Изобретение относится к металлургии, химии, в частности к прикладной электрохимии - к разработке способа электроизвлечения компактного никеля.
Известен способ электролитического извлечения никеля на заводе «Харьявалта» (Финляндия) [Худяков И.Ф., Тихонов А.И., Деев В.И., Набойченко С.С. Металлургия меди, никеля и кобальта, т.2. М.: - Металлургия, 1977, с.132. Хейфец В.Л., Грань Т.В. Электролиз никеля. М.: Металлургия, 1975, с.13.], включающий электролиз из сульфатного раствора с применением нерастворимых анодов, в католите которого содержится г/дм3: 80 Ni2+; 60 Na+; 90 SО4 2-; 8 Н3ВО3; рН - 3,2. Катодное и анодное пространства электродов разделены диафрагмами из терилена. Скорость подачи католита 7,8 дм3/мин, коэффициент использования тока 94%. Режим электролиза: катодная плотность тока 230 А/м2, температура электролита 80°С, аноды из сурьмянистого свинца, материал матрицы не известен, напряжение на ванне 3,9 В, удельный расход электроэнергии 3789 кВт·ч/т.
Недостатком известного способа являются: невысокая исходная концентрация ионов никеля; неустойчивость состава электролита по мере электролиза из-за непрерывного уменьшения рН раствора и концентрации никеля в нем. Кроме того, при этом происходит образование растрескивающихся хрупких катодных осадков никеля из-за их наводораживания, отслаивания от катодной матрицы и осыпания на дно ванны. Применение весьма высоких температур в процессе электролиза увеличивает выделение аэрозолей никеля в воздухе рабочей зоны, затрудняет обслуживание электролизеров при загрузке и выгрузке матриц.
Наряду с этим, в способе предусматривается применение катодной диафрагмы, достаточно высоких плотностей тока, приводящих к повышению напряжении я на ванне (Uв), направленной циркуляции электролита в диафрагму. Кроме того, в заявленном способе отсутствует непрерывный или вообще контроль и корректировка рН католита или анолита в процессе электроосаждения никеля. Последнее приводит к тому, что в составе электролита меняется не только концентрация ионов никеля, но и рН раствора. При наличии катодной диафрагмы усложняется аппаратурное оформление процесса электролиза никеля, увеличивается межэлектродный шаг (А-А); за счет сопротивления диафрагмы и роста падения напряжения между анодом и катодом увеличивается напряжение на ванне. Все вместе взятое приводит к уменьшению рабочей зоны катодных плотностей тока и снижению технико-экономических показателей электролиза (катодного выхода по току никеля, увеличению удельного, расхода электроэнергии), ухудшению химсостава и качества поверхности осадков катодного никеля.
Ближайшим по технической сущности и достигаемому результату является способ (Металлургия меди, никеля и кобальта. Часть II. Металлургия никеля и кобальта /В.И.Смирнов, А.А.Цейдлер, И.Ф.Худяков, А.И.Тихонов. М.: Металлургия, 1966, 406 с.) извлечения никеля из сульфатного раствора, в католите которого содержится 70 г/дм3 Ni, Н3ВО3 и Na2SO4. Катодное и анодное пространства электродов разделены диафрагмами. Скорость подачи католита, рН которого внутри диафрагмы находится в пределах 3,0-3,5, поддерживается от 12 дм3/ч до 14 дм3/ч на один диафрагменный мешок. При этих условиях выход по току никеля достигает 91-96% и напряжение на ванне 3,4 В, удельный расход электроэнергии в пределах 3234,4-3412,1 кВт·ч/т. Вытекающий из ванны анолит содержит, г/дм3: 46 Ni и 40 H2SO4. Режим электролиза: катодная плотность тока 180 А/м2, температура 62°С, рН поступающего в ванны исходного очищенного и прозрачного раствора доводится до 4,5; аноды из чистого прокатанного свинца; в качестве катодной основы применяются тонкие никелевые листы, полученные осаждением на матрицы из нержавеющей стали в течение 48 часов.
