Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности является устройство для поточного вакуумирования металла при непрерывной разливке, включающее сталеразливочный ковш, герметично состыкованный с вакуум-камерой, снабженной вакуум-проводом и сливным патрубком, установленным в ее днище и входящим в рабочую полость промежуточного ковша, снабженного в свою очередь удлиненными разливочными стаканами, входящими в кристаллизаторы. Поверхность футеровки внутренней полости боковых стенок вакуум-камеры выполнена равной по окружности и по высоте без выступов.
(См. Соколов Г.А. Внепечное рафинирование стали. М. Металлургия, 1977, с. 194, рис. 66а).
Недостатком известного устройства является недостаточная эффективность поточного вакуумирования металла в процессе непрерывной разливки. Это объясняется относительно небольшим временем прохождения капель металла от разливочного ковша до уровня слоя металла, находящегося на днище вакуум-камеры. В этих условиях происходит углеродное раскисление разливаемой стали с недостаточной интенсивностью и эффективностью.
Технический эффект при использовании изобретения заключается в повышении эффективности и интенсивности поточного вакуумирования металла при непрерывной разливке и в улучшении качества непрерывно-литых слитков.
Указанный технический эффект достигается тем, что устройство для поточного вакуумирования металла при непрерывной разливке включает сталеразливочный ковш, герметично состыкованный с футерованной вакуум-камерой, снабженной вакуум-проводом и сливным патрубком, установленным в ее днище и входящим в рабочую полость промежуточного ковша, снабженного в свою очередь удлиненными разливочными стаканами, входящими в кристаллизаторы.
На внутренней поверхности футеровки по высоте боковых стенок вакуум-камеры выполнены выступы, расположенные по винтовой линии с углом наклона 5-15 градусов на длине, равной 0,6-0,8 общей высоты рабочей полости вакуумкамеры. Ширина каждого выступа составляет 0,06-0,08 диаметра внутренней полости вакуум-камеры, а высота каждого выступа составляет 0,8-1,2 его ширины.
Повышение эффективности и интенсивности поточного вакуумирования металла при непрерывной разливке будет происходить вследствие увеличения времени пребывания металла в вакуумной камере из-за наличия на ее боковой поверхности винтовых выступов. В этих условиях большая часть капель струи металла попадает на указанные выступы и металл стекает по ним вниз, что и увеличивает время пребывания металла в вакуум-камере. В этом случае увеличивается интенсивность углеродного раскисления металла.
Улучшение качества непрерывно-литых слитков происходит вследствие повышения интенсивности и глубины углеродного раскисления разливаемого металла.
Диапазон значений угла наклона или подъема винтовой линии выступа в пределах 5-15 градусов объясняется гидравлическими закономерностями течения жидкого металла на наклонной плоскости выступов. При меньших значениях металл будет затвердевать на выступах вследствие малой скорости его течения. При больших значениях увеличение времени пребывания металла в вакуум-камере будет недостаточным для повышения эффективности поточного вакуумирования в необходимых пределах из-за течения металла по выступам с большой скоростью.
Указанный диапазон устанавливается в обратной зависимости от массового расхода металла из сталеразливочного ковша.
Диапазон величины длины винтовой линии выступов по высоте боковых стенок вакуум-камеры в пределах 0,6-0,8 ее общей высоты объясняется физико-химическими закономерностями углеродного раскисления разливаемой стали. При меньших значениях время пребывания металла в вакуум-камере уменьшится сверх допустимых значений. Большие значения устанавливать не имеет смысла, т.к. при этом не будет происходить увеличение эффективности поточного вакуумирования разливаемого металла.
Указанный диапазон устанавливается в прямой зависимости от общей высоты рабочей полости вакуум-камеры.
Диапазон значений ширины выступа в пределах 0,06-0,08 диаметра внутренней полости вакуум-камеры объясняется гидравлическими закономерностями распыления струи металла в вакууме. При меньших значениях уменьшится доля вакуумируемого металла с повышенной интенсивностью сверх допустимых значений. При больших значениях не будет обеспечиваться равномерное распределение капель металла на выступах по высоте вакуум-камеры.
Указанный диапазон устанавливается в прямой зависимости от величины внутреннего диаметра вакуум-камеры.
Диапазон значений высоты каждого выступа в пределах 0,8-1,2 его ширины объясняется гидравлическими закономерностями распыления струи металла в вакууме. При меньших значениях выступы будут обладать недостаточной прочностью. При больших значениях уменьшится доля вакуумированного металла, попадаемого на выступы.
Указанный диапазон устанавливается в прямой зависимости от ширины выступа.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
На чертеже показана схема устройства для поточного вакууммирования металла при непрерывной разливке, продольный разрез.
