Настоящее изобретение касается высокопродуктивного малозагрязняющего способа повторной очистки отработанных смазочных масел. В этой конкретной области техники термин <повторная очистка> означает преобразование отработанных масел и жиров, полученных от двигателей или от других промышленных использований, в исходные масла. Затем такие исходные масла используют, после смешивания с соответственными присадками, в качестве новых смазочных масел, имеющих определяющие качества характеристики, которые можно полностью сопоставлять с характеристиками масел, непосредственно полученных нефтеперерабатывающим заводом.
Первые промышленные установки для повторной очистки отработанных масел появились в 1960-х годах, а именно под влиянием серьезных экологических проблем, возникающих в связи с захоронением в земле или сбрасыванием в воду отработанных масел. В последующие годы, с одной стороны, из-за увеличения потребности, и, с другой стороны, из-за стоимости первичных масел нефтеперерабатывающего завода, повторно очищенные масла завоевывают все более важное положение даже в качестве сырьевого материала. В настоящее время они конкурируют как в отношении пригодности, так и в отношении стоимости с маслами, непосредственно получаемыми из нефти.
Возрастающий экологический интерес к маслам повторной очистки привел к тому, что правительство стало более восприимчиво к проблеме их сбора и сосредоточения путем создания обществ по сбору отработанных масел, которые всех потребителей заставили сдавать свои масла.
Это направление до сих пор еще находится в расцвете; фактически, в странах ЕЭС по сравнению с годовым потреблением смазочных масел, доходящими примерно до 4 миллионов тонн, и соответствующим теоретическим количеством используемых регенерируемых отработанных масел, доходящих примерно до 2,5 миллионов тонн, только 1,5 миллиона тонн упомянутых отработанных масел действительно собирают и сдают в центры повторной очистки. Остальное количество ликвидируют неконтролируемым способом, несомненно, нанося, таким образом, вред окружающей среде.
По существу имеются два способа выполнения повторной очистки отработанных масел, наиболее известных и принятых в технике посредством обработки серной кислотой и обработки пропаном.
При обоих этих способах обрабатываемые масла прежде всего освобождают от содержащейся в них воды, а затем очищают серной кислотой или пропаном, соответственно, с целью удаления других присутствующих в них загрязнений. Эти загрязнения по существу состоят из соединений с высоким молекулярным весом, содержащихся в присадках к маслам, и металлов, внесенных либо непосредственно за счет износа металлических частей, либо косвенно посредством металлов, присутствующих в топливе или в присадках к маслу, типа, например, свинца в бензинах.
Обработка серной кислотой была первым способом, который обнаружили и приняли, но теперь бросили из-за проблемы значительных загрязнений, которые он вызывает.
Упомянутый способ по существу включает следующие этапы, как показано на блок-схеме 1:
A предварительное мгновенное испарение при среднем разрежении отработанных масел A1 с целью отделения головной фракции, образованной водой A2 и легкими углеводородами АЗ (газойль), от хвостовой фракции, образованной обезвоженными маслами A4;
B обработка обезвоженных масел AM концентрированной серной кислотой B1, в количестве 20 25% по весу, с целью получения экстрагирования, а затем декантации соединений с высоким молекулярным весом и тяжелых металлов, и
отделение окисленных осадков B2 с высоким содержанием масляных фракций от очищенных и окисленных масел B3;
C нейтрализация масел B3 и обесцвечивание их смесью C1 известковых и обесцвечивающих земель, и
фильтрация упомянутых масел, позволяющая получить обесцвеченные нейтральные масла С3 и выделить отработанные земли C2, пропитанные высокими концентрациями масляных фракций;
D вторичная вакуумная перегонка с нагревом масел C3, с выделением технологической воды и газойля D1 из головной части колонны и повторно очищенных масел D2 во фракции с различной вязкостью из боковых выходов колонны; инжекция перегретого водяного пара из нижней части колонны;
E завершающее обесцвечивание масел обесцвечивающими землями Е1 для получения основы смазочного материала Е3, с извлечением отработанных земель Е2, пропитанных высокими концентрациями масляных фракций.
На фиг. 1 также показаны массы текучих сред, поступающих в отдельные блоки и выходящих из них, относительно входного расхода отработанных масел А1, равного 100. На ней показано, что окончательный выход при способе обработки серной кислотой не достигает даже 60%
Значительное количество масел фактически удерживается в окисленных осадках В2 и не может быть легко выделено из них. Состав упомянутых осадков на самом деле сильно изменяется и включает (помимо серной кислоты и углеводородных соединений) полимерные соединения с высоким молекулярным весом, органические и неорганические соединения серы, хлора, азота и фосфора и тяжелые металлы типа хрома, цинка, меди, железа, никеля и свинца.