Недостатками промышленной реализации способа являются:
- низкое содержание ионов никеля (II) в исходном сульфатном растворе, а значит и невысокая разность концентраций ионов никеля (II) в исходном сульфатном растворе - католите (70 г/дм3) и вытекающем из ванны анолите (40 г/дм3);
- низкое значение рН католита внутри диафрагмы и быстрое снижение концентрации ионоа V никеля (II) в силу вышеперечисленных причин вызывают снижение катодного выхода по току никеля в процессе электролиза;
- низкая катодная плотность тока и производительность электролизера;
- требуется дополнительная ванна для наращивания катодных никелевых основ;
Задача настоящего изобретения заключается в усовершенствовании и удешевлении способа электроизвлечения компактного никеля из сульфатных растворов с применением малоизнашиваемых анодов, а также в повышении технико-экономических показателей электролиза (катодная плотность тока, выход по току, удельный расход электроэнергии).
Поставленная задача решается за счет технического результата, который заключается как в увеличении исходной концентрации ионов никеля (II), позволяющей достичь высокой глубины «истощения» электролита по ионам никеля, так и рН электролита, которые обеспечивают повышение катодной плотности тока, катодного выхода по току никеля и продолжительности электроосаждения никеля за счет затруднения протекания побочного процесса восстановления ионов водорода. С целью достижения повышения сквозного извлечения никеля из исходного сырья рассчитанная часть отработанного электролита выводится из системы циркуляции и используется для корректировки поступающих на электроизвлечение сульфатных растворов для получения компактного никеля.
Указанный технический результат заключается в том, что в известном способе электроизвлечения никеля из сульфатных растворов согласно изобретению предусмотрено следующее:
- увеличена исходная концентрация ионов никеля (II) до 100-110 г/дм3, что обеспечивает высокую глубину «истощения» электролита по никелю
ΔСNi(II)=СNi(II), исх. - СNi(II), отр.=(100-110)-(40-50)=(60-70) г/дм3;
- повышение значения рН электролита до 4,5-5,5, приводящее к увеличению выхода по току никеля до 99%;
- непрерывное измерение рН циркулирующего электролита и автоматическое поддержание заданного значения кислотности электролита, вытекающего из ванны, за счет постоянной ее корректировки раствором гидроксида натрия;
- ввод поступающего электролита в каждый межэлектродный промежуток на поверхность ванны (кратность обмена 1 объем электролизера в час) через калиброванные патрубки (рожки) для обеспечения равномерного распределения ионов никеля в межэлектродном пространстве, предотвращения расслаивания компонентов электролита по длине и высоте ванны и снятия диффузионных ограничений при восстановлении ионов никеля;
- применение титана в качестве материала катода матриц многократного использования по аналогии с так называемой «безосновной» технологией электрорафинирования меди исключает потребность в дополнительном электрохимическом аппарате-ванне для наращивания катодных никелевых основ и облегчает снятие катодного осадка;
- достижение увеличения сквозного извлечения никеля из исходного сырья за счет того, что рассчитанная часть отработанного электролита (20 - 48%) выводится из системы циркуляции и используется для корректировки поступающих на электроизвлечение сульфатных растворов для получения компактного никеля.
Способ электроизвлечения компактного никеля включает в себя электроэкстракцию никеля из очищенных сульфатных растворов следующего состава, г/дм: исходный электролит (105±5) ионов никеля (II); отработанный электролит (45±5) ионов никеля (II); рН раствора непрерывно контролируется и автоматически поддерживается в процессе электролиза в интервале 4,5-5,5 за счет корректировки кислотности электролита раствором 36% гидроксида натрия.
Перед электроизвлечением компактного никеля и в процессе электролиза проводят следующие основные операции:
- корректировку исходного сульфатного раствора до требуемого верхнего предела концентрации ионов никеля и величины рН в растворе с помощью оборотного отработанного электролита и воды и автоматическую корректировку рН циркулирующего раствора в заданных пределах;
- вывод расчетного количества оборотного отработанного электролита по окончании цикла осаждения никеля на корректировку исходного раствора (см. первую операцию).
Режим электроизвлечения компактного никеля: катодная плотность тока от 235 до 300 А/м2, скорость циркуляции раствора 3,6 м3/ч (кратность обмена электролита 1 объем ванны в час), температура электролита 59,5-65°С, продолжительность цикла наращивания осадка на титановых катодах - матрицах составляет 24 часа.
