Изобретение относится к обработке металлов давлением, в частности к способам холодной штамповки, и может быть использовано при формообразовании конических деталей.
Известны способы вытяжки за одну операцию неглубоких и средних конических деталей (Романовский В.П. Справочник по холодной штамповке. 6 издание, -Л. Машиностроение, 1979, с. 158, рис. 134 а, б).
Известен способ многооперационной вытяжки высоких конических деталей (там же, с. 158, рис. 135,б). На подготовку производства таких деталей требуются значительные затраты, связанные с изготовлением сложной штамповой оснастки. Выбор материалов для таких деталей ограничен пластичностью.
Известен также способ изготовления конических обечаек (авт.св. СССР N 236408, кл. B 21 D 11/20, 1967 прототип).
Однако этим способом нельзя, например, осуществлять формообразование конических деталей с дном.
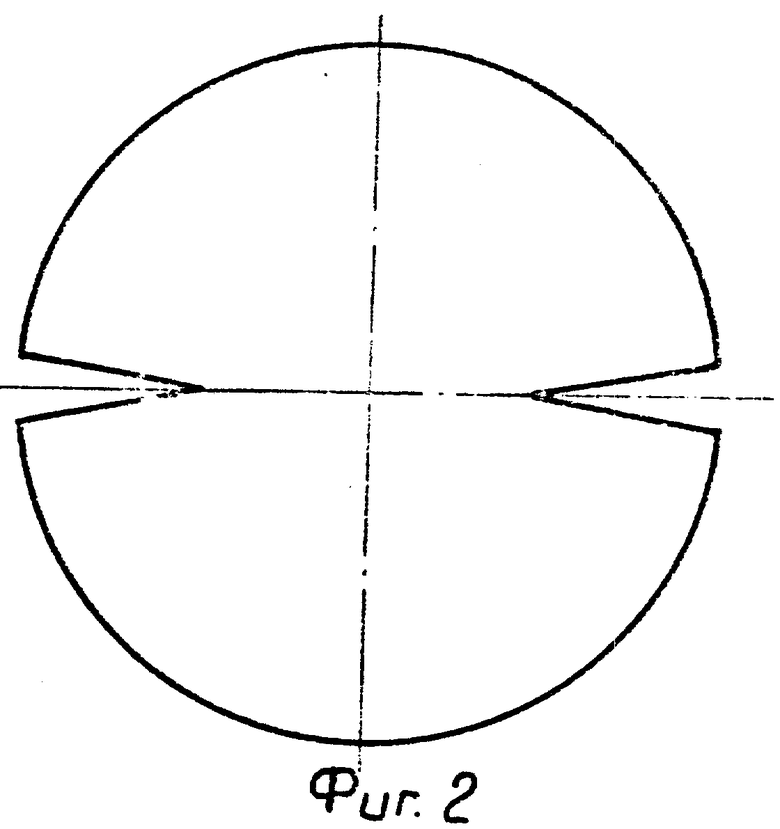
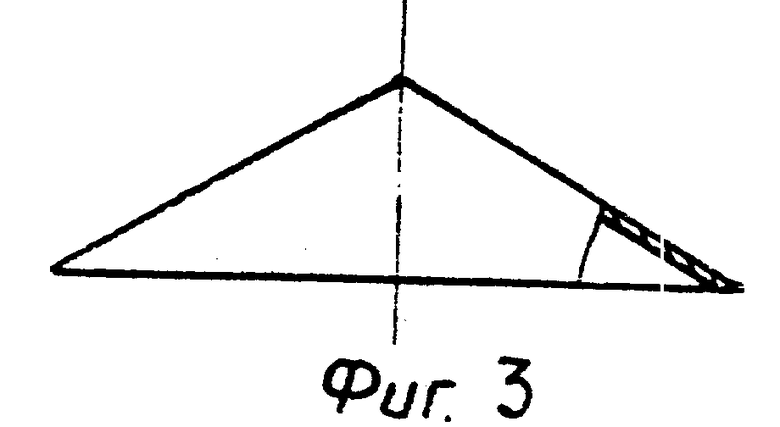
Предложенный способ отличается тем, что в заготовке вырезают симметрично имеющемуся дополнительный сектор, а формообразование осуществляют в штампе без прижима с последующей сваркой стыка.
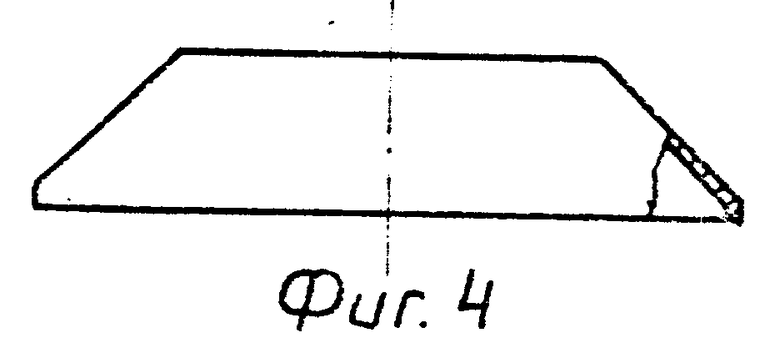
На фиг.1, 2 показаны исходные заготовки; на фиг.3, 4 детали, полученные данным способом.