Устройство для поточного вакуумирования металла при непрерывной разливке состоит из сталеразливочного ковша 1, корпуса вакуум-камеры 2, футеровки вакуум-камеры 3, вакуум-провода 4, выступов 5, уплотнений 6, сливного патрубка 7, промежуточного ковша 8, разливочных стаканов 9, кристаллизаторов 10. Позицией 11 обозначен жидкий металл, 12 непрерывно-литые слитки, 13 струи металла, L общая высота рабочей полости вакуум-камеры, l высота линии винтового выступа, a шаг винтовой линии выступа, b ширина выступа, c высота выступа, D внутренний диаметр рабочей полости вакуум-камеры, α - угол наклона винтовой линии выступов.
Устройство для поточного вакуумирования металла при непрерывной разливке работает следующим образом.
Пример. В начале процесса непрерывной разливки жидкая нераскисленная сталь 11 марки ст.3 подается из сталеразливочного ковша 1 емкостью 350 т во внутреннюю полость вакуум-камеры и создается в ней разрежение до необходимого по технологии остаточного давления в пределах 0,5-1,5 кПа в зависимости от раскисленности стали. Сталеразливочный ковш состыкован с вакуум-камерой через уплотнения 6. Разрежение создается посредством вакуум-провода 4, соединенного с вакуум-насосом. Металл 11 подается из вакуум-камеры в промежуточный ковш 8 емкостью 50 т по сливному патрубку 7. Далее металл 11 из промежуточного ковша 8 подается через удлиненные разливочные стаканы 9 в кристаллизаторы 10, под уровень металла. Из кристаллизаторов 10 вытягиваютя непрерывно-литые слитки 12.
Вакуумная камера состоит из стального корпуса 2, внутри которого выложена футеровка 3 из периклазоуглеродистых кирпичей. На внутренней поверхности футеровки 3 по высоте боковых стенок вакуум-камеры выполнены выступы 5, расположенные, например, по однозаходной винтовой линии с шагом "а" и с углом наклона a в пределах 5-15 градусов на длине l, равной 0,6-0,8 общей высоты L рабочей полости вакуум-камеры. Ширина "в" выступа 5 составляет 0,06-0,08 диаметра D внутренней полости вакуум-камеры, а высота "с" каждого выступа 5 составляет 0,8-1,2 его ширины "b". Выступы 5 выполнены из тех-же огнеупорных материалов, что и футеровка 3 вакуумной камеры.
После выполнения промежуточного ковша 8 металлом 11 выше нижнего торца сливного патрубка 7 и герметизации вакуум-камеры уровнем металла 11 производится струйное вакуумирование разливаемой стали. При этом струи 13 металла 11 принимают веерообразную конусную форму, вследствие чего большая часть капель металла при своем движении вниз попадает на выступы 5 и стекает по ним в направлении днища вакуум-камеры. В этих условиях значительно увеличивается время пребывания металла во внутренней полости вакуум-камеры, что способствует повышению степени углеродного раскисления стали.
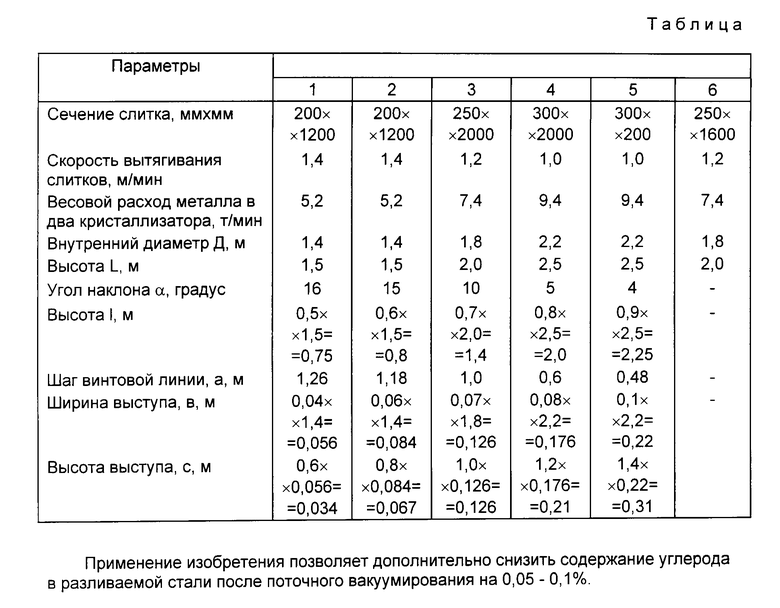
В таблице приведены примеры работы устройства с различными технологическими параметрами.
В первом примере вследствие малой высоты винтовой линии выступов, их ширины и большого угла наклона выступов не обеспечивается необходимая эффективность углеродного раскисления разливаемой стали, а также уменьшается время пребывания металла в вакуум-камере сверх допустимых значений.
В пятом примере вследствие большой высоты винтовой линии, ширины и высоты выступов уменьшается доля разливаемого металла, которая подвергается эффективному вакуумированию сверх допустимых значений.
В шестом примере (прототип) вследствие отсутствия на внутренней поверхности футеровки вакуум-камеры винтовых выступов не происходит увеличение времени пребывания металла в вакуум-камере, что не обеспечивает увеличение интенсивности и эффективности процесса поточного вакуумирования металла при непрерывной разливке.