Технический результат способа электроизвлечения (осаждения компактного никеля из сульфатных растворов с использованием малоизнашиваемого анода) из сульфатных растворов заключается в следующем: получение компактного металлического осадка никеля по химсоставу выше марки Н-3 (98,6%), при достижении достаточно высоких катодных выходов по току никеля от 99,0 до 90,0% в процессе электролиза; при установившемся процессе электролиза достигается умеренный удельный расход электроэнергии в пределах от 2688 кВт·ч/т до 3233 кВт·ч/т. При снижении концентрации никеля в отработанном электролите от исходной до (45±5)г/дм3 получаются компактные осадки, легко снимаемые с матрицы после окончания цикла электролиза. Процесс электролиза не сопровождается заметным снижением химсостава катодных осадков никеля и качества их поверхности.
При использовании для получения компактного никеля заявленным способом, например, растворов никеля очищенного производства никеля сернокислого, достигается весьма значительный экономический эффект даже при производительности 200 т/год, составляющий 24,5 млн. руб./год.
Заявленный способ может быть использован в металлургических и химических производствах, в частности в схемах;
а) электроэкстракционного извлечения компактного никеля из сульфатных растворов производства никеля сернокислого на медеэлектролитных и меде - и никель электролитных производствах;
б) электроизвлечения никеля из сернокислых растворов, образующихся, например, при селективном восстановлении руды, выщелачивании руды раствором углекислого аммония, выделении кобальта из раствора, последующей переработке очищенного раствора на карбонат никеля, растворении карбоната никеля в серной кислоте и очистке образующегося при этом раствора сернокислого электролита от примесей Fe, Сr, Pb, Zn и заключительная стадия - электроэкстракция никеля;
в) электроосаждения никеля из растворов сернокислотного выщелачивания медно-никелевого файнштейна, полученных по следующей схеме:
- файнштейн, содержащий, %: 63-65 Ni, 25 Сu, 0,6-0,8 Со и 5-6,0 S, измельчается в присутствии воды;
- образовавшийся кек отфильтровывается и подвергается непрерывному противоточному выщелачиванию анолитом из ванн электролиза, содержащим свободную серную кислоту;
- очистка раствора выщелачивания от Сu, Pb, Fe и Со;
- направление его на электролиз никеля.
в) из растворов от выщелачивания медно-никелевого файнштейна, полученных по технологической схеме, включающей следующие основные операции:
- мокрое измельчение файнштейна;
- фильтрация, растворение (выщелачивание) файнштейна в серной кислоте;
- очистка образовавшихся растворов от Со, Pb, очистка от Сu в 2 стадии;
- электроэкстракция никеля из очищенных сульфатных растворов.
Сопоставительный анализ известных технических решений и заявляемого изобретения позволяет сделать вывод, что изобретение не известно из уровня техники и соответствует критерию «новизна».
Заявляемый способ электроизвлечения компактного никеля из сульфатных растворов с применением малоизнашиваемых анодов на основе свинца или сплавов свинца с сурьмой, серебром, оловом, кальцием отвечает всем критериям патентоспособности.
Предлагаемое для патентной защиты изобретение имеет изобретательский уровень, т.к. его сущность для специалиста, занимающегося электроэкстракцией цветных металлов из растворов, явным образом не следует из известного уровня техники, т.е. не выявлены решения, имеющие признаки, совпадающие с отличительными признаками заявляемого способа, а значит и не может быть подтверждена известность отличительных признаков на указанный заявителем технический результат.
Заявляемый способ электроизвлечения никеля позволяет получать компактные осадки никеля приемлемого качества при повышенных плотностях тока с достаточно высокими выходами по току и умеренным удельным расходом электроэнергии из никельсодержащих сульфатных электролитов, более концентрированных по ионам
Ni2+.
Заявляемое изобретение является промышленно применимым, т.к. оно может быть использовано в производстве по своему прямому назначению, т.е. для электроизвлечения компактного никеля. Ни один признак, взятый в отдельности, ни вся совокупность признаков способа не противоречит возможности их применения в промышленности и не препятствует достижению усматриваемому заявителем технического результата.
Режимы осуществления способа подобраны экспериментально.