Существуют технологические проблемы, которые могут повлечь за собой экологическое устранение этого типа отходов. Решение этой проблемы на существующих заводах в настоящее время все еще состоит в ликвидации на свалки или в карьеры.
Иногда ликвидации предшествует операция по нейтрализации окисленных осадков известью, которая, однако, существенно увеличивает их объем и расходы на их удаление, учитывая, что на каждый килограмм окисленных осадков требуется 0,4 0,5 кг извести. Нежелателен также метод сжигания, поскольку он требует установки сложного и дорогостоящего оборудования для очистки дымов.
Прежде всего из-за ущерба, наносимого загрязнением, вызываемого устранением окисленных осадков (меньших по объему, но, несомненно, не менее вредных, чем ущербы, наносимые непосредственным устранением отработанных масел), монтаж новых повторно очищающих установок с использованием серной кислоты быстро прекратился, как только на рынке появился второй из известных способов с использованием пропана.
Блок-схема этого второго способа показана на фиг. 2 точно таким же способом, как это представлено для вышеописанного способа с использованием серной кислоты; в этом случае различные потоки в отдельные блоки и из них также указаны со ссылкой на скорость потока подачи А1, равную 100. При пропановом способе этап кислотной очистки полностью заменяют действием В осветления жидким пропаном.
Упомянутый углеводород можно фактически легко сделать жидким, и в этой жидкой фазе он имеет очень низкую плотность. Таким образом, при смешивании с отработанными маслами пропан действует на них как разжижающий и флюидизирующий агент, позволяющий легко получить отделение первой жидкой фракции В1 с высокой вязкостью, содержащей высокополимеры и тяжелые металлы, обычно называемой <асфальтом>, от второй жидкой фракции В2, исключительно содержащей осветленные и обезвоженные масла. Конечно, установка обеспечивает обработку с целью удаления пропана из жидкой фракции В2 и рециркуляцию восстановленного таким образом пропана.
Последующий этап фильтрации С обесцвечивающими землями C1 выполняется при горячей обработке, чтобы наряду с восстановлением отработанных земель C2, восстанавливалась также газообразная фракция C3, состоящая из незначительной части газойля, содержащегося в B2. Остальная часть газойля выходит из этого блока вместе с обесцвеченными маслами C4 и восстанавливается в D1 на последующем этапе перегонки D. Этап перегонки D и окончательный этап обесцвечивания E полностью идентичны ранее описанным этапам в отношении способа с использованием серной кислоты.
Способ обработки пропаном представляет значительное улучшение по сравнению со способом обработки серной кислотой, поскольку дает более высокий выход, порядка 68% и заметно уменьшенное загрязнение.
Тем не менее, этот способ также имеет некоторые недостатки. Прежде всего, работа с пропаном создает проблемы безопасности рабочих из-за его высокой взрывоопасности; далее, несмотря на вышеупомянутую обработку с целью удаления пропана, в тяжелой фракции асфальтов В1 все еще обнаруживаются признаки пропана. Это даже незначительное количество пропана достаточно для того, чтобы помешать использовать такие асфальты в потенциально вызывающих интерес областях, таких как строительство дорог или зданий.
Присутствие пропана фактически способно значительно повысить воспламеняемость асфальта, приводя, с одной стороны, к затруднению в работе с ним при образовании асфальтового дорожного покрытия, а с другой стороны мешая одному из наиболее вызывающих интерес использований их в области строительства, а именно образованию герметизирующих покрытий.
Герметизирующие покрытия, создаваемые с помощью таких асфальтов, фактически нельзя выполнять как обычно с использованием газовой сварки, без риска воспламенений.
Следовательно, при пропановом способе обработки асфальты следует рассматривать в любом отношении как продукт отхода, который можно ликвидировать (посредством предварительного растворения газойлем, чтобы сделать эти асфальты в достаточной степени текучими) только в качестве топлива, имеющего хорошую теплотворную способность, но высокую степень загрязнения. Их обычно используют в печах с химико-термическим упрочнением поверхности, уже обеспеченных специальным оборудованием для очистки дымов и способных к тому же устранять загрязнения, присутствующие в таких асфальтах.