Размеры секторов зависят от конструкции деталей, угла конуса и определяются расчетным путем с последующей практической отработкой процесса.
Данным способом можно изготавливать конусные детали практически неограниченной высоты, даже в единичном мелкосерийном производстве при самых неблагоприятных для вытяжки соотношениях толщины материала и диаметра заготовки, из малопластичных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАТРУБКОВ С УВЕЛИЧЕННОЙ ТОЛЩИНОЙ СТЕНКИ | 1997 |
|
RU2117542C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЦЕЛЬНОГО СОПРЯЖЕНИЯ УСЕЧЕННОЙ ПИРАМИДЫ, ВЫПОЛНЕННОЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, И ЦИЛИНДРИЧЕСКОГО ПАТРУБКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2106923C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ НЕФОРМОУСТОЙЧИВЫХ ТОНКОСТЕННЫХ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2143329C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1996 |
|
RU2108186C1 |
| ДЫХАТЕЛЬНО-ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН | 1998 |
|
RU2137002C1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 1995 |
|
RU2097636C1 |
| ПРОБООТБОРНИК ДЛЯ ОТБОРА ПРОБ ИЗ РЕЗЕРВУАРОВ С НЕФТЕПРОДУКТАМИ | 1998 |
|
RU2132994C1 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ ЖИДКИХ ИЛИ ГАЗООБРАЗНЫХ СРЕД (ВАРИАНТЫ) | 2005 |
|
RU2306171C1 |
| ВОДОСПУСК С ПЛАВАЮЩЕЙ КРЫШИ ВЕРТИКАЛЬНОГО РЕЗЕРВУАРА ДЛЯ ХРАНЕНИЯ НЕФТЕПРОДУКТОВ | 1998 |
|
RU2132995C1 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
Использование: изобретение относится к обработке металлов давлением и может быть применено при формообразовании конических деталей, в том числе с дном. Сущность: у исходной заготовки вырезают два сектора, расположенных симметрично относительно один другого, и в штампе без прижима осуществляют формообразование за один технологический переход. Затем стык сваривают. При этом значительно снижается степень деформации и исключается гофрообразование. 4 ил.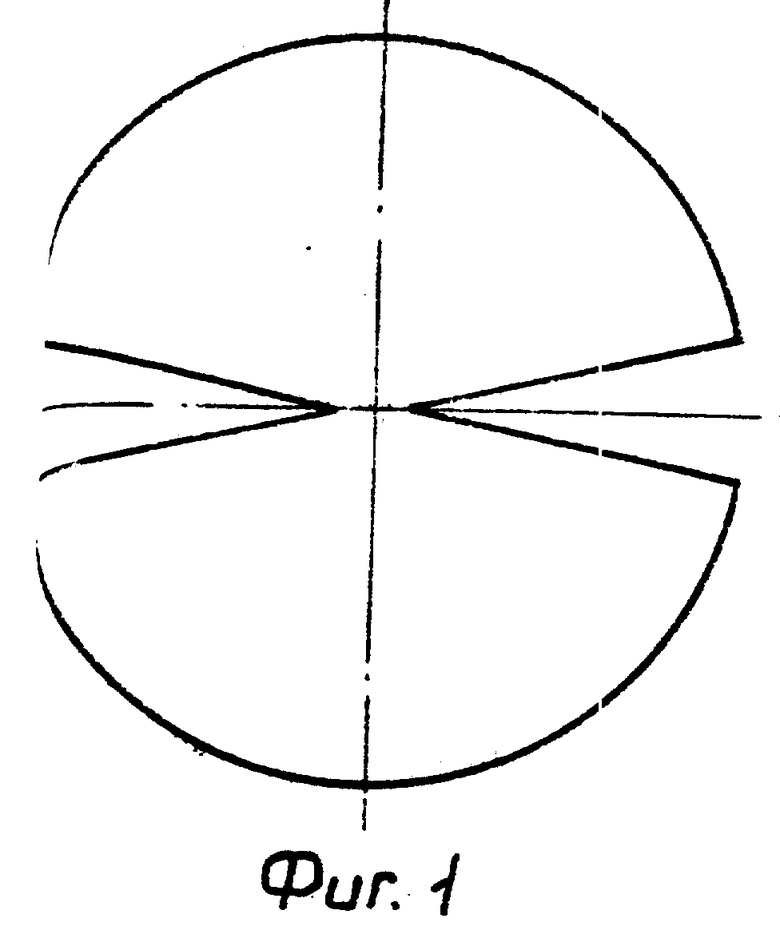
Способ формирования конических деталей, включающий процесс холодной штамповки круглой плоской заготовки с вырезом в виде сектора, отличающийся тем, что в заготовке вырезают симметрично имеющемуся дополнительный сектор, а формирование осуществляют в штампе без прижима с последующей сваркой стыка.
| SU, авторское свидетельство № 236408, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
