Изобретение относится к обработке металлов давлением, в частности к способам изготовления деталей с помощью обкатных роликов, и может быть использовано при ротационном выдавливании деталей из алюминия, меди, латуни, стали и других материалов, способных к пластической деформации в холодном состоянии.
Известен способ соединения деталей с трубой путем развальцовки трубы, при котором на внутренней поверхности детали выполняют кольцевые пояски [1]. Однако для увеличения толщины стенки патрубка данный способ неприемлем в связи с тонкостенностью используемого материала.
Известен способ формообразования патрубков [2] (прототип). Однако при изготовлении корпусных деталей (например, корпусов дыхательных клапанов) из относительно тонколистового материала, патрубок (седло клапана), стенка которого в результате выдавливания утоняется, становится неформоустойчивым по диаметру и особенно по неплоскостности обрезанного торца.
Указанный известный способ формообразования патрубков с увеличенной толщиной стенки включает установку заготовки на матрицу и ротационное выдавливание патрубков с одновременной обрезкой торца.
Предложенный способ отличается тем, что для увеличения толщины стенки патрубка в матрицу устанавливают кольцо с радиально расположенными отверстиями. При этом раскатываемый материал внедряется в отверстия, выполняя роль заклепок.
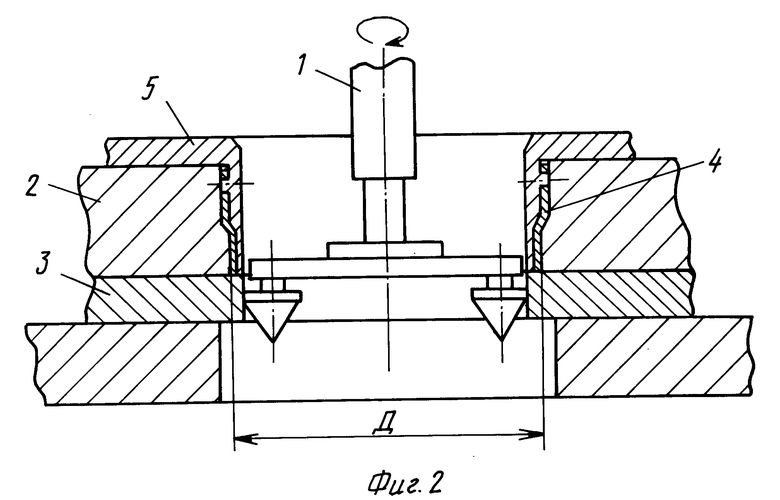
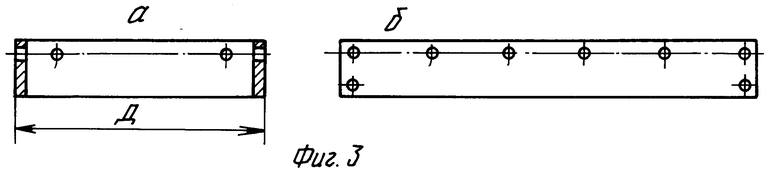
На фиг. 1 изображен корпус дыхательного клапана для резервуаров с нефтепродуктами; на фиг. 2 - устройство, реализующее способ; на фиг. 3 - кольцо жесткости а) и развертка кольца б).
Способ осуществляют следующим образом. В матрицу 2 (фиг. 2) устанавливают свальцованное до требуемого диаметра кольцо 4 из листового материала с радиально расположенными отверстиями, как показано на фиг. 3. Исходную заготовку 5 устанавливают на матрицу 2. Раскатную головку 1 вводят осевым перемещением в отверстие в заготовке 5 и вкатывают материал заготовки в матрицу. При контакте вкатываемого материала с торцом кольца, последнее под действием усилия выдавливания надежно прижимается другим торцом к плоскости обрезного кольца 3. В процессе выдавливания материал заготовки вкатывается в отверстия кольца, выполняя роль заклепок и обеспечивая надежное неразъемное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЦЕЛЬНОГО СОПРЯЖЕНИЯ УСЕЧЕННОЙ ПИРАМИДЫ, ВЫПОЛНЕННОЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, И ЦИЛИНДРИЧЕСКОГО ПАТРУБКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2106923C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ НЕФОРМОУСТОЙЧИВЫХ ТОНКОСТЕННЫХ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2143329C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2098208C1 |
| ДЫХАТЕЛЬНО-ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН | 1998 |
|
RU2137002C1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН ДЛЯ РЕЗЕРВУАРОВ С ЛЕГКОИСПАРЯЮЩИМИСЯ ЖИДКОСТЯМИ | 1998 |
|
RU2142593C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1996 |
|
RU2108186C1 |
| ОГНЕПРЕГРАДИТЕЛЬ | 1999 |
|
RU2142303C1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 1995 |
|
RU2097636C1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 1999 |
|
RU2165558C1 |
| ОГНЕПРЕГРАДИТЕЛЬ | 1999 |
|
RU2142304C1 |
Изобретение относится к обработке металлов давлением. Способ включает ротационное выдавливание патрубков с одновременной обрезкой торца. Для увеличения толщины стенки патрубка в матрицу устанавливают кольцо с радиально расположенными отверстиями. При этом раскатываемый материал внедряется в отверстия, выполняя роль заклепок. Способ обеспечивает надежное неразъемное соединение. 3 ил.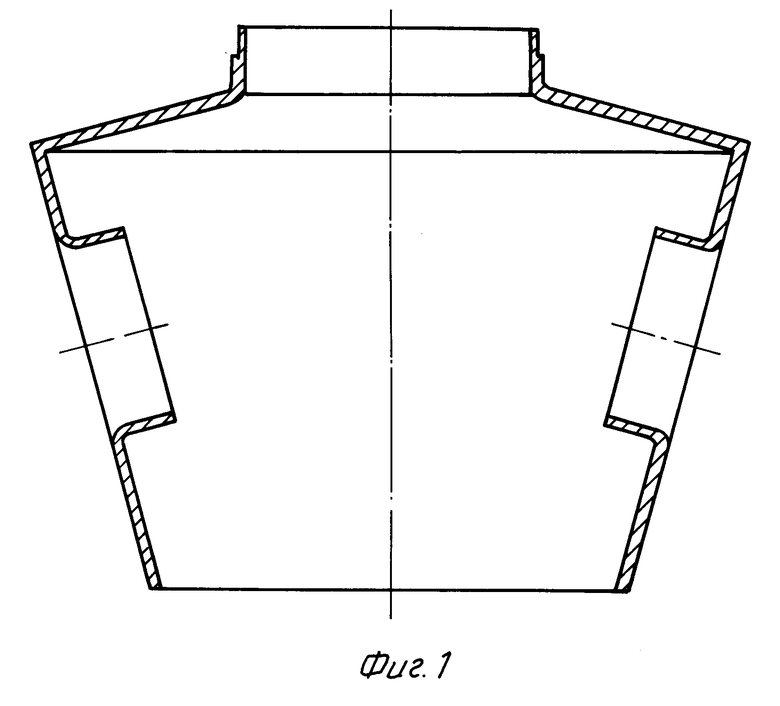
Способ формообразования патрубков с увеличенной толщиной стенки, включающий установку заготовки на матрицу и ротационное выдавливание патрубков с одновременной обрезкой торца, отличающийся тем, что в матрицу устанавливают кольцо с раздельно расположенными отверстиями, при этом выдавливание производят с заполнением отверстий кольца раскатываемым материалом, выполняющим роль заклепок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 919789, B 21 D 39/06, 1972 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, патент, 1745391, B 21 C 37/28, 1992. | |||