И наконец, с энергетической точки зрения, способ обработки пропаном имеет гораздо большее потребление, чем способ обработки серной кислотой, как в отношении потребления электрической энергии, так и в отношении потребления топлива для создания технологического пара и нагрева масел.
В последние годы ввели третий тип переработки, при котором отработанные масла после обычного этапа обезвоживания подвергаются процессу тонкопленочной перегонки. В непрерывном процессе отработанные масла направляются на аксиальное рабочее колесо ректификационной колонны, и от рабочего колеса они разбрызгиваются на внутренние стенки колонны, температуре которых поддерживается на высоком уровне с помощью диатермической жидкости, текущей в футеровку упомянутой колонны.
При соприкосновении со стенкой колонны, легкая испаряющаяся фракция масел немедленно переходит в газообразную фазу, тогда как тяжелая фракция остается жидкой и собирается на дне колонны. Затем парообразная фракция собирается и делится на необходимые фракции в следующей фракционирующей колонне.
Этот непрерывный процесс позволяет получить значительный выход, но имеет ряд недостатков, ограничивающих его распространение. Прежде всего он требует предварительной обработки по очистке отработанных масел, чтобы его можно было продолжать в течение довольно длительного времени без необходимости обеспечения дополнительных операций очистки; в частности, наличие рабочего колеса делает этот способ очень чувствительным в отношении загрязнения и делает очень дорогостоящим периодическое обслуживание в отношении очистки.
Во-вторых, упомянутый процесс требует больших капитальных и текущих затрат, что делает его экономически не конкурентоспособным по сравнению со способом обработки пропаном. И наконец, поскольку высоту тонкопленочной перегонной колонны необходимо ограничивать из-за необходимости полного изъятия рабочего колеса для его чистки, то когда этот способ необходимо применять при высоких скоростях подачи потока, требуется использовать несколько параллельных колонн, что не позволяет получить какой-либо уровень экономии.
Технической задачей настоящего изобретения является подготовить способ повторной очистки отработанных масел, позволяющий снизить или полностью отказаться от использования реагентов, которые трудно удалять либо так или иначе пагубны для окружающей среды или вредны для безопасности людей; подходящий для осуществления простой и компактной установкой, не увеличивающий стоимость производства, а также позволяющий снизить потребление энергии, подходящий для осуществления на полностью стационарной установке, отдельные компоненты которой не должны содержать какие-либо движущиеся части, создающие огромные проблемы, связанные с чисткой при обычных очистках отработанных масел, и, наконец, подходящий для увеличения все еще не достаточной производительности известных способов как в отношении количества и качества регенерированного масла, так и в отношении возможности утилизации побочных продуктов при экономически выгодных применениях, подходящих для того, чтобы сделать упомянутый способ более выгодным в мировом масштабе.
В соответствии с настоящим изобретением задача решается посредством способа повторной очистки отработанных масел (такого типа, при котором масла подвергаются первой обработке посредством предварительного мгновенного испарения с целью удаления содержащихся в них воды и наиболее летучих фракций, очищающей обработке для удаления высокополимеров и тяжелых металлов, обработке фракционной перегонкой с целью получения одной или более фракций масла для использования в качестве основ смазочного материала, и наконец, обработке обесцвечиванием), отличающегося тем, что
обработка фракционной перегонкой выполняется в одной колонне наполнительного типа;
обработка очистки выполняется в три последовательные этапа: первый этап предварительной обработки, на котором до обработки предварительным мгновенным испарением добавляется весьма важный реагент и смешивается с маслами; второй этап, на котором до обработки фракционной перегонкой декантируются масла, полученные в результате обработки предварительным мгновенным испарением; третий этап, на котором тяжелую жидкую фракцию, содержащую высокополимеры и тяжелые металлы, выгружают из основания фракционирующей колонны.
Дополнительные особенности и преимущества соответствующего настоящему изобретению способа повторной очистки так или иначе будут очевидными из последующего подробного описания предпочтительной установки, на которой выполняется способ, иллюстрируемый прилагаемыми чертежами, на которых:
Фиг. 1 представляет блок-схему, иллюстрирующую известный способ повторной очистки серной кислотой;
фиг. 2 представляет блок-схему, иллюстрирующую известный способ повторной очистки пропаном;
фиг. 3 представляет блок-схему, иллюстрирующую соответствующий настоящему изобретению способ повторной очистки отработанных масел;
фиг. 4 представляет схему установки для выполнения соответствующего изобретению способа, на которой более подробно показаны этап добавления основного реагента и этап предварительного мгновенного испарения;
фиг. 5 представляет схему установки для выполнения соответствующего изобретению способа, на которой более подробно показаны этап фракционной перегонки и этап отделения тяжелой фракции, содержащей высокополимеры и тяжелые металлы.
