе) CaCO3 и графита плотностью 1,3 вместе с 8 частями КМЦ в качестве связующего вещества, а также воды в количестве, достаточном для образования поддающейся обработке пасты (в данном случае около 33 мас.%).
Получен экструдируемый горючий углеродистый топливный состав, содержащий 10 мас. % КМЦ в качестве связующего вещества, 90 мас.% углерода со средним размером частиц (Микротрэк) 12 мкм и около 37% воды.
Горючий углеродистый топливный состав подают в мундштучный агрегат, показанный на фиг. 13 через проход в конце мундштука. Негорючий состав подают в питающую трубу, по которой негорючий материал попадает в трубки 137 и 138. Негорючий материал формуют в две негорючие части или сегменты 121 и 122, форма которых определяется формой проходов 135 и 136. Негорючий материал контактирует с горючим углеродистым топливом вдоль дна и по сторонам щелей 123 и 124. В результате горючий углеродистый материал и негорючий материал соединяются с приобретением целевой конфигурации и выходят из переднего конца мундштука в виде топливных стержней целевого диаметра и щелью или отверстием, характер которых определяется передним мундштуком. Полученные стержни диаметром 4,2 мм сушат на воздухе и нарезают на топливные элементы длиной 12 мм. Конфигурация поперечного сечения стержня показана на фиг. 12. Графитные негорючие сегменты имеют высоту 0,025 дюйма (0,6 мм) и выступают над поверхностью стержня на 0,2 мм. Выступающая часть негорючих секций имеет форму дуги правильного цилиндра радиусом 0,03 дюйма (0,8 мм). Основание негорючих частей имеет ширину 0,04 дюйма (1 мм). Ширина выдавленных канавок 0,016 дюйма (0,01 мм) и радиус их закругления 0,08 дюйма (2 мм). Все канавки заканчиваются в точке на 0,037 дюйма (0,94 мм) от вертикальной оси показанного элемента и отстоят друг от друга на расстоянии 0,041 дюйма (1 мм) (центральная линия к центральной линии).
Пример 5. Характеристики горения.
Характеристики горения топливных элементов определяют использованием модифицированных прецизионных инструментов Феникс модели JM-6500 (аэрозольный спектрометр) фирмы Виртис Компани, Гарднер, Нью-Йорк.
Модифицированный инструмент JM-6500 позволяет определять полную двуокись углерода, полную окись углерода и общее число калорий, образуемых при сгорании топливных элементов. Инструмент также позволяет проводить анализ указанных данных от затяжки к затяжке.
Для каждого примера пять топливных элементов заключают в оболочки и выкуривают использованием модифицированного инструмента JM-6500, настроенного на 20 затяжек в 50/30 условиях курения. Эти условия включают затяжки объемом 50 мл длительностью в две секунды, разделенные периодом тления в 28 с. Поджог топливных элементов осуществляют поднесением пламени стандартной зажигалки к стороне топливного элемента на пять секунд перед проведением первой затяжки в 50/30 условия курения.
Для ссылочного топливного элемента примера 1 получены следующие результаты:
Средняя общая CO2, мг - 87
Средняя общая CO, мг - 22
Среднее общее число калорий - 209
Среднее отношение CO/калорий - 0,105
Для совместно экструдируемых топливных элементов примера 2 получены следующие результаты:
Средняя общая CO2, мг - 82
Средняя общая CO, мг - 16
Среднее общее число калорий - 190
Среднее отношение CO/калорий - 0,082
Для приготовленных способом вытяжки ленты топливных элементов примера 3 получены следующие результаты:
Средняя общая CO2, мг - 63
Средняя общая CO, мг - 12
Среднее общее число калорий - 146
Среднее отношение CO/калории - 0,080
Для совместно экструдируемых топливных элементов примера 4 получены следующие результаты:
Средняя общая CO2, мг - 68
Средняя общая CO, мг - 17
Среднее общее число калорий - 160
Среднее отношение CO/калории - 0,105
Пример 6. Сигарета
Топливный элемент
Используют топливных элемент, полученный способом примеров 2, 3 и 4. Длина топливного элемента 12 мм и диаметр 4,5 мм в случае примеров 2 и 3, 4,2 мм в случае примера 4.