В оптимальных примерах 2-4 вследствие наличия на внутренней поверхности футеровки вакуум-камеры винтовых выступов с необходимыми параметрами обеспечивается увеличение времени пребывания большей части разливаемой стали в вакуум-камере, что приводит в повышению интенсивности и эффективности углеродного раскисления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2086348C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066589C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092273C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029658C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085332C1 |
Использование: область металлургии, конкретнее непрерывная разливка металлов. Сущность: для повышения эффективности поточного вакуумирования металла при непрерывной разливке устройство содержит сталеразливочный ковш, герметично состыкованный с футеррованной вакуумной камерой, снабженной вакуум-проводом и сливным патрубком, установленным в ее днище и входящим в рабочую полость промежуточного ковша, снабженного удлиненными разливочными стаканами, входящими в кристаллизаторы. На внутренней поверхности футеровки по высоте боковых стенок вакуум-камеры выполнены выступы, расположенные по винтовой линии с углом наклона 5-15o на длине, равной 0,6-0,8 общей высоты рабочей полости вакуум-камеры. Ширина каждого выступа составляет 0,06-0,08 диаметра внутренней полости вакуум-камеры, а высота каждого выступа составляет 0,8-1,2 его ширины. 1 табл., 1 ил.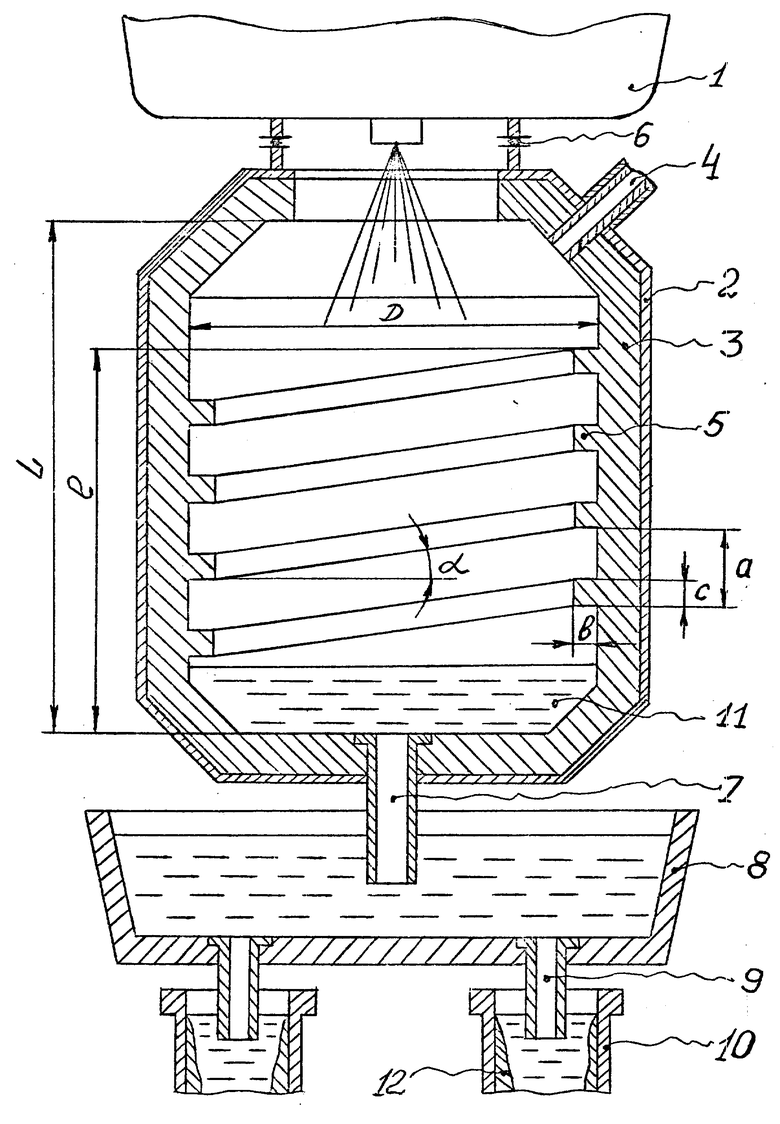
Устройство для поточного вакуумирования металла при непрерывной разливке, содержащее сталеразливочный ковш, герметично состыкованный с футерованной вакуумной камерой, снабженной вакуум-проводом и сливным патрубком, установленным в ее днище и входящим в рабочую полость промежуточного ковша, выполненного с удлиненными разливочными стаканами, входящими в кристаллизаторы, отличающееся тем, что на внутренней поверхности футеровки по высоте боковых стенок вакуум-камеры выполнены выступы, расположенные по винтовой линии с углом наклона 5 15o на длине, равной 0,6 0,8 общей высоты рабочей полости вакуум-камеры, при этом ширина каждого выступа составляет 0,06 0,08 диаметра внутренней полости вакуум-камеры, а высота каждого выступа составляет 0,8 1,2 его ширины.
| Соколов Г.А | |||
| Внепечное рафинирование стали | |||
| - М.: Металлургия, 1977, с.194, рис | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