Соответствующий настоящему изобретению способ повторной очистки отработанных масел отличается от известных способов тем, что обеспечивает значительно упрощенную обработку очищения и объединяет в единственной колонне все дистилляционные обработки (которые при известных способах выполняются в нескольких каскадных колоннах), а также операции отделения тяжелых фракций, содержащий высокополимеры и тяжелые металлы. Кроме того, это последнее отделение осуществляется с помощью циклонного сепаратора, размещенного в нижней части ректификационной колонны, в котором не используются никакие подвижные части и поэтому не имеет проблем загрязнения или блокирования, вызываемых большой вязкостью и особым составом подвергаемых обработке материалов.
Фиг. 3 представляет блок-схему, иллюстрирующую основные этапы соответствующего изобретению способа. Подобно аналогичным блок-схемам фиг.1 и 2, иллюстрирующим известные и уже описанные выше способы, на этой блок-схеме указаны жидкие массы, поступающие в отдельные блоки и из них, относительно скорости потока подачи отработанных масел А1, равной 100.
Как упоминалось выше, обработка с целью очистки отработанных масел от высокополимеров и тяжелых металлов включает предварительную обработку А основным реагентом.
Предпочтительным реагентом для этой цели является NaOH, который добавляют в А2 и смешивают с маслами А1 для обработки предварительным мгновенным испарением. Предварительная обработка не действует непосредственно на загрязняющие вещества, но помогает, с одной стороны, омылять присутствующие в них жирные кислоты, благоприятствуя их осаждению, а с другой стороны, нейтрализовать хлор, присутствующий как в связанной, так и в свободной форме.
Омыление жирных кислот, помимо облегчения их удаления путем декантации, а отсюда улучшая текучесть системы, нарушают их летучесть и, таким образом, препятствуют попаданию кислот в пар в перегонной колонне, загрязняя тем самым масла как непосредственно, так и загрязняющими частями, в конечном счете связанными с ними. Нейтрализация хлора предохраняет также установку от опасного явления коррозии, удлиняя срок ее службы.
Последующая обработка предварительным мгновенным испарением B включает, как и в способах по известной технологии, отделение потока газойля B2 и потока масляной воды B1. До перехода к следующему этапу поток обезвоженных масел B3, полученный в результате обработки предварительным мгновенным испарением, оставляют в покое на период времени, достаточный для получения декантации омыленных или хлопьевидных частей.
Обработанный таким образом поток масел направляют на обработку термической деасфальтизации и фракционной перегонки C, которая одновременно включает как отделение легкой фазы C1, содержащей газойль, и тяжелой фазы C2, содержащей высокополимеры и тяжелые металлы, так и фракционирование масел на три фракции C3 разной плотности. Получаемые таким образом три фракции, очищаемые соответствующим образом обработкой отгонки легких фракций, направляются на известную саму по себе завершающую обработку обесцвечиванием D, при которой подается поток обесцвечивающих земель D1 и после которой удаляется поток отработанных земель D2, получая, таким образом, основной поток повторно очищенных масел D3 с очень высоким выходом, равным порядка 72%
При дополнении процесса восстановления масел, которыми пропитываются отработанные земли D2, выход может подняться даже до 75% В качестве альтернативы, обесцвечивание повторно очищаемых масел Д3 можно осуществлять путем обработки водородом, также широко известной в технике.
Теперь будут подробно описаны показанные в блоках A, B и C этапы способа со ссылкой на установку, изображенную на фиг. 4 и 5.
Фиг. 4 описывает блоки A и B. Отработанные масла A1 подают посредством насоса 1 в колонну предварительного мгновенного испарения 2. В выпускной канал насоса подают также основной реагент A2 со скоростью поступления, управляемой дозирующим насосом 3. Как говорилось выше, упомянутый реагент предпочтительно состоит из NaOH и добавляется в виде 30%-го раствора в таком количестве, чтобы устанавливать водородный показатель (pH) в отработанных маслах на выходе колонны 2 на значение между 10 и 13, предпочтительно между 11,8 и 12,2. Таким образом, производительность насоса 3 предпочтительно регулируется автоматически с помощью устройства управления водородным показателем 4, расположенного на выходе колонны 2.