Изолирующая оболочка
Пластиковую трубку длиной 12 мм и диаметром 4,5 мм обертывают изоляционным материалом оболочки также длиной 12 мм. В данном варианте сигарет изолирующая оболочка состоит из двух слоев Оуэнс-Корнинг С- стеклянного мата, каждый толщиной 1 мм перед прессованием в образующей оболочку машине (например, типа раскрытой в патенте США N 4807809), после формования каждый слой имеет толщину 0,6 мм. Между двумя слоями С-стекла находится в виде сэндвича лист высушенной табачной бумаги (Р-2831-189-АА фирмы Кимберли-Кларк). Сигаретная бумага под шифром Р-3122-153 фирмы Кимберли-Кларк обертывает внешний слой. Лист высушенной табачной бумаги - это бумагоподобный лист, изготовленный из табака и дополнительно содержащий смесь табачного экстракта. Ширина листов высушенного табака перед формованием 19 мм для внутреннего листа и 26,5 мм для внешнего листа. Окончательный диаметр пластиковой трубки оболочки 7,5 мм.
Субстрат
Стержень субстрата диаметром 7,5 мм образуют из высокорельефного (36 г/м2) тонкого листа бумаги шириной 152 мм, содержащей 25% сульфата кальция, поступающей от фирмы Кимберли-Кларк под шифром Р3284-19, с использованием, например, модифицированной изготовляющей стержни аппаратуры KDF-2. Стержень субстрата обертывают бумагой фирмы Симпсон, покрытый с обеих сторон Херконом 70. Стержень в обертке нарезают в сегменты длиной 10 мм и массой примерно 55 мг.
Пробка из табачной бумаги
Стержень табачной бумаги диаметром 7,5 мм образуют из среднерельефного листа табачной бумаги шириной 127 мм, поступающей от фирмы Кимберли-Кларк под шифром Р-144-GNA-CB, с использованием, например, образующей стержни аппаратуры типа раскрытой в патенте США N 4807809. Стержень обертывают в бумагу Р-1487-184-2 фирмы Кимберли-Кларк шириной 26,5 мм и нарезают длиной 10 мм.
Обертка переднего конца
Бумагу обертки переднего конца создают ламинированием бумаги нескольких типов, в том числе внешнего слоя бумаги Экуста 456, промежуточного слоя фольги толщиной 0,0005 см и внутреннего слоя папиросной бумаги (12,5 фунта/полосу, 20,4 г/м2). Ламинированные слои скрепляют друг с другом продажным клеем Эрфлекс 465, используя 1,5 фунта/полосу.
Аэрозольная трубка
Бумажную аэрозольную трубку диаметром 7,5 мм изготавливают из тонкого листа бумаги RJR-002 фирмы Симпсон 112 gsm базисная масса) шириной 27 мм и толщиной 0,012 дюйма (0,3 мм). Трубку из RJR-002 бумаги создают склеиванием сторон бумаги этиленвинилацетатным клеем на водной основе. Внутреннюю и внешнюю поверхности бумажной трубки покрывают Херконом 70. Бумагу нарезают на сегменты длиной 31 мм.
Трубка мундштука
Бумажную трубку мундштука диаметром 7,5 мм образуют из бумаги фирмы Симпсон типа 002-А, края склеивают горячим расплавом клея N 448-195К фирмы Р. Дж. Рейнольдс Тобакко Компани. Полученную трубку нарезают на сегменты длиной 40 мм.
Фильтрующая пробка
Полипропиленовый фильтрующий стержень диаметром 7,5 мм образуют из РР-100 мата шириной 260 мм фирмы Кимберли-Кларк и обертывают в тонкий лист бумаги Р1487-184-2 фирмы Кимберли-Кларк шириной 26,5 мм с использованием, например, аппарата, описанного в патенте США N 4807809. Стержень в обертке нарезают на сегменты длиной 20 мм.
Табачный цилиндрик
Наполнитель из восстановленного рубленого табака, полученный способом патента США N 5159942, формуют в стержень диаметром 7,5 мм и обертывают в бумагу c использованием, например, аппарата, описанного в патенте США N 4807809. Табачный цилиндр в обертке нарезают длиной 20 мм.
Сборка системы
А. Ансамбль переднего конца
Субстрат длиной в 10 мм вставляют в один из концов аэрозольной трубки и отодвигают от конца примерно на 5 мм с образованием в результате пустого пространства в 5 мм. Затем на субстрат наносят примерно 150 мг смеси, состоящей из глицерина, табачного экстракта и других ароматизаторов. В другой конец аэрозольной трубки вставляют пробку из табачной бумаги длиной 10 мм, пока мундштучный конец пробки из табачной бумаги не сомкнется с мундштучным концом аэрозольной трубки.
