Изобретение относится к машиностроению и может быть использовано в силовых передачах, например, автомобилей.
В настоящее время в автомобилестроении все чаще находят применение узлы и детали из сплавов на основе алюминия, что обуславливается необходимостью уменьшения веса автомобиля, что в свою очередь позволяет улучшить целый ряд его основных эксплуатационных качеств, например, таких, как экономичность. Особое значение имеет снижение веса вращающихся масс трансмиссии автомобиля, поскольку на преодоление их инерционности при разгоне автомобиля тратится значительная часть мощности двигателя.
Валы силовых передач конструктивно представляют собой трубу, на концах которой закреплены элементы шарниров, передающих крутящий момент под различными углами. В силу обеспечения необходимых прочностных качеств элементы шарниров выполняются из стали, а для облегчения конструкции трубу изготавливают из алюминиевого сплава. Возникает проблема надежности соединения стальных элементов шарниров с алюминиевой трубой, а также защищенности этих соединений от электрохимической коррозии, которой в значительной степени подвержена пара "сталь-алюминий".
Из описания к экономическому патенту ГДР N 266390, МКИ 4 F 16 D, опубликованному 29.03.89 в бюллетене N 13, известен ведущий вал автомобиля, зубчатый хвостовик шарнира которого связан с трубой, передающей крутящий момент, причем зубья хвостовика шарнира запрессованы в сужающийся участок трубы, внутренний диаметр которой меньше внешнего диаметра зубьев, но значительно больше диаметра их делительной окружности, при этом зубья в сужающемся участке аксиально зафиксированы внутренними упорами и внешней высадкой на этом участке.
При условии, что в таком соединении применена алюминиевая труба, запрессовать ее зубчатый (шлицованый) хвостовик технологически не представляется возможным из-за раздачи трубы в радиальном направлении. При опрессовке трубы на хвостовике радиальной штамповкой практически невозможно достигнуть беззазорного заполнения шлицевых поверхностей хвостовика. А значит, в процессе эксплуатации в зазоры такого соединения будет проникать влага, создавая благоприятные условия для протекания процесса электрохимической коррозии в соединении "сталь-алюминий", что приведет к его разрушению.
Наиболее близким к заявляемому техническому решению является вал силовой передачи (заявка Японии N 1-169155, МКИ 4 F 16 C 13/02, B 60 K 17/22, опубл. 04.07.89), содержащий стальной хвостовик, на наружной поверхности которого выполнены шлицы, на которые надет и опрессован трубчатый элемент. Для повышения надежности соединения к его стойкости к электрохимической коррозии на наружную поверхность трубчатого элемента и наружную поверхность хвостовика вблизи торца трубчатого элемента по прессовой посадке надета металлическая втулка.
Недостатком такого соединения является то, что втулка не защищает гальваническую пару "сталь-алюминий" из внутренней полости трубы, где также образуется влага, например, конденсат, который, проникая в зазоры шлицевого соединения, создает условия для протекания электрохимической коррозии, разрушающей шлицевое соединение.
Задачей изобретения является повышение надежности и технологичности конструкции силовой передачи, а также ее стойкости к электрохимической коррозии.
Для решения поставленной задачи в вале силовой передачи, содержащем трубу из алюминиевого сплава, стальной хвостовик со шлицами и втулку, согласно изобретению втулка расположена между хвостовиком и трубой, выполнена из алюминиевого сплава и связана с хвостовиком посредством шлицевого соединения так, что все граничащие поверхности шлиц хвостовика и втулки выполнены прилегающими друг к другу, а труба жестко соединена с втулкой по наружной поверхности последней.
Для повышения жесткости фиксации шлицевого соединения в осевом направлении целесообразно на внутренней поверхности втулки с ее торцов выполнить упорные бурты, охватывающие шлицевое соединение.
Целесообразно на поверхности стального хвостовика перед шлицами выполнить поясок с диаметром, меньшим внутреннего диаметра втулки, а граничащий с пояском шлицевой участок выполнить с наклонной к продольной оси шлицевой фаской.
Для разгружения зоны соединения трубы с втулкой от цилиндрических изгибающих нагрузок на наружной поверхности втулки необходимо выполнить центрирующий выступ с диаметром, равным внутреннему диаметру трубы, а трубу выполнить контактирующей своей внутренней поверхностью как с поверхносью втулки, так и с поверхностью ее центрирующего выступа.
Целесообразно трубу в зоне соединения с втулкой выполнить с уменьшенной толщиной стенки и упором, контактирующим с центрирующим выступом втулки.