Затем обработанные масла A1 и реагент A2 тщательно перемешивают в линейном смесителе 5 и потом подогревают до температуры порядка 120 - 140oC в теплообменнике 6, питаемом по паропроводу VAP.
В колонне предварительного мгновенного испарения 2 поддерживают умеренную степень разрежения, равную примерно 200 мм.рт.ст. с помощью вакуумного насоса 7, питаемого также по трубопроводу VAP. Затем поток А3, поступающий в колонну 2, разделяют на парообразную фазу, содержащую воду и газойль, и жидкую фазу, содержащую обезвоженные масла и загрязняющие вещества. Парообразную фазу конденсируют конденсатором с водяным охлаждением 8а и направляют в гравитационный сепаратор 9. В тот же сапаратор 9 подают водяной пар вакуумным насосом 7 после того, как он сконденсируется в конденсаторе 8в.
Сепаратор 9 обеспечен для отделения неконденсируемой газообразной фазы GAS, которая поступает в высокотемпературную трубу для сжигания отходящих газов, чтобы уничтожить любые присутствующие в ней газообразные загрязняющие вещества из двух уже описанных жидких потоков В1 и В2.
Водяной поток В1, слегка загрязненным маслом, направляется на установку биологической очистки вместе с технологическими водами, выходящими с других участков установки. В действительности это является единственным продуктом отхода соответствующего настоящему изобретению способа, который не превышает 4% по весу от подаваемого продукта и который не создает особых проблем в части его надлежащего удаления. Газойль В2 (превосходного качества, поскольку масла не подвергаются обработкам с загрязняющими реагентами) можно направлять в нормальные торговые топливные каналы.
Остаточный продукт В3 из колонны, в конечном итоге конденсированный охлаждающим змеевиком 10, направляется насосом 11 в собирающий резервуар 12. Размеры резервуара 12 и расположение впускной и выпускной труб рассчитаны так, чтобы время пребывания там потока В3 составляло по крайней мере 48 часов.
Таким образом, омыленные жирные кислоты и другие хлопьевидные части, получаемые благодаря обработке NaOH, способны декантировать на дно резервуара 12, а оттуда их периодически удаляют через дренажную систему 13, захватывая при этом некоторое количество примесей.
Фиг. 5 иллюстрирует обработки термической деасфальтизацией и фракционной перегонкой, выполняемые на потоке В3 обезвоженных масел. Масла прежде всего нагреваются до температуры порядка 360oС в метановой газовой печи 20. Затем масла подают к основанию фракционирующей колонны 21, внутри которой поддерживают разрежение со степенью, по крайней мере, 10 20 мм.рт.ст. (у вершины колонны), благодаря главному вакуумному насосу 22а, последовательно соединенному с двумя второстепенными насосами 22в и 22с, которые все питаются паропроводом VAP.
Точнее, нагретые и частично испарившиеся масла направляются к вершине циклонного сепаратора 23, расположенного в нижней части колонны 21 и состоящего из открытого спирального канала, идущего вниз вокруг большой центральной трубы, которая соединяет нижнюю часть колонны с ее частью, находящейся непосредственно выше.
На входе колонны 21 поток В3 почти полностью испаряется, и циклонный сепаратор 23 позволяет превосходно и полностью отделить газообразную фазу от жидкой фазы, которая содержит очень тяжелые масляные фракции и все загрязнения, состоящие из высокополимеров и тяжелых металлов. Эта жидкая фаза C2, обычно называемая <асфальтами>, подается насосом 24 в собирающие резервуары.
Паровая фаза, выпускаемая из циклонного сепаратора 23, идет вверх по колонне 21, встречая четыре следующих один за другим блоки 25 наполнителей, расположенные над соответственными собирающими пластинами 26, которые позволяют проходить через них известным способом паровой фазе, поднимающейся к вершине, и задерживать жидкость, которая конденсируется. Соответствующая настоящему изобретению фракционирующая колонна 21 задумана так, чтобы позволять разделить входной поток на головную фракцию, по существу содержащую образующиеся при обработке пар и газойль, и на три промежуточные фракции (показанные как фракции C3/I C3/II и C3/1II повторно очищающих масел разной плотности, готовые для различных коммерческих целей, а также на уже описанную хвостовую фракцию C2.