Изолирующую оболочку длиной в 12 мм располагают в линию с передним концом аэрозольной трубки так, что изолирующая оболочка примыкает к пустому пространству аэрозольной трубки. Изолирующую оболочку и аэрозольную трубку заворачивают в оберточную бумагу переднего конца размером 26,5 мм х 37 мм. Оберточную бумагу со стороны папиросной (выше) помещают в направлении аэрозольной трубки и склеивания места стыка, применяют стыковочный клей (2128-69-1) фирмы Аш.Би. Фуллер Ко., Миннеаполис, штат MN. Обертку длиной 37 мм расправляют в продольном направлении так, что оберточная бумага выступает от свободного конца аэрозольной трубки примерно на 6 мм над изолирующей оболочкой, оставляя свободными примерно 6 мм изолирующей оболочки.
Пластиковую трубку изолирующей оболочки удаляют и вставляют топливный элемент длиной 12 мм таким образом, что конец топливного элемента смыкается с концом изолирующей оболочки.
В. Мундштучный ансамбль.
В один из концов мундштучной трубки вставляют фильтрующую пробку длиной 20 мм, а в другой конец мундштучной трубки вставляют табачный цилиндрик так, что пробка и цилиндрик смыкаются с концами мундштучной трубки.
Мундштучный ансамбль и ансамбль переднего конца располагают в линию таким образом, что табачный цилиндрик примыкает к пробке из табачной бумаги, и после их соединения кусочком ленты получают сигарету.
При закуривании сигареты образуется видимый аэрозоль и ощущается табачный аромат (за счет испаряемых табачных компонентов) в общей сложности в течение 10-12 затяжек. Топливный элемент сгорает примерно на 6 мм назад, то есть примерно до области, в которой облицованная фольгой трубка охватывает топливный элемент, после чего сигарета самозатухает.
Пример 7. Получение компонентов.
Топливный стержень в оболочке
Топливный стержень в оболочке диаметром 7,5 мм, включающий топливный элемент, получают по любому из примеров 2, 3 или 4, а изоляционный материал получают непосредственным экструдированием углеродистого топливного стержня на многослойную ленту из стекловолокна/табачной бумаги. Топливный стержень в оболочке нарезают длиной 72 мм.
Материал оболочки
Материал оболочки состоит из двух слоев Оуэнс-Корнинг С- стеклянного мата толщиной 1 мм перед прессованием в образующей оболочку машине (например, типа описанного в патенте США N 4807809) и после обработки толщиной 0,6 мм каждый. Между двумя слоями С-стекла помещают в виде сэндвича один или два листа высушенной табачной бумаги Р-3150-96-2 фирмы Кимберли-Кларк. Сигаретная бумага под шифром Р-3122-153 фирмы Кимберли-Кларк обертывает внешний слой. Лист высушенной табачной бумаги - это бумагоподобный лист, содержащий смешанный табачный экстракт. Ширина высушенных листов табачной бумаги 17 мм, а ширина внешнего листа сигаретной бумаги 25,5 мм. Стыковочным клеем для внешней обертки может служить холодный стыковочный клей CS 1242 фирмы РДР Пэкиджинг, Р.Дж. Рейнольдс, Уинстон-Салем, шт. N.C.
Трубка субстрата
Непрерывный стержень субстрата диаметром 7,5 мм образуют из широкого высокопрофилированного (36 gsm) шириной около 7 дюймов (17,8 см) тонкого листа бумаги, содержащей 25% сульфата кальция, фирмы Кимберли-Кларк (КС) под шифром Р3284-19 с использованием, например, модифицированного аппарата для изготовления стержней KDF-2. Стержень субстрата обертывают ламинатом бумага/фольга шириной 24,5 мм, в котором фольга представлена алюминиевой фольгой непрерывного литья 0,0005, а бумага представлена бумагой фирмы Симпсон Ко. ("Симпсон") RJR 002. Применяемым для ламинирования клеем является силикатный клей N 06-50-05-0051 фирмы РДР Пэкинджинг. Клеем для центральной линии является холодный клей CS 1242М фирмы РДР Пэкиджинг, который наносят на ламинат опрыскиванием с удержанием субстрата в обертке. Шов заклеивают горячим расплавом клея 444-227 фирмы РДР Пэкиджинг.