Сравнение заявляемого технического решения с уровнем техники по научно-технической документации на дату подачи заявки в основной и смежной рубриках показало, что совокупность существенных признаков заявляемого решения ранее не была известна, следовательно, оно соответствует условию патентоспособности "новизна".
Анализ известных технических решений в данной области техники показал, что предложенное устройство имеет признаки, отсутствующие в известных технических решениях, а использование их в заявленной совокупности признаков дает возможность получить новый технический эффект. Следовательно, предложенное техническое решение имеет изобретательский уровень по сравнению с существующим уровнем техники.
Предложенное техническое решение промышленно применимо, так как может быть изготовлено промышленным способом, работоспособно, осуществимо и воспроизводимо, а значит, соответствует условию патентоспособности "промышленная применимость".
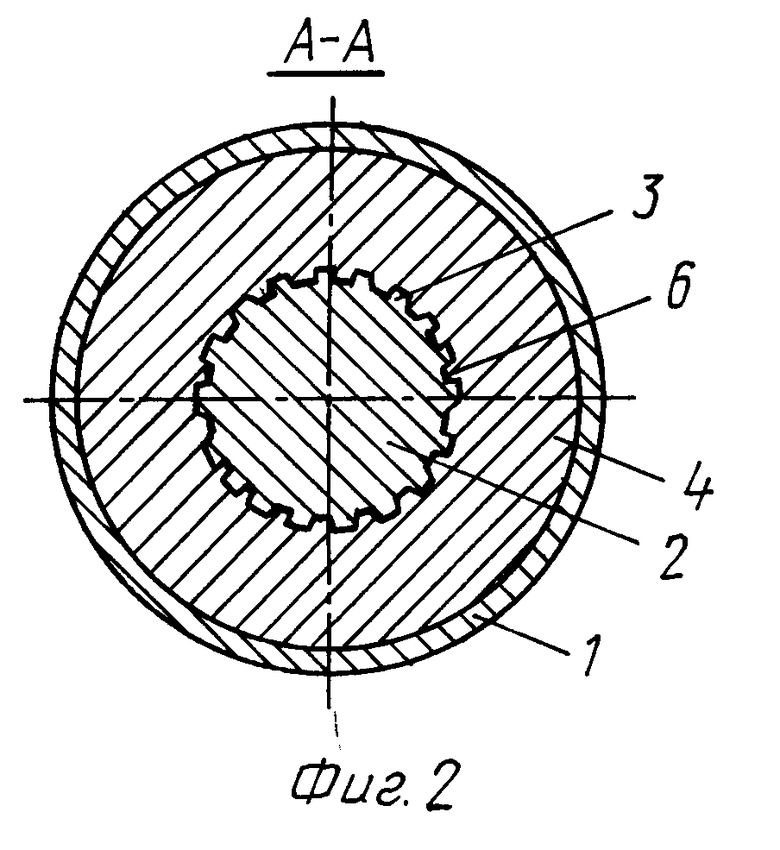
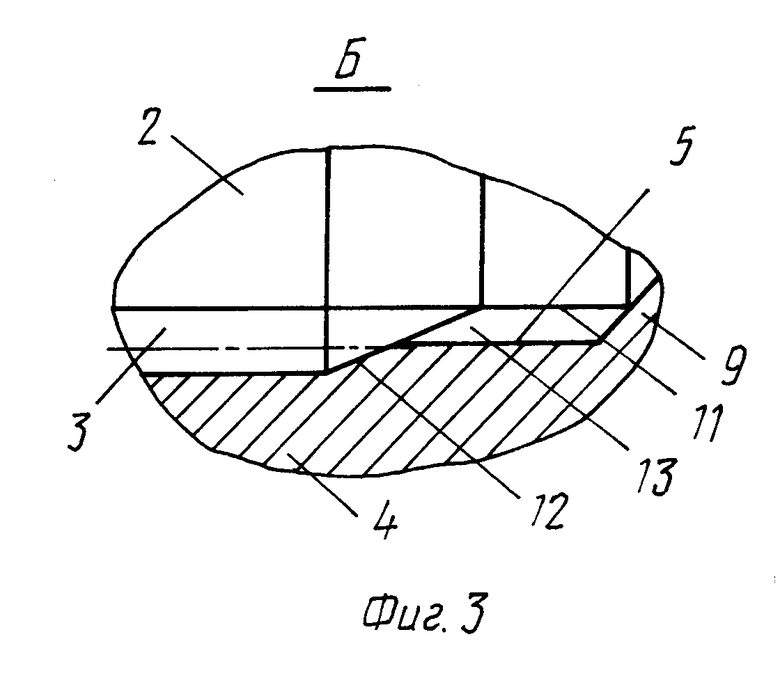
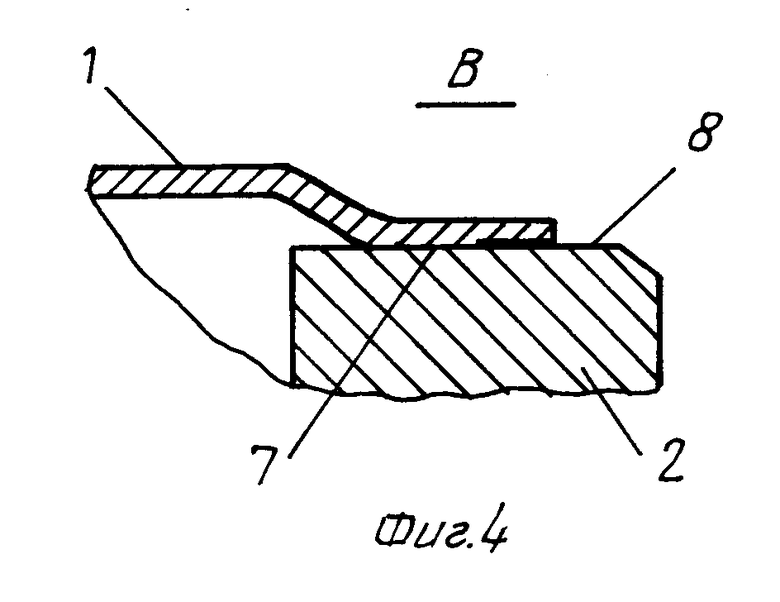
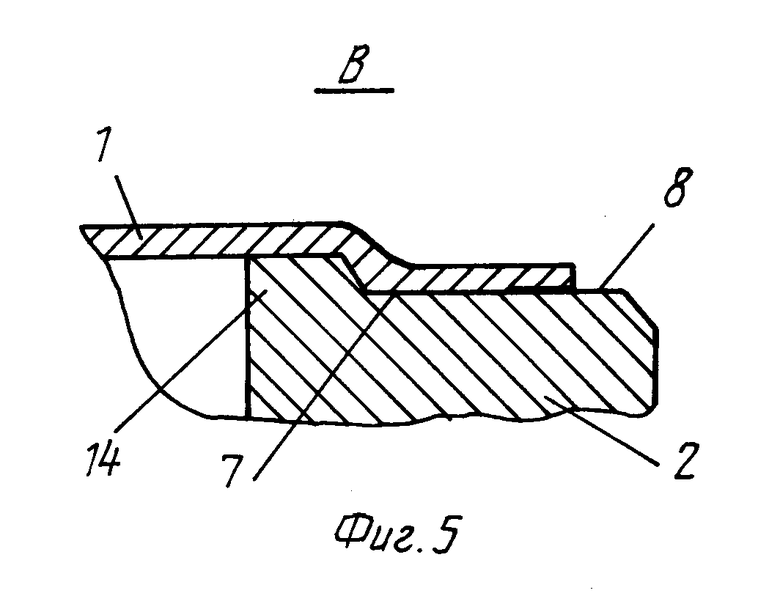
На фиг.1 показан заявляемый вал силовой передачи, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 вид Б на фиг.1; на фиг.4 вид В на фиг.1; на фиг.5,6 вид В на фиг.1 в вариантном исполнении вала.