Чтобы получить такой результат, наполнитель должен иметь очень низкое сопротивление потоку (5 10 мм.рт.ст. самое большее, для каждого блока) и большую поверхность соприкосновения газа с жидкостью. Получили чрезвычайно хороший результат при использовании металлического наполнителя, состоящего из расположенных рядом друг с другом, находящихся друг над другом изогнутых в виде гармошки металлических листов, образующих зигзагообразные каналы, позволяющие парам подниматься в среднем на величину от 1 до нескольких сантиметров.
Наполнитель такого типа, сделанный из нержавеющей стали, изготавливает фирма <Глитч Итальяна> (Камповерде ди Априлиа (Латина), Италия), и на рынке он известен под торговым названием ГЕМПАК.
Жидкую фракцию, собираемую на верхней пластине 26а, а именно на пластине, расположенной под первым наполнительным блоком 25, повторно направляют насосом 27а в зону колонны непосредственно под пластиной и, после охлаждения в водяном теплообменнике 28, направляют в головную часть колонны 21. Порция, превышающая потребность обратного стока, собирается в С1 в виде газойля с целью направления на рынок вместе с потоком В2, отделенным на предыдущем этапе предварительного мгновенного испарения.
Жидкие фракции, собираемые на двух лежащих ниже пластинах 26в и 26с, вновь направляются в зоны колонны, непосредственно ниже пластин посредством циркуляционных насосов 27в и, соответственно, 27с. Часть этих двух жидких фракций, превышающая потребность обратного потока, направляется в отдельные части стриппинг-колонны 29, образуемой из трех разных секций, в одну из которых также поступает непосредственно фракция, собираемая на нижней пластине 26d. В трех секциях отгоночной колонны 29 происходит дальнейшая очистка трех фракций в противотоке водяного пара, поступающего по паропроводу VAP и перегретого в печи 20.
Фракции, собираемые в отгоночной колонне 29, в конце концов, после охлаждения в вохдухоохладителях 31 направляются в собирающие резервуары насосами 30в, 30с и 30d.
Потоки, идущие от главного вакуумного насоса 22а и от второстепенных вакуумных насосов 22в и 22c, содержащие технологический пар, неконденсируемые газы и пары газойля, конденсируют на водяных конденсаторах 32, а затем собираются в гравитационном сепараторе фаз 33.
В сепараторе 33 фаза газойля, улетучившаяся из головной части колонны 21, отделяется от фазы технологической воды и от неконденсирующихся азов. Газойль подается в С1; водный поток 34 рециркулирует в паровые котлы после того, как он получит возможность подвергнуться обработке очищением от загрязнителя; в то время как неконденсируемые газы подаются в трубопровод GAS, а затем в печь для сжигания с целью удаления любых возможных загрязняющих газов.
Полученные таким образом фракции повторно очищенных масел (тяжелые масла C3/I, средние масла C3/II, легкие масла C3/III) направляются в установку окончательного обесцвечивания, в которой масла подвергаются (известным способом) обработке обесцвечивания с помощью обесцвечивающих земель или водорода, чтобы сделать их подходящими для рынка.
Поток асфальта C2 (благодаря полному отсутствию растворителей и из-за самого факта содержания, в качестве связующего вещества загрязняющих веществ, фракции очень тяжелых и вязких масел (брайтсток)), можно продавать экономически выгодным путем для образования битуминозных дорожных полотен, которым он придает специальные высокоэластичные и амортизирующие характеристики.
Таким образом, соответствующий настоящему изобретению способ повторной очистки отработанных масел очень выгоден по сравнению с известными в технике способами. Фактически, кроме выполнения на существенно упрощенной установке, которая, таким образом, имеет меньшую стоимость сооружений, уменьшена также необходимость периодического обслуживания, благодаря предварительной обработке щелочной очисткой, а также полному отсутствию движущихся деталей.
