Изобретение относится к электрохимической обработке металлических изделий, а именно к способам электрохимической очистки поверхности металлических изделий от загрязнений технологическими смазками, следов оксидной пленки и других типов загрязнений.
Известны способы электрохимической очистки металлических изделий в водных щелочных растворах [1]
Одним из основных недостатков этого способа очистки является низкая работоспособность электролита, так как удаляемые с поверхности металла загрязнения накапливаются в электролите в эмульгированном виде, могут повторно осесть на очищенную поверхность. После обработки поверхности изделий площадью 0,2 0,3 кв.м в пересчете на 1 л раствора отработанный электролит сливают и заменяют на новый.
Известно использование раствора фосфорной кислоты при электрохимической очистке (обезжиривании) поверхности металлических изделий с целью повышения качества [2]
В процессе электролиза рабочий раствор подается из емкости приготовления электролита в рабочую ванну и обратно (циркулирует). После выработки электролита (снижении кислотности ниже предельно допустимой) электролит сливают.
Наиболее близким по технической сущности и достигаемому эффекту является способ электрохимического травления металлических изделий [3] Согласно данного способа очистку осуществляют в растворе фосфорной кислоты концентрацией 4 10 мас.
Одной из особенностей и недостатков процесса очистки в растворах фосфорной кислоты является то, что продукты реакции удаления загрязнений выпадают в осадок в виде хлопьев, их накопление в рабочем растворе снижает его работоспособность и срок службы.
Основной задачей, на решение которой направлено предлагаемое техническое решение, является повышение срока эксплуатации электролита, использования одного объема электролита для обработки больших площадей при сохранении его свойств (постоянной кислотности электролита), повышение качества обработки изделий.
Поставленная задача решается в способе электрохимической очистки (электролизом) металлических изделий в растворе фосфорной кислоты при заданной кислотности раствора (электролита). В отличие от известных способов по предлагаемому способу раствор кислоты подвергают дополнительному электролизу до получения заданной кислотности с одновременной его очисткой.
Дополнительный электролиз в процессе его эксплуатации позволяет: полностью перевести в осадок продукты реакции удаления загрязнений, оставшиеся после первоначального электролиза в рабочей ванне; процесс очистки изделий вести при постоянной (заданной) кислотности электролита, сохраняя его рабочие свойства; обрабатывать большие поверхности изделий без изменения рабочих свойств электролита.
Процесс электрохимической очистки металлических изделий осуществляется следующим образом.
Электролит (раствор фосфорной кислоты) с рабочей кислотностью, например, 10 мас. заливают в резервуар с катодом и анодом, откуда его закачивают в рабочую ванну с установленными в ней катодами и анодами и ведут процесс очистки при следующих параметрах:
напряжение 12 24 В;
плотность тока 5 10 А/дм
заданная кислотность 4 10 мас.
при постоянном контроле кислотности с помощью датчиков и постоянной циркуляции раствора между резервуаром и рабочей ванной. При падении кислотности электролита ниже заданной (предельно допустимой) в резервуаре осуществляют дополнительный электролиз электролита до получения первоначальной плотности.
В резервуаре между катодом и анодом устанавливают полупроницаемую перегородку для разделения католита и анолита. В последующем процессе очистки в рабочей ванне используют католит, имеющий повышенную кислотность. В результате перемешивания электролита рабочей ванны и католита из резервуара достигается заданная кислотность.
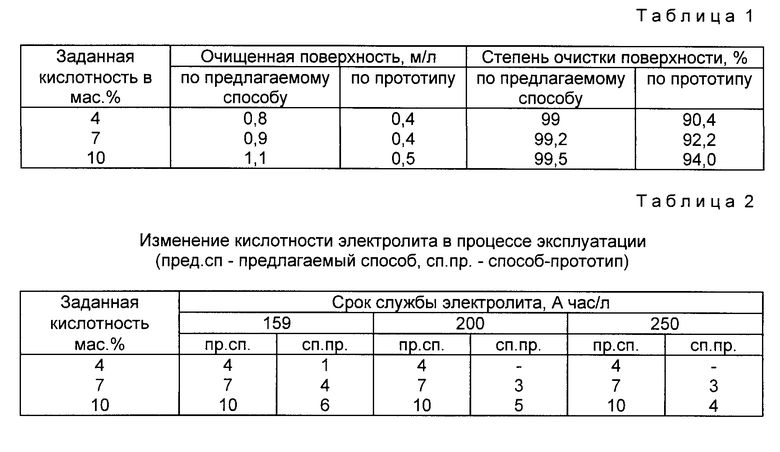
Результаты сравнительных испытаний предлагаемого способа и способа по прототипу представлены в табл.1 и табл.2
Таким образом, проведение дополнительного электролиза электролита позволяет полностью перевести в осадок продукты реакции удаления загрязнения, который можно в дальнейшем отфильтровать; сохранить рабочие свойства электролита при обработке больших площадей изделий, увеличить срок службы электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГЕНЕРАЦИИ СУЛЬФАТНОГО ЭЛЕКТРОЛИТА ХРОМИРОВАНИЯ | 2001 |
|
RU2197568C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2411310C2 |
| СПОСОБ ЭЛЕКТРОИЗВЛЕЧЕНИЯ КОМПАКТНОГО НИКЕЛЯ | 2007 |
|
RU2361967C1 |
| ЭЛЕКТРОЛИТИЧЕСКИЙ СИНТЕЗ НАДУКСУСНОЙ КИСЛОТЫ И ДРУГИХ ОКИСЛИТЕЛЕЙ | 1999 |
|
RU2207881C2 |
| Способ определения распределения плотности тока на поверхности длинномерного изделия | 1978 |
|
SU787494A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОЧИСТКИ ОТ ОКАЛИНЫ ЛЕНТОЧНОГО ПРОКАТА | 2014 |
|
RU2578623C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ СОДЕРЖАЩИХ ИХ ПОКРЫТИЙ И ОСНОВНОГО МЕТАЛЛА ИЗ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ ПРОМЕЖУТОЧНЫЙ СЛОЙ С НИКЕЛЕВЫМ ПОКРЫТИЕМ | 2020 |
|
RU2781953C1 |
| СПОСОБ ДЕЗАКТИВАЦИИ РАДИОАКТИВНЫХ ОТХОДОВ | 2021 |
|
RU2752240C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2006 |
|
RU2328050C2 |
| Способ электроокисления ионов церия (III) | 2018 |
|
RU2673809C1 |
Изобретение относится к электрохимической обработке металлических изделий, а именно к способам электрохимической очистки поверхности металлических изделий от загрязнений технологическими смазками, следов окисной пленки и других типов загрязнений. Способ электрохимической очистки металлических изделий включает обработку в растворе фосфорной кислоты заданной кислотности, при этом раствор кислоты подвергают дополнительному электролизу до получения заданной кислотности с одновременной его очисткой. Применение способа позволяет повысить срок эксплуатации электролита, использовать один объем электролита для обработки больших площадей при сохранении его свойств, повысить качество обработки изделий. 2 табл.
Способ электрохимической очистки металлических изделий в растворе фосфорной кислоты при заданной кислотности, отличающийся тем, что раствор подвергают дополнительному электролизу с одновременной его очисткой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грилихес С.Я | |||
| Обезжиривание, травление и полирование металлов | |||
| - Л.: Машиностроение, 1983, с.41 и 42 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1612645, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1723209, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