Вал силовой передачи (фиг.1) состоит из трубы 1, изготовленной из алюминиевого сплава, стального хвостовика 2 шарнира (не показан). На поверхности хвостовика выполнены шлицы 3, посредством которых он связан с втулкой 4, расположенной между хвостовиком и трубой и выполненной из алюминиевого сплава. На внутренней поверхности 5 втулки имеются шлицы 6, ответные шлицам 3 хвостовика. Причем граничные поверхности шлицов 3 и 6 хвостовика и втулки прилегают друг к другу, образуя беззазорное герметичное соединение (фиг.2). Алюминиевая труба 1 своей внутренней поверхностью 7 жестко связана с наружной цилиндрической поверхностью 8 алюминиевой втулки 4 (фиг.3). Такое соединение может быть осуществлено, например, посредством сварки. Для более надежной фиксации втулки относительно хвостовика в осевом направлении на внутренней поверхности 5 втулки с ее торцoв выполнены упорные бурты 9 и 10. Таким образом, алюминиевая втулка 4 герметично охватывает все поверхности шлицов 3 стального хвостовика, включая и торцoвые. Это может быть достигнуто, например, путем точного алюминиевого литья. Но в таком случае хвостовик 2 является "закладной арматурой" в пресс-форме, а в процессе заливки происходит большое выделение тепла, приводящее к отпуску предварительно закаленного стального хвостовика и к снижению его прочности, что недопустимо. Наиболее прогрессивным путем получения такого соединения является осевая штамповка хвостовика 2 во втулку 4, для чего втулка может быть выполнена с внутренним диаметром, меньшим диаметра делительной окружности шлиц 3 хвостовика, но несколько большим, чем диаметр впадин шлиц хвостовика. Хвостовик 2 перед шлицевым участком должен иметь цилиндрический поясок 11, диаметр которого меньше внутреннего диаметра втулки. На участке шлицов 3, граничащем с цилиндрическим пояском 11, целесообразно выполнить шлицевую фаску 12 с определенным заходным углом наклона к продольной оси. Между пояском 11, шлицевой фаской 12, упорным буртом 9 и внутренней поверхностью 5 втулки образована зона зазора 13 (фиг.3).
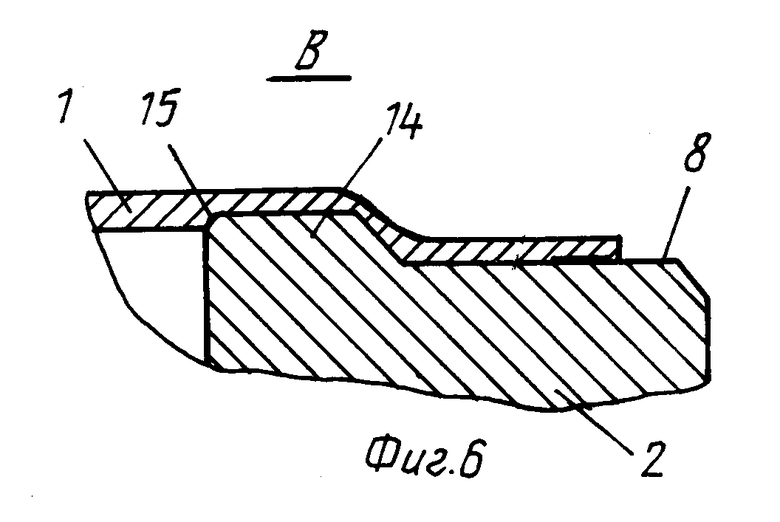
Втулка 4 может быть выполнена с наружным диаметром, меньшим, чем внутренний диаметр трубы 1. Тогда на наружной поверхности 8 втулки необходимо выполнить центрирующий выступ 14 (фиг.5), а внутренняя поверхность трубы должна быть выполнена контактирующей как с наружной поверхностью 8 втулки 4 так и с поверхностью центрирующего выступа 14. Кроме того, целесообразно трубу 1 в зоне ее соединения с втулкой 4 выполнить с уменьшенной толщиной стенки и с уступом 17, контактирующим с центрирующим выступом 14 втулки (фиг.6).
В процессе сборки вала силовой передачи сначала подсобирают стальной хвостовик 2 с алюминиевой втулкой 4. Цилиндрический поясок 11 хвостовика входят с зазором в отверстие втулки. Шлицевая фаска 12 начинает формировать шлицы 6. Алюминиевый сплав беззазорно заполняет пространство между шлицами 3, не вызывая раздачи толстостенной втулки. Излишки сплава втулки 4 перераспределяются в зону зазора 13, чем предотвращается разрыв втулки. После соприкосновения цилиндрического пояска 11 с упорным буртом 9 осуществляется формирование другого упругого бурта 10, чем завершается образование герметичного шлицевого соединения. Весь процесс осуществляется за один ход пресса вдоль оси детали.
Достижение результата возможно применением как технологий литья так и осевой штамповки, что делает конструкцию технологической, снижает ее стоимость по сравнению с радиальной штамповкой процессом сложным и дорогостоящим.
Для соединения алюминиевой трубы 1 и алюминиевой втулки 4 возможно применение аргонно-дуговой сварки, но в ее процессе происходит большое выделение тепла, приводящее к отпуску предварительно закрепленного хвостовика и к снижению его прочности, а также к разупрочнению алюминиевой трубы, что недопустимо.