Для электроосаждения компактного никеля на титановые матрицы использовали никельсодержащие сульфатные растворы следующего состава: Ni2+ от 41 до 133,7 г/дм3; рН от 4,5 до 5,5.
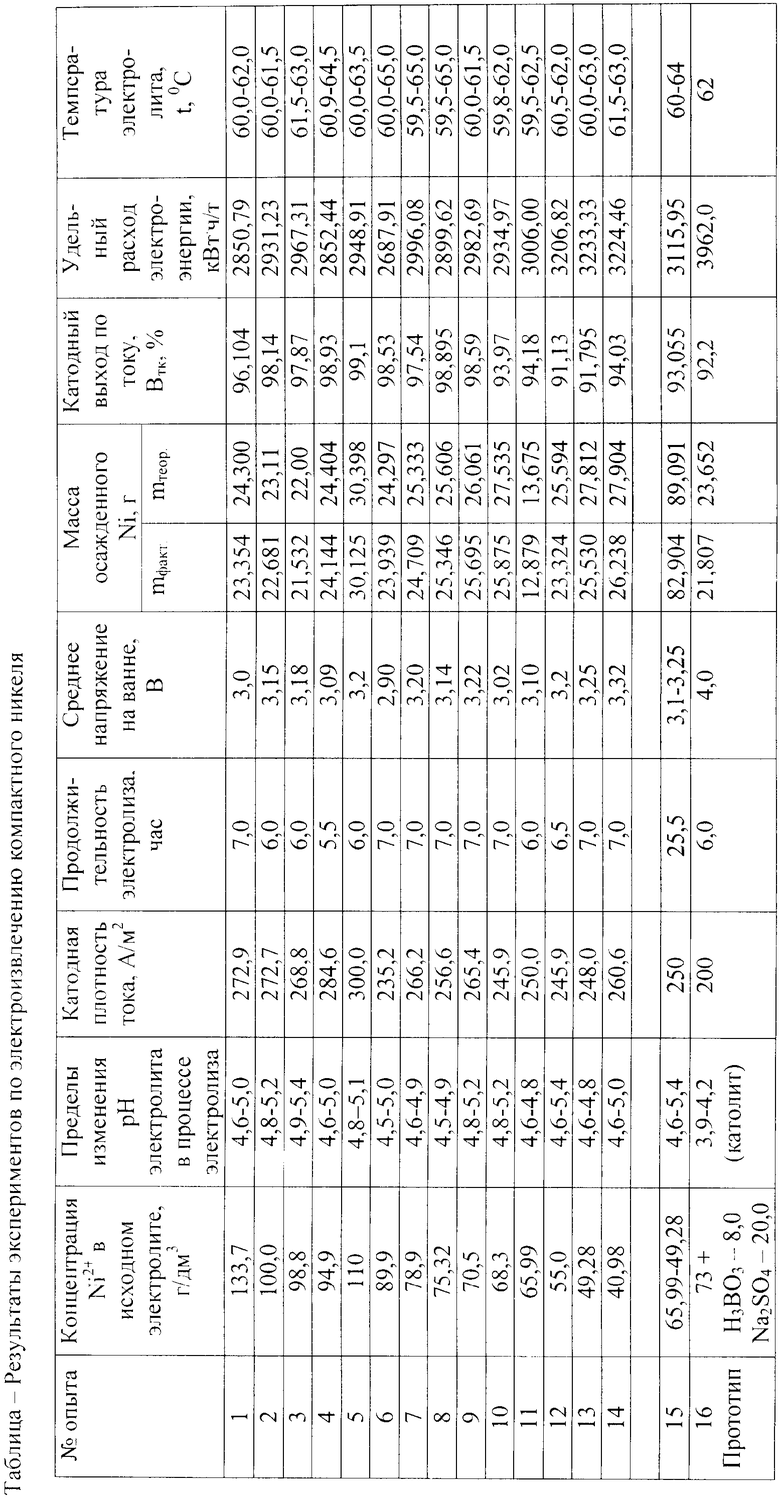
Режим электроосаждения никеля: катодная плотность тока от 235,2 до 300 А/м2, температура электролита от 59,5 до 65°С. Скорость циркуляции 1 объем ванны в час. Аноды свинцовые прокатанные. Титановые матрицы (титан марки ВТ1 - 0) перед осаждением подвергали механической шлифовке, полировке, химическому обезжириванию в растворе Na2CO3. После каждой из выше перечисленных операций по подготовке матриц следует тщательная промывка в дистиллированной воде. Для предотвращения осаждения никеля на боковых и нижней кромках матрицы проводили изоляцию их обрамлением из пропиленового прутка с прорезью фрезой паза шириной меньше толщины матрицы. Результаты опытов представлены в таблице. В процессе электроосаждения происходит снижение концентрации никеля и увеличение кислотности - снижение рН раствора. Для нейтрализации образующейся серной кислоты и поддержания рН на уровне требуемых значений 4,5-5,5 было организовано автоматическое дозирование раствора гидроксида натрия (50 г/дм) в реактор с помощью блока автоматического титрования, электрически соединенного с иономером. Продолжительность опытов электролиза составляла 5,5-7 час, длительного - 25,5 час, близкого по времени к выбранному циклу осаждения никеля (24 час).