Стержень в обертке нарезают в сегменты длиной 60 мм. В ходе образования непрерывного стержня субстрата на тонкий лист бумаги наносят примерно 900 мг образующего аэрозоль вещества, включающего глицерин, пропиленгликоль и ароматизаторы, такие как табачный экстракт. Сегмент субстрата разрезают на пробки субстрата длиной 10 мм и обертывают вышеописанным ламинатом фольги Симпсон RJR 002A/0005 шириной 25,5 мм. Пробки размещают в трубке с чередующимися интервалами в 10 и 12 мм. Пробки склеивают с трубкой нанесением соответствующего горячего расплава клея N 448-37А, РДР Пэкиджинг. Шов склеивают горячим расплавом клея 444-227 фирмы РДР Пэкиджинг.
Непрерывную трубку нарезают на трубчатые секции субстрата с пустотами длиной 42 мм, имеющие центральное пустое пространство в 12 мм, две пробки субстрата по 10 мм и пустое пространство у каждого конца трубки шириной 5 мм.
Табачная секция
Наполнитель из восстановленного рубленого табака, полученный способом патента США N 5159942, формуют в стержень диаметром 7,5 мм и обертывают в бумагу, например, КС 646 шириной 25,5 мм с использованием сигаретоделательной машины Протос и стандартного верхушечного клея. Табачный стержень в обертке нарезают в сегменты длиной 120 мм.
Стержень табачной бумаги диаметром 7,5 мм образуют среднепрофилированным тонким листом табачной бумаги шириной 127 мм, предлагаемой фирмой Кимберли-Кларк под шифром Р-144-GNAA-СВ, с использованием, например, образующего стержни аппарата типа, раскрытого в патенте США N 4807809. Стержень обертывают в КС бумагу Р1487-184-2 шириной 25 мм и нарезают в сегменты длиной 80 мм.
Табачный цилиндр и сегменты табачной бумаги разрезают на сегменты длиной соответственно 40 и 20 мм, располагают в линию в чередующемся порядке и обертывают в обертку из бумаги КС 646 шириной 25,5 мм c использованием для склеивания центральной линии горячего расплава клея 448-37А, РДР Пэкиджинг и стыковочного клея 448-195К в виде горячего расплава фирмы РДР Пэкиджинг. Соединенный ансамбль табачный цилиндр/табачная бумага разрезают на табачную секцию удвоенной длины (60 мм), имеющую центральный сегмент табачного цилиндрика в 40 мм и сегменты табачной бумаги по 10 мм с каждого конца сегмента табачного цилиндра.
Фильтр
Полипропиленовый стержень фильтра диаметром 7,5 мм образуют из РР-100 мата шириной 260 мм фирмы Кимберли-Кларк и обертывают в тонкий лист бумаги Р1487-184-2 шириной 26,5 мм фирмы Кимберли-Кларк c использованием, например, аппарата, раскрытого в патенте США N 4807809, и горячего расплава стыковочного клея 448-195К. Стержень в обертке нарезают в сегменты длиной 80 мм.
Сборка сигареты
Секция топливо/субстрат
Стержень топлива в оболочке нарезают в топливные элементы длиной 12 мм. Два топливных элемента размещают на противоположных сторонах трубчатой секции субстрата с пустотами и устанавливают в линию. Компоненты завертывают в обертку шириной 26,5 мм и длиной 54 мм, представляющую собой ламинат бумага/фольга/бумага, состоящий из бумаги Экуста 15456-фольги 0,0005 непрерывного литья-бумаги Экуста 29492, ламинирование с фольгой осуществляют c использованием клея Эрфлекс 465. Ламинат наклеивают на топливо в оболочке и трубчатый ансамбль субстрата с пустотами холодным клеем МТ-8014 (РДР Пэкиджинг), наносимым на всю внутреннюю поверхность ламината. Обертка охватывает трубку субстрата и выступает примерно на 6 мм от свободных концов каждого топливного элемента с образованием секции топливо/субстрат удвоенной длины.
Звено табак/топливо
Секцию топливо/субстрат удвоенной длины разрезают в ее середине и размещают на противоположных сторонах табачной секции удвоенной длины, после устанавливают в линию так, что пустой конец каждой секции топливо/субстрат соседствует и примыкает к пробкам из табачной бумаги у каждого конца табачной секции удвоенной длины. Собранные компоненты обертывают бумагой Экуста Е30336 длиной 70 мм и шириной 26 мм. Обертку приклеивают к секции топливо/субстрат и ансамблю табачной секции клеем МТ-8009 (РДР Пэкиджинг) с образованием звена табак/топливо удвоенной длины (примерно 126 мм).
Сигарета
Звено табак/топливо удвоенной длины разрезают в его середине и размещают на противоположных сторонах фильтрующего звена удвоенной длины и устанавливают в линию таким образом, что конец табачного цилиндрика единичного звена табак/топливо соседствует и примыкает к фильтру удвоенной длины. Собранные компоненты обертывают в верхушечную обертку (RJR верхушка, шифр N 1000011) длиной примерно 50 мм и шириной около 26 мм, которая выступает примерно на 5 мм за каждый стык между фильтром удвоенной длины с каждым звеном табак/топливо. Обертку по всей ее площади склеивают с собранными компонентами клеем МТ-8009 (РДР Пэкиджинг) с 100%-ным охватом и образованием сигареты удвоенной длины. Сигарету удвоенной длины разрезают примерно в ее середине (то есть в середине фильтра удвоенной длины) с образованием единственной сигареты.
Изобретение подробно раскрыто с включением его рекомендуемых воплощений. Однако следует указать, что специалист, ознакомившись с предлагаемым описанием, способен внести модификации и/или улучшения в изобретение, не противоречащие духу и объему изобретения, отраженных в следующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СИГАРЕТ (ВАРИАНТЫ) | 1993 |
|
RU2109468C1 |
| АЭРОЗОЛЬОБРАЗУЮЩИЙ СУБСТРАТ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И СИГАРЕТА (ВАРИАНТЫ) | 1992 |
|
RU2097996C1 |
| Курительное изделие | 1989 |
|
SU1812955A3 |
| Курительное изделие | 1991 |
|
SU1836038A3 |
| ГОРЮЧАЯ КОМПОЗИЦИЯ И ЦИЛИНДРИЧЕСКИЙ ГОРЮЧИЙ ЭЛЕМЕНТ | 1994 |
|
RU2120781C1 |
| Курительное изделие типа сигареты | 1988 |
|
SU1837814A3 |
| Сигарета | 1990 |
|
SU1812956A3 |
| Устройство для изготовления жгутов при производстве курительных изделий | 1990 |
|
SU1805884A3 |
| Сигарета | 1990 |
|
SU1831300A3 |
| Сигарета | 1990 |
|
SU1829919A3 |
Использование: для улучшения углеродистого топливного элемента. Сущность изобретения: создают топливный элемент с составным поддерживающим компонентом, способствующим удерживанию топливного элемента в структуре сигареты в процессе курения, и топливный элемент сгорает при более низких средних температурах, чем ранее применяемые углеродистые топливные элементы. В одном из рекомендуемых воплощений изобретения топливный элемент состоит из по меньшей мере двух различных материалов, соприкасающихся на всем их протяжении, в том числе одного материала, который горит, и другого материала, который предпочтительно не горит или горит более медленно, чем горючий материал. Негорючий по существу негорючий материал предпочтительно представлен теплообменным материалом, таким как графит. В рекомендуемых вариантах негорючий поддерживающий или удерживающий компонент выступает за периферию горючего материала, в результате чего взаимодействует с окружающей топливный элемент изолирующей оболочкой, удерживает элемент на месте, в частности, в процессе курения. 2 с. и 14 з.п. ф-лы, 13 ил., 1 табл.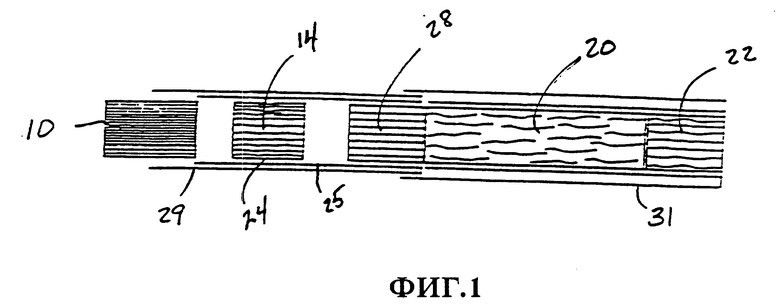
| US, патент, 4714082, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
