Изобретение относится к обработке металлов резанием, в частности к конструкциям резцов со сменными режущими вставками.
Известный резец системы T-max Q-Cut (каталог шведской фирмы Sandvik Coromant C-1000, 3-ENG, с. 205) содержит корпус, выполненный в виде пластины с прорезью, Поверхность консоли, обращенная к прорези, выполнена V-образной формы. На торцевой части консоли выполнен выступ, имеющий прижимную поверхность, выполненную также V-образной формы. В прорези пластины расположена режущая вставка с V-образной опорной и прижимной поверхностями. Один из участков прижимной поверхности вставки выполнен под углом к опорной поверхности вставки, а другой участок прижимной поверхности вставки, расположенный ближе к вершине вставки, выполнен параллельно опорной поверхности вставки и предназначен для взаимодействия с прижимной поверхностью выступа торцевой части консоли. На прижимной поверхности вставки выполнен стопорный выступ, позволяющий фиксировать вставку в радиальном направлении.
Фиксация режущей вставки происходит при совмещении выступа торцевой части консоли с участком прижимной поверхности вставки, выполненном параллельно опорной поверхности пластины, после того, как выступ торцевой части консоли (при движении вставки в прорезь) упрется в стопорный выступ вставки.
Недостатком данной конструкции резца является низкая точность и ненадежность базирования вставки в пластине. Эти дефекты базирования обусловлены малой жесткостью и малой контактной прочностью торца консоли, контактирующего со стопорным выступом вставки. Торец консоли, воспринимающий радиальную составляющую силы резания, выполнен в виде узкой полости, высота которой в несколько раз меньшей ее длины, из-за чего площадь его поверхности настолько мала, что при резании могут быть чрезмерные упругие деформации торца консоли, а следовательно, и смещения (вибрации) вставки в радиальном направлении, отрицательно влияющие на точность обработки и стойкость режущей вставки. При увеличении режимов резания может произойти даже смятие торца консоли и еще большее, и уже невозвратное смещение вставки в радиальном направлении. Кроме того, очень сложен в изготовлении процесс выполнения на пластине резца двух сопряженных между собой и расположенных под углом друг к другу V-образных участков.
Известный резец по патенту ФРГ N 3219150, B 23 B 27/04, содержит корпус, выполненный в виде пластины с прорезью, образующую консольную часть пластины. На консольной части выполнены упорная поверхность и V-образная прижимная поверхность. V- образная опорная поверхность выполнена на нижней, неконсольной части пластины. Режущая вставка выполнена с упорной поверхностью, а также с V-образными опорной и прижимной поверхностями.
Закрепление режущей вставки производится движением режущей вставки по V-образным опорной и прижимной поверхностям до соприкосновения упорных поверхностей вставки и пластины.
Недостатком конструкции резца по патенту ФРГ N 3219150 является неточность базирования режущей вставки, обусловленная тем, что упор режущей вставки осуществляется на подвижный и нежесткий прижимной элемент (консольную часть пластины).
Известный резец шведской фирмы Sandvik Coromant (каталог "Токарные резцы" Ry-8000: 3, с. 118), выбранный за прототип, выполнен в виде пластины с прорезью, делящей пластину на две части: верхнюю консольную часть (консоль) пластины с прижимной поверхностью на торцевой части и нижнюю часть пластины с гнездом под режущую вставку. Гнездо выполнено с опорной и упорной поверхностями, при этом упорная поверхность гнезда расположена параллельно боковой рабочей поверхности пластины и под острым углом к опорной поверхности гнезда.
Закрепление режущей вставки производится за счет контакта торцевой части консоли с прижимной поверхностью режущей вставки.
Недостатком подобной конструкции резца является ненадежность работы, так как выполнение упорной поверхности гнезда параллельной боковой рабочей поверхности пластины не обеспечивает возможность выполнения высокой виброустойчивой консоли. Невысокая и нежесткая консоль пластины резца, находящаяся в зоне резания под воздействием стружки, большой температуры, ударных и вибрационных нагрузок, не только не обеспечивает надежный прижим, но и сама подвержена разрушению.
Кроме того, в результате выполнения упорной поверхности гнезда под острым углом к опорной поверхности точка пересечения упорной и прижимной поверхности расположена близко к вершине резца, что максимально приближает зону прижима к зоне резания и ускоряет разрушение прижимной части невысокой консоли.
В предлагаемой конструкции резца, содержащего корпус, выполненный в виде пластины с прорезью, образующую верхнюю прижимную консольную часть пластины и нижнюю часть пластины с гнездом для режущей вставки, имеющим упорную и V-образную опорную поверхности, упорная поверхность гнезда выполнена под прямым углом к опорной поверхности и под острым углом к боковой рабочей поверхности пластины, причем вершина острого угла расположена под опорной поверхностью на пересечении боковой рабочей поверхности пластины и упорной поверхности.