На основании укрупненных лабораторных опытов по электроосаждению никеля
(Vэл-та - 3,6 дм3, кратность обмена электролита 1 объем ванны в час, токовая нагрузка от 3,2 до 3,6 А) были определены эффективные режимы электролиза (см. таблицу):
- концентрация ионов никеля от 133,7 до 41,0 г/дм3;
- катодная плотность тока от (240±5) до (295±5) А/м2;
- температура электролита от 59,5 до 65°С;
- величину рН раствора поддерживать непрерывно в процессе электролиза в пределах 4,5-5,5;
- скорость циркуляции электролита равна обмену 1 объема ванны в час.
Из приведенных в таблице экспериментальных данных следует, что при снижении концентрации ионов никеля от 100 до 70,5 г/дм3 в интервале iк=235-300 А/м2 достигнуты высокие катодные выхода по току в интервале от 96 до 98,9%. При снижении концентрации ионов никеля от 68,3 до 41,0 г/дм3 (пример 10-13) выход по току никеля уменьшается, находясь в пределах 91,13-94,18%, в интервале плотностей тока 240-260,6 А/м2. Напряжение на ваннах находилось в пределах 2,9-3,32 В, изменяясь в зависимости от содержания ионов никеля в растворе (от 133,7 до 41,0 г/дм3) и плотностей тока (от 235 до 300 А/м2). Удельный расход электроэнергии при снижении концентрации ионов никеля от 133,7 до 70,5 г/дм3 находился в пределах от 2687,9 до 2996,08 кВт·ч/т. При снижении концентрации ионов никеля с 68,3 до 41,0 г/дм3 и плотностях тока 246-260,6 А/м2 в сравнении с предыдущим интервалом при наблюдающемся уменьшении выхода по току имеет место увеличение напряжения на ваннах и удельного расхода электроэнергии с 2935 до 3233,33 кВт·ч/т.
Установлено, что процесс электролиза во всем исследованном диапазоне плотностей тока и концентраций ионов никеля не сопровождается заметным снижением химсостава и качества поверхности катодных осадков никеля. Все осадки компактные.
В примере 15 продолжительностью 25,5 ч при изменении концентрации ионов никеля от 66 до 49,28 г/дм3 подтверждены достаточно высокие технико-экономические показатели электролиза: Вт.к=93,06%; Uв (напряжение на ванне) на уровне 3,1-3,25 В
(Ucp.=3,175 В, среднее напряжение на ванне за время электролиза) и умеренный расход электроэнергии 3115,95 кВт·ч/т при получении компактного никеля с содержанием 99,6% Ni, т.е. на 0,2% ниже Н-2 (по ГОСТ- 99,8%), но выше Н-3 (по ГОСТ- 98,6%).
В 2-х опытах продолжительностью 4-5 часов в процессе электролиза были сняты балансы напряжения при il=272,9 А/м2, Uв.бал.=3,109 В, напряжение, определенное по результатам снятия баланса напряжения на работающей ванне:
Uв.бал.=εа-εк+Δэлектролит (Uв.изм=3,15 В, напряжение на ванне, измеренное вольтметром в процессе электролиза) и i2=250 А/м2, Uв.бал.=3,132 В (Uв.изм=3,08 В).
Пример 16 по прототипу. Электроизвлечение никеля осуществляли из электролита следующего состава, г/дм3: Ni2+ - 73; Н3ВО3 - 8,0; Na2SО4 - 20. Режим электроэкстракции: катодная плотность тока 205 А/м2; температура 60°С; рН католита 3,9-4,2; скорость циркуляции 15 дм3/ч; напряжение на ванне 3,8-4,2 В; продолжительность электролиза составила 6 ч. В результате было получено 21,8 г катодного осадка, содержавшего 98,8% никеля, на 0,2% выше марки Н-3. Отработанный электролит содержал
CNi 2+, отр.=(CNi 2+,исх.·υоб. эл-та-υоб. эл-та·qNi 2+·τэл-за·Вт.к):υоб. эл-та=(73·3,6-3,6·1,095·6·0,922):3,6=67,95 г/дм3,
где CNi 2+, отр. - концентрация ионов никеля в отработанном электролите (после электролиза), г/дм;
CNi 2+, исх. - концентрация ионов никеля в исходном электролите, г/дм3;
υоб. эл-та - общий объем электролита в циркуляционной системе, дм3;
qNi 2+ - электрохимический эквивалент никеля, г/А·ч;
τэл-за - время электролиза в данном опыте, час;
Вт.к - катодный выход по току для никеля, в долях единицы.
Вт.к. факт.=mNi факт.:mNi теор.·100=21,807:23,652·100=92.2%,
где Вт.к. факт. - фактический катодный выход по току для никеля, %;
mNi факт. - масса фактически осажденного никеля за время электролиза, г;
mNi теор. - теоретическая масса никеля, которая должна была быть получена по закону Фарадея при отсутствии протекания побочных процессов, т.е, если бы
Вт.к. факт.=100%.
Wуд.=(Uв.нач.-Uв.кон.)·105:qNi 2+·Вт.к.факт.=(3,8-4,2)·105:1,095·92,2=3763,9-4160.1
(или среднее значение 3962,0 кВт·ч/т),
где Wуд. - удельный расход электроэнергии, кВт·ч/т;
Uв.нач. - начальное напряжение на ванне, В;
Uв.кон. - конечное напряжение на ванне, В;
105 - переводной коэффициент (Wуд. в кВт·ч/т, qNi 2+ г/А·ч в т/А·ч и Вт.к. факт. в %);
qNi 2+ - электрохимический эквивалент никеля, г/А·ч.
Положительные результаты технологических и электрохимических характеристик (показателей) процесса электроизвлечения компактного никеля, полученного по заявляемому способу электроосаждения никеля на титановые матрицы многократного использования, аппаратурная и режимная технологичность его осуществления позволяют считать способ электроизвлечения компактного никеля промышленно приемлемым.
Преимущества промышленного использования заявляемого способа:
1. Позволяет получать компактные осадки никеля приемлемого качества поверхности и химической чистоты при повышенных плотностях тока с достаточно высокими выходами по току и умеренным расходом электроэнергии из никельсодержащих сульфатных электролитов, более концентрированных по ионам
Ni2+.
2. Подбор эффективных условий электролиза (диапазон плотностей тока, температур, скорости циркуляции раствора, продолжительность - цикл наращивания осадка никеля), повышающих технико-экономические показатели электролиза.
3. Нахождение оптимального состава электролита с точки зрения больших допустимых пределов изменения концентрации ионов никеля (II) в исходном и отработанном электролитах, обеспечивающего повышение катодных плотностей тока и технико-экономических показателей электролиза (выход по току никеля, удельный расход электроэнергии).
4. Непрерывное измерение рН циркулирующего электролита и автоматическое поддержание заданных значений кислотности электролита за счет непрерывной ее корректировки раствором гидроксида натрия.
5. Увеличение сквозного извлечения никеля из исходного сырья за счет вывода рассчитанной части отработанного электролита из системы циркуляции и использовании его для корректировки поступающих на электроизвлечение сульфатных растворов для получения компактного никеля.