При применении магнитно-импульсной сварки тепло не выделяется, но на поверхность сварного шва влияют циклические изгибающие нагрузки, возникающие в процессе эксплуатации. Поэтому для соединения трубы 1 и втулки 4 применяют комбинированный процесс: магнитно-импульсную сварку и магнитно-импульсную сборку. Для этого втулку 4 изготавливают с наружным диаметром меньшим внутреннего диаметра трубы, а на наружной поверхности 8 втулки выполняют центрирующий выступ 14, диаметр которого равен внутреннему диаметру трубы. В аварийном исполнении (фиг. 6) трубу 1 одевают на втулку 4 до упора центрирующего выступа 14 втулки в уступ 15 трубы. Операция магнитно-импульсной сборки и сварки осуществляется за один прием в индукторе. Труба плотно облегает наружную поверхность 8 втулки и поверхность центрирующего выступа 14. Такая конструкция облегчает базирование трубы при сборке, улучшает ее деформируемость, и как следствие повышается качество сварного шва. При этом зона сварки разгружается до циклических изгибающих моментов и осевых нагрузок, которые воспринимает соединение в зоне центрирующего выступа 14.
Таким образом, достигается простое и надежное соединение трубы с втулкой, повышается надежность и технологичность узла в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНЫЙ СЕКЦИОННЫЙ НАСОС ДЛЯ ПОДЪЕМА ЖИДКОСТИ ИЗ СКВАЖИН | 2001 |
|
RU2197643C2 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2000 |
|
RU2190110C2 |
| ШАРНИР РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ ТРЕНИЯ КАЧЕНИЯ | 2013 |
|
RU2548247C2 |
| ШПИНДЕЛЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2153404C2 |
| КАРДАННЫЙ ВАЛ С ШАРНИРАМИ РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ ТРЕНИЯ КАЧЕНИЯ | 2013 |
|
RU2548222C2 |
| ГЕРОТОРНЫЙ ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2023 |
|
RU2813646C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| УЗЕЛ СОЕДИНЕНИЯ ВАЛОВ ТУРБИНЫ И КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2006 |
|
RU2330168C2 |
| УЗЕЛ СОЕДИНЕНИЯ РОТОРОВ КОМПРЕССОРА И ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2014 |
|
RU2579286C1 |
| Опора вала ротора компрессора низкого давления газотурбинного двигателя (варианты), корпус задней опоры вала ротора, элемент вала ротора, полифункциональный внешний стяжной элемент вала ротора, соединительный элемент вала ротора, корпус подшипника задней опоры вала ротора | 2016 |
|
RU2614029C1 |
Использование: машиностроение и может быть использовано в силовых передачах, например, автомобилей. Сущность изобретения: вал силовой передачи содержит трубку из алюминиевого сплава, стальной хвостовик со щлицами и втулку. Втулка расположена между трубой и хвостовиком, выполнена из алюминиевого сплава и связана с хвостовиком посредством шлицевого соединения. Все граничащие поверхности шлиц хвостовика и втулки соответственно прилегают друг к другу, а труба жестко соединена с втулкой по наружной поверхности последней. На внутренней поверхности втулки с ее торцов выполнены упорные бурты. На поверхности хвостовика имеется цилиндрический поясок, а граничащий с ним шлицевой участок имеет шлицевую фаску. На наружной поверхности втулки может быть выполнен цилиндрический выступ, диаметр которого равен внутреннему диаметру трубы, а труба на участке соединения с втулкой может иметь уменьшенную толщину и уступ, контактирующий с центральным выступом втулки. 4 з. п. ф-лы, 6 ил.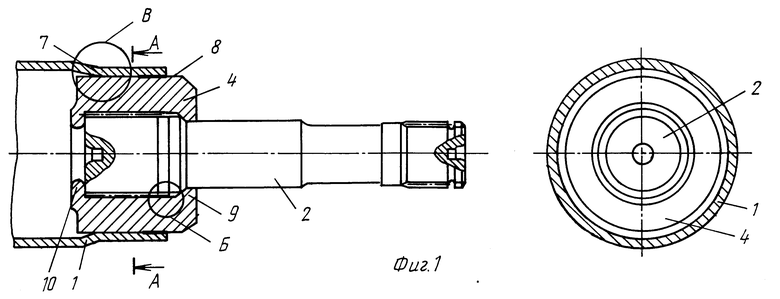
| JP, заявка 1-169155, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