Подобное выполнение гнезда под режущую вставку с упорной поверхностью, расположенной под острым углом к боковой поверхности пластины, позволит увеличить высоту консольной части пластины, а увеличение высоты консоли увеличивает ее жесткость, причем в квадратичной зависимости, что в итоге увеличивает силу прижима, а следовательно, повышает надежность закрепления режущей вставки.
Выполнение гнезда под режущую вставку с упорной поверхностью, находящейся под прямым углом к опорной поверхности, позволит удлинить прижимную поверхность режущей вставки и максимально удалить зону прижима от зоны резания.
Кроме того, прямой угол в гнезде упрощает технологию изготовления гнезда, способствует более длительному сохранению прижимной части консоли, а также повышает надежность и точность базирования вставки.
На чертеже изображен резец общий вид.
Резец содержит корпус, выполненный в виде пластины 1 с прорезью 2, проходящей от рабочей боковой поверхности 3 пластины 1 в глубь пластины 1 и делящей пластину 1 на две части: консольную прижимную часть 4 с V-образной прижимной поверхностью и нижнюю часть 5.
В нижней части 5 пластины 1 выполнено гнездо 6 для размещения режущей вставки 7. Гнездо 6 имеет V-образную опорную 8 и упорную 9 поверхности, выполненные под прямым углом друг к другу. Упорная поверхность 9 расположена под острым углом (10.15 градусов) к рабочей боковой стороне 3 пластины 1.
Сборка резца осуществляется следующим образом.
В прорезь 2 пластины 1 вставляется ключ и консоль 4 ключем отжимается от нижней части 5 пластины 1. Затем режущая вставка 7 по V-образным направляющим опорной поверхности 8 гнезда 6 и прижимной поверхности консольной части 4 вставляется в гнездо 6 до контакта с упорной поверхностью 9 гнезда 6. Ключ вынимается и консольная часть 4 плотно прижимает вставку 7 к опорной поверхности 8.
Технико-экономические преимущества изобретения заключаются в том, что данная конструкция, позволяющая повысить надежность базирования режущей вставки, значительно увеличивает срок службы режущей вставки и самой пластины за счет увеличения срока службы консольной прижимной части. Кроме того, за счет повышения точности базирования режущей вставки повышается точность инструмента, что особенно важно при использовании резцов на станках с числовым программным управлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ РЕЗЕЦ | 1996 |
|
RU2093314C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2009776C1 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| РЕЗЕЦ | 1995 |
|
RU2076016C1 |
| СБОРНАЯ ДИСКОВАЯ ФРЕЗА | 1995 |
|
RU2094181C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| СБОРНАЯ ДИСКОВАЯ ФРЕЗА | 1994 |
|
RU2080249C1 |
| СБОРНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2053055C1 |
| РАСТОЧНОЙ БЛОК | 1992 |
|
RU2053047C1 |
Использование: область обработки металлов резанием, в частности конструкции резцов со сменными режущими элементами. Сущность изобретения: резец содержит корпус, выполненный в виде пластины с прорезью и с гнездом для размещения режущей вставки. Упорная поверхность гнезда расположена под прямым углом к опорной поверхности гнезда и под острым углом к боковой рабочей стороне пластины. 1 ил.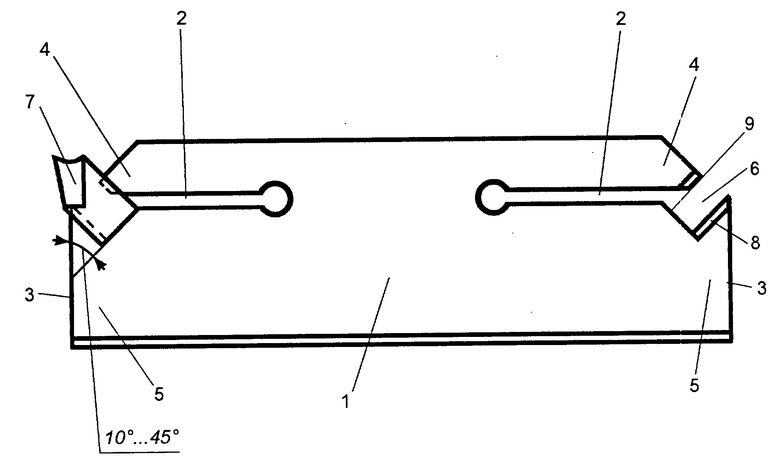
Резец, содержащий корпус, выполненный в виде пластины с прорезью, образующей верхнюю прижимную консольную часть пластины и нижнюю часть пластины с гнездом для режущей вставки, имеющим упорную и V-образную опорную поверхности, отличающийся тем, что упорная поверхность расположена под прямым углом к опорной поверхности и под острым углом к боковой рабочей поверхности пластины, причем вершина острого угла расположена под опорной поверхностью на пересечении боковой рабочей поверхности пластины и упорной поверхности.
| Центрифуга непрерывного действия для разделения жидкостных смесей | 1926 |
|
SU8000A1 |
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |

