Предлагаемое изобретение относится к разделению и сортировке твердых материалов сухими способами, в особенности к механосепарации свежемолотых структуризационных материалов.
Прототипом предлагаемого изобретения является способ механосепарации свежемолотых структуризационных материалов, известный из книги П.М.Сиденко "Измельчение в химической промышленности", Химия, М, 1968, с.273, 2-ой абзац снизу, с.281, 1-ая строка снизу.
Принятый за прототип способ включает передачу пребывающего в динамизированном состоянии свежемолотого материала на массонакопление, проходящую в форме слоеразвертки, соотносимой с подбираемым живым потокосечением, электрообеспечительное расслабление развернутого для проточной обработки материалослоя с предоставлением материалослою свободы для механо-барьерного перетекания в условиях ограничения этой свободы установленной величиной потокосечения, и приемку обработанного материалопотока.
Особенностью принятого за прототип способа является то, что электрообеспечительное расслабление развернутого для обработки материалослоя производят как косвенное. Для этого упомянутое расслабление обеспечивают инициированием восприятия массой слоя косвенного электрического эффекта, в частности теплового электроджоулевого эффекта (на разделительную сетку подают электрический потенциал, сетка нагревается и передает тепло обрабатываемой массе). При этом отсутствует возможность восприятия массой прямого электрического эффекта, например, эффекта принудительного глубокого электрозаземления массы слоя. Косвенное электрическое воздействие на расслабляемый материалослой обуславливает непродуктивность использования предоставляемых электрических ресурсов.
Основным недостатком принятого за прототип способа, ввиду указанной особенности, является недостаточная эффективность.
Задачей предлагаемого изобретения является устранение основного недостатка прототипа.
Сущность предложенного технического решения состоит в том, что в предлагаемый способ, характеризуемый наличием той же что и прототип совокупности признаков, начиная от передачи пребывающего в динамизированном состоянии свежемолотого материала на массонакопление и кончая приемкой обработанного материалопотока, внесен ряд отличий, которые состоят в том, что электрообеспечительное расслабление развернутого для проточной обработки материалослоя производят как прямое. В частности, электрообеспечительное расслабление материалослоя производят путем подвержения имеющей место массы принудительному глубокому электрозаземлению. Указанное электрозаземление инициируют потенциалом напряжением в 0,1 50,0 В.
Недостижение инициирующего электрозаземления потенциала напряжения в 0,1 В не позволяет добиться желаемой полноты отведения от материальных частиц, образуемых электростатических зарядов, уменьшить их электродинамическое зависание и облегчить оседание их в обрабатываемый материалослой. Превышение этим же потенциалом напряжения в 50,0 B приводит к побочному инициированию течения параллельных электрохимических реакций нежелательного окисления вещества помола.
Подтверждением изобретательского уровня предложенного технического решения является отсутствие следования его явным образом из известного уровня техники (авт.св. N 1431864).
Пример 1. Для моделирования течения, реализующего предлагаемый способ, технологического процесса взяли имитатор свежемолотого структуризационного материала. Этим имитатором был принят стальной порошок. Указанный порошок был получен методом размола в вихревой мельнице, допускаемым для получения железного порошка марки ПЖВ5 (книга Н.Ф.Вязников, С.С.Ермаков "Металлокерамические материалы и изделия" издание 2-ое, Машиностроение, Ленинград, 1967, с. 35, табл.3, строка 6). Основные характеристики имитатора были приведены в полное соответствие с характеристиками железного порошка ПЖВ5. Его металлооснова допускала присутствие: 0,25 мас. углерода, 0,30 мас. кремния, 0,50 мас. марганца. Нерастворимый в соляной кислоте остаток соответствовал 0,6 мас. Фракционный состав дисперсной дезинтегрированной массы имитатора определяло присутствие 50 80 мас. тонкой фракции с размером частиц менее 0,01 мм, т.е. класс крупности имитатора соответствовал индексу N 71 по ГОСТ, у 9849-96, табл. 2. Насыпной вес имитатора составлял 2,39 г/см3. Он соответствовал по ГОСТу 9849-86 кодовому обозначению "24". Взятому имитатору создали режим пребывания в динамизированном состоянии. Упомянутое состояние моделировало прохождение имитатором перепускной части мельницы. Для осуществления моделирования произвели выдержку имитатора в роторном барабане в течение 1 мин. При этом проследили, чтобы выдержке в предусмотренной продолжительности не сопутствовало неучтенное доизмельчение стальных частиц и не происходило изменение отправных значений основных характеристик имитатора по фракционному составу и насыпному весу. В момент засечки заканчивания выдержки имитатора в барабане осуществили передачу материала на массонакопление, массонакопление было проведено таким образом, что бы оно моделировало транспорт материала в приемную часть механосепарационной оснастки работающей мельницы.
При осуществлении упомянутой передачи проследили за прохождением передаточных манипуляций в форме слоеразвертки. Слоеразвертку вели таким образом, что бы она была соотнесена с подбираемым живым потокосечением, а именно с составным сечением системы одиночных проходных зевов поточных модульных микровесовых дозаторов сотового типа с синхронизированным сбросом отдозированных пробных порций. Упомянутое соотнесение произвели таким образом, чтобы развертка слоя была результирована занятием (рассредоточением) в среднем 50±0,3 г имитатора на одно выпускное окно единичного сотообразующего дозирующего модуля, имеющего диаметр 22±1 мм. Осуществляемую передачу материала на массонакопление дополнили электрообеспечительным расслаблением развернутого для проточной обработки материалослоя. Упомянутое расслабление материалослоя произвели как прямое. В частности, его произвели путем подвержения имеющей место массы принудительному глубокому электрозаземлению. Указанное электрозаземление инициировали потенциалом заданного напряжения. Уровень этого напряжения устанавливали соответствующим минимальному пределу в допустимом интервале величин, в частности, равным 0,1 В. Не прекращая осуществлять проводимое электрозаземление, предоставляли материалослою свободу для механо-барьерного перетекания в условиях ограничения этой свободы установленной величиной потокосечения. Указанное предоставление свободы моделировало транспорт материала в ситовую часть механосепарационной оснастки работающей мельницы. Барьероустанавливающим эту свободу потокосечением было взято составное сечение ситообразной системы донных зевов модульных микрообъемных ссыпных воронок с синхронизированным устранением механических барьеров для ссыпных потоков.
Каждый из единичных ячейкообразующих воронковых модулей ситообразной системы был сформирован таким образом, что их конусность была выдержана соответствующей 60o±30' (телесноугловых), их объем был бы способен вместить 100 см3 текучей фазы. Диаметры живых сечений донных отточных зевов воронковых модулей были установлены равными 2,5 мм. Материалом употребляемой ситообразной системы была взята сталь твердостью не менее НУ 140 ед. марки Х18Н10Т, соответствующая ГОСТу 5632-72. Механо-барьерное перетекание имитатора вели в условиях выведения относительной влажности воздуха на уровне 65% Кроме того, обеспечили полное обезжиривание вороночной и зевовой поверхностей протиркой уайт-спиритом. Осуществив синхронизированное устранение механических барьеров для истечения ссыпных потоков из имеющих место донных отточных зевов, произвели приемку обработанного материалопотока. Произведенная приемка моделировала транспорт материала в продукто-эвакуационную часть механосепарационной оснастки работающей мельницы. В ходе осуществления приемки проконтролировали фотоэлементным способом продолжительность схода струи имитатора с используемой ситообразной системы. На основании засеченных данных определили достигнутый уровень повышения эффективности механосепарации. Для этого произвели расчеты в соответствии с ГОСТом 20899-75 показателя обеспечиваемой текучести τ 50 г(с) материала.
Упомянутые расчеты вели по формуле:
t = K•t50г(c),
где k корректирующий коэффициент (ед.), t время истечения 50 г насыпки (с).
Корректирующий коэффициент устанавливали по водопроточной калибровке одного из воронковых модулей ситообразной системы. Определение размера корректирующего коэффициента вели с учетом соотношения:
где  модуль временного значения истечения коррекционного 100 см3 объема дистиллированной воды.
модуль временного значения истечения коррекционного 100 см3 объема дистиллированной воды.
По результатам проведенных расчетов было установлено, что затраты времени ситообразной системы на освобождение от налагаемой на нее материальной нагрузки были сокращены до 35 с.
Пример 2. Реализующий предложенный способ технологический процесс вели при наличии соответствия всех режимов и параметров примеру 1, за исключением того, что уровень напряжения, инициирующего принудительное электрозаземление потенциала, устанавливали соответствующим максимальному пределу в допустимом интервале величин, а именно 50,0 В.
В результате проведенных расчетов было установлено, что затраты времени ситообразной системы на освобождение от налагаемой материальной нагрузки были сокращено до 32 с.
Пример 3. Реализующий предложенный способ технологический процесс вели при наличии соответствия всех режимов и параметров примеру 1, за исключением того, что уровень напряжения, инициирующего принудительное электрозаземление потенциала, устанавливали соответствующим промежуточной величине в допустимом интервале величин, а именно 30,0 В.
В результате проведенных расчетов было установлено, что затраты времени ситообразной системы на освобождение от налагаемой материальной нагрузки были сокращены до 30 с.
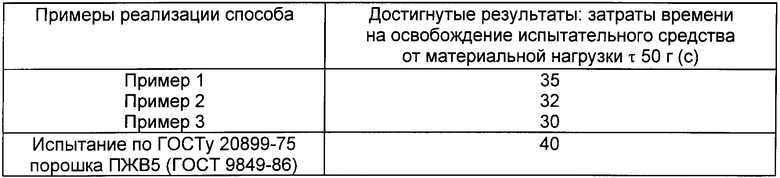
Положительные результаты, достигнутые в соответствии со всеми приведенными примерами реализации предложенного способа, сведены в сопоставительную таблицу, в которой они даны в сравнении с характеристиками, полученными при испытании по стандартной методике железного порошка марки ПЖВ5 по ГОСТ 9849-86.
Из представленной таблицы видно, что наилучшие результаты по достигаемой производительности испытательного средства были получены при реализации предложенного способа в соответствии с примером 3.
Техническим преимуществом предложенного способа по сравнению с прототипом является пониженная ресурсозатратность механосепарационного процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОГО АКТИВИРОВАННОГО УГЛЯ | 1996 |
|
RU2106301C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТОРФА В КРУПНОКУСКОВОЙ УГЛЕРОДНЫЙ ВОССТАНОВИТЕЛЬ | 1995 |
|
RU2083636C1 |
| СПОСОБ ФИЗИЧЕСКИ-ФОРСИРОВАННОЙ ПЕРЕРАБОТКИ ИЗМЕЛЬЧАЕМЫХ МАТЕРИАЛОВ | 1995 |
|
RU2104789C1 |
| СПОСОБ ДЕСТРУКТИВНОЙ ПЕРЕГОНКИ БЕРЕЗОВОЙ ДРЕВЕСИНЫ | 1993 |
|
RU2072965C1 |
| СПОСОБ ПРОИЗВОДСТВА СИЛИКАТНОГО КИРПИЧА | 1996 |
|
RU2100308C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ | 1996 |
|
RU2104120C1 |
| СПОСОБ ПЕРЕРАБОТКИ В АКТИВИРОВАННЫЕ УГЛИ ДРЕВЕСИНЫ ТВЕРДЫХ ТРОПИЧЕСКИХ ПОРОД, НАПРИМЕР ГАЗВАРИНА | 1996 |
|
RU2119450C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО АДСОРБЕНТА | 1993 |
|
RU2077481C1 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВИРОВАННОГО УГЛЯ | 1992 |
|
RU2077480C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТНОГО ПОРОШКА | 1996 |
|
RU2096363C1 |
Использование: обогащение руд, кондиционирование твердого топлива, производство цемента, строительных материалов, минеральных удобрений, структураторов и др. Сущность изобретения: способ включает передачу пребывающего в динамизированном состоянии свежемолотого материала на массонакопление, проходящую в форме слоеразвертки, соотносимой с подбираемым живым потокосечением, электрообеспечительное расслабление развернутого для проточной обработки материалослоя, предоставление материалослою свободы для механо-барьерного перетекания в условиях ограничения этой свободы установленной величиной потокосечения и приемку обработанного материалопотока. Новым в способе является то, что электрообеспечительное расслабление материалослоя производят как прямое. Для этого его ведут путем подвержения имеющей место массы принудительному глубокому электрозаземлению. Указанное электрозаземление инициируют потенциалом напряжением 0,1 - 50,0 В. 1 табл.
Способ механосепарации свежемолотых структуризационных материалов, включающий передачу пребывающего в динамизированном состоянии свежемолотого материала на массонакопителе, проходящую в форме слоеразвертки, соотносимой с подбираемым живым потокосечением, электрообеспечительное расслабление развернутого для проточной обработки материалослоя, предоставление материалослою свободы для механобарьерного перетекания в условиях ограничения этой свободы установленной величиной потокосечения и приемку обработанного материалопотока, отличающийся тем, что электрообеспечительное расслабление материалослоя производят как принудительное глубокое электрозаземление, инициируемое потенциалом напряжением в 0,1 50,0 В.
| Сидиенко П.М | |||
| Измельчение в химической промышленности | |||
| - М.: Химия, 1968, с.273, 281. |