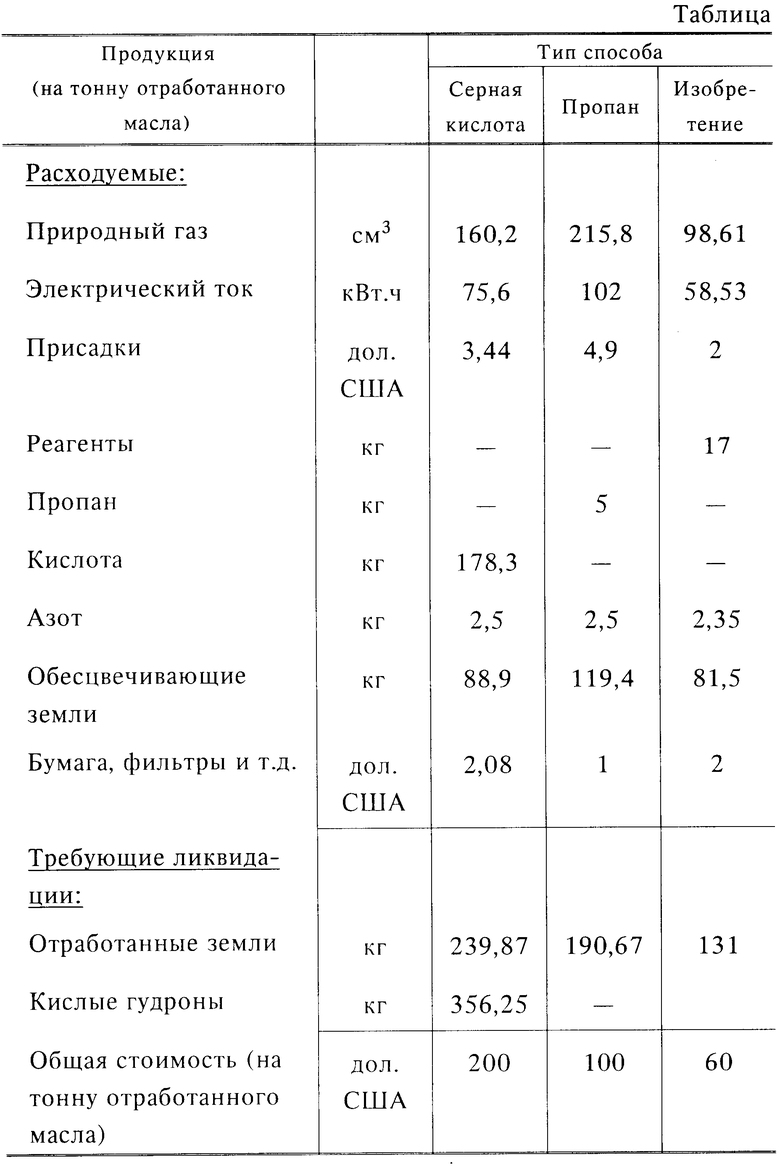
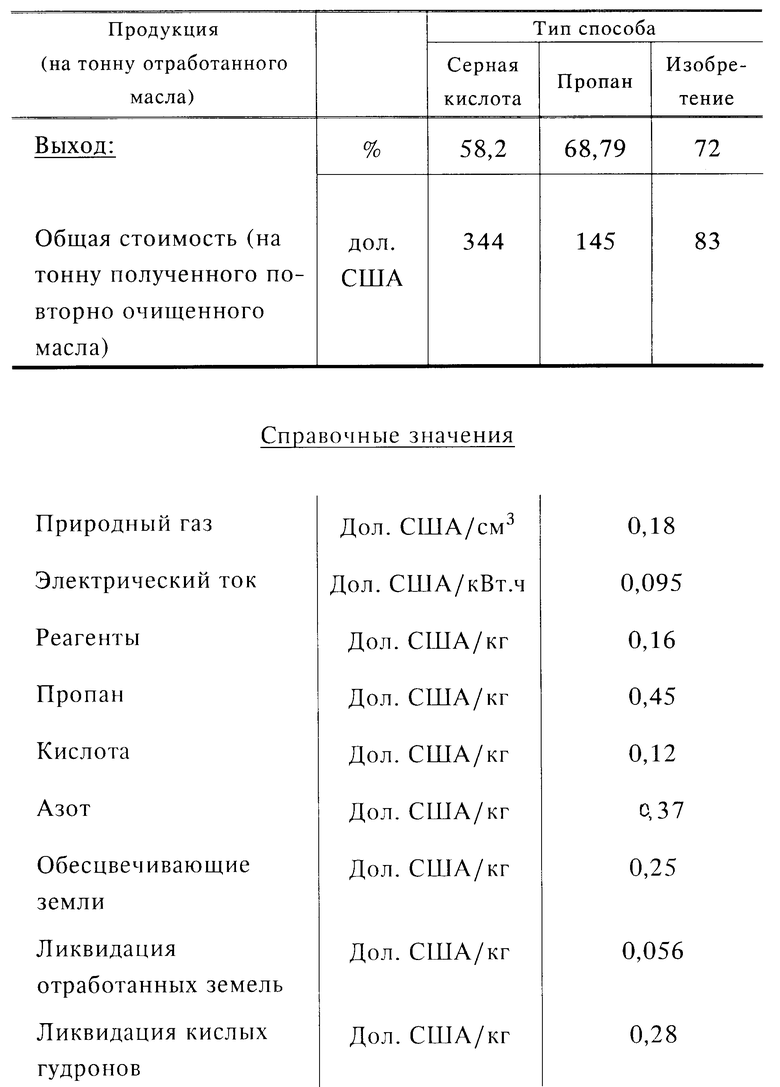
Кроме того, что касается эксплуатационных расходов, то соответствующий настоящему изобретению способ весьма конкурентоспособен, как видно из следующей сравнительной таблицы, показывающей стоимости потребляемой продукции и расходы на ликвидацию отходов, которые (как можно видеть) вместе составляют 25% относительно расходов, затрачиваемых при способе обработки серной кислотой, и 60% относительно расходов при способе обработки пропаном.