6. Для обеспечения равномерного распределения ионов никеля в межэлектродном пространстве, предотвращения расслаивания компонентов электролита по длине и высоте ванны и снятия диффузионных ограничений при восстановлении ионов никеля предусматривается ввод циркулирующего электролита в каждый межэлектродный промежуток на поверхность ванны через калиброванные патрубки (рожки), а вывод отработанного электролита через сливной карман, расположенный на продольной стенке ванны, перпендикулярной боковым кромкам анодов и катодов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ЭЛЕКТРОЛИТА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2004 |
|
RU2280106C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2003 |
|
RU2233913C1 |
| Способ обезмеживания сернокислых растворов медеэлектролитного производства | 2022 |
|
RU2815375C1 |
| Способ электролитического рафинирования никеля | 1986 |
|
SU1397541A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ ИЗ ОТРАБОТАННЫХ КОНЦЕНТРИРОВАННЫХ РАСТВОРОВ ХИМИЧЕСКОГО И ГАЛЬВАНИЧЕСКОГО НИКЕЛИРОВАНИЯ | 1992 |
|
RU2033480C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ ЩЕЛОЧИ | 2008 |
|
RU2366761C1 |
| Электроэкстракция кобальта из водных растворов сульфата кобальта и марганца в динамических условиях | 2017 |
|
RU2677447C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЕДКОГО НАТРА | 2008 |
|
RU2366762C1 |
| СОСТАВ ЭЛЕКТРОЛИТА И СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКИХ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ СИСТЕМЫ "НИКЕЛЬ-ФОСФОР-ВОЛЬФРАМ" | 2021 |
|
RU2792096C1 |
| Способ стабилизации сульфатных электролитов никелирования | 1986 |
|
SU1409680A1 |
Изобретение относится к металлургии, в частности к способам электроизвлечения компактного никеля. Способ включает электролиз из электролита из очищенных сульфатных растворов с нерастворимыми свинцовыми анодами. При этом электролиз ведут при циркуляции электролита при поддержании рН 4,5-5,5; температуры в интервале 59,5-65°С и концентрации ионов никеля (II) в исходном электролите 100-110 г/дм3, а в отработанном 40-50 г/дм3. Концентрацию ионов никеля (II) в исходном электролите поддерживают путем вывода 20-48% отработанного электролита из системы циркуляции. Непрерывно измеряют рН раствора и автоматически поддерживают его в процессе электролиза путем корректировки кислотности. Электролит подают в межэлектродный промежуток на поверхность ванны через калиброванные патрубки. В качестве катода используют катоды - матрицы многоразового использования, выполненные из титана. Техническим результатом является удешевление способа, а также повышение технико-экономических показателей процесса электролиза. 4 з.п. ф-лы, 1 табл.
1. Способ электроосаждения компактного никеля, включающий электролиз из электролита из очищенных сульфатных растворов с нерастворимыми свинцовыми анодами, отличающийся тем, что электролиз ведут при циркуляции электролита при поддержании рН 4,5-5,5; температуры в интервале 59,5-65°С и концентрации ионов никеля (II) в исходном электролите 100-110 г/дм3, в отработанном 40-50 г/дм3.
2. Способ по п.1, отличающийся тем, что концентрацию ионов никеля (II) в исходном электролите поддерживают путем вывода 20-48% отработанного электролита из системы циркуляции.
3. Способ по п.1, отличающийся тем, что рН раствора непрерывно измеряют и автоматически поддерживают в процессе электролиза путем корректировки кислотности.
4. Способ по п.1, отличающийся тем, что электролит подают в межэлектродный промежуток на поверхность ванны через калиброванные патрубки.
5. Способ по п.1, отличающийся тем, что в качестве катода используют катоды - матрицы многоразового использования, выполненные из титана.
| СМИРНОВ В.И | |||
| и др | |||
| Металлургия меди, никеля и кобальта, ч | |||
| II | |||
| - М.: Металлургия, 1966 | |||
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЯ | 1994 |
|
RU2066713C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЯ | 1991 |
|
SU1779065A1 |
| Переносное автоматизированное устройство для обработки концов цилиндрических деталей | 1984 |
|
SU1181777A1 |
| US 4201648 A, 06.05.1980 | |||
| NO 832873 A, 13.02.1984 | |||
| Автоматический станок для изготовления секундных стрелок | 1937 |
|
SU53825A1 |