И наконец, отходы производства при этом способе состоят только из воды, отделяемой от масел на этапе предварительного мгновенного испарения. Вода образует очень маленькую фракцию (порядка 4%) от начальной подачи А1 и не создает, как видно из вышеупомянутого описания, никаких экологических проблем в отношении ликвидации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ОТРАБОТАННЫХ МАСЕЛ ЭКСТРАКЦИЕЙ РАСТВОРИТЕЛЯМИ | 2002 |
|
RU2288946C2 |
| КОМПЛЕКСНЫЙ СПОСОБ КОНВЕРСИИ СОДЕРЖАЩЕГО УГОЛЬ СЫРЬЯ В ЖИДКИЕ ПРОДУКТЫ | 2004 |
|
RU2360944C2 |
| СПОСОБ ПОЛНОЙ КОНВЕРСИИ ТЯЖЕЛОГО СЫРЬЯ В ПРОДУКТЫ ПЕРЕГОНКИ | 2007 |
|
RU2455343C2 |
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛОГО СЫРЬЯ, ТАКОГО КАК ТЯЖЕЛАЯ СЫРАЯ НЕФТЬ И КУБОВЫЕ ОСТАТКИ | 2003 |
|
RU2352616C2 |
| Способ регенерации отработанных масел | 1979 |
|
SU969169A3 |
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛОГО СЫРЬЯ, ТАКОГО КАК ТЯЖЕЛЫЕ СЫРЫЕ НЕФТИ И КУБОВЫЕ ОСТАТКИ | 2005 |
|
RU2380397C2 |
| СПОСОБ ПОЛНОЙ КОНВЕРСИИ ТЯЖЕЛОГО СЫРЬЯ В ПРОДУКТЫ ПЕРЕГОНКИ | 2007 |
|
RU2430958C2 |
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛОГО СЫРЬЯ, ТАКОГО КАК ТЯЖЕЛАЯ СЫРАЯ НЕФТЬ И КУБОВЫЕ ОСТАТКИ | 2003 |
|
RU2352615C2 |
| СПОСОБ ГИДРОКОНВЕРСИИ ПОЛИМЕРНОЙ СМЕСИ | 2019 |
|
RU2805551C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАННЫХ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2599782C1 |




Способ повторной очистки отработанных масел, при котором масла (А1) вначале подвергаются предварительной обработке (А) основным реагентом (А2), затем первой обработке предварительным мгновенным испарением (В) для удаления содержащихся в них воды (В1) и наиболее легко испаряемых фракций (В2), и, наконец, объединенной обработке (С) фракционной перегонкой и очисткой для удаления высокополимеров и тяжелых металлов, осуществляемой в единой колонне (21) наполнительного типа с целью получения одной или более фракций повторно очищенных масел (С3). Отделение высокополимеров и тяжелых металлов имеет место, наряду с снижением очень тяжелых и вязких масел, у основания колонны (21) посредством циклонного сепаратора (23). Затем повторно очищенные масла (С3) подвергаются соответствующей обработке обесцвечиванием (D), и их можно использовать в качестве основных масел для производства смазочных масел. 11 з.п. ф-лы, 5 ил., 1 табл.
| AT, патент, 262479, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
