Изобретение относится к устройствам для обработки краев преимущественно технических полотен и может быть использовано для нанесения на края текстильных полотен и изделий, в частности, кромки тканых синтетических сеток бумагоделательных машин.
Известно устройство для получения фиксирующей кромки, состоящее из нагреваемого ножа и узла нагрева [1] При непрерывной резке полотна с заработанными в кромочную часть термопластичными нитями происходит их сплавление и образование скрепленной кромки.
К недостаткам данного устройства относятся следующие: во-первых, применение данного устройства возможно лишь для полотен из термопластичных волокон или нитей, или для полотен со специально заработанными в край термопластичными нитями, что требует специальной подготовки основы при ткачестве, во-вторых, фиксация переплетения осуществляется лишь в небольшой зоне, прилегающей к зоне разреза, что обуславливает недостаточно высокую прочность и износостойкость кромки.
Известно устройство для равномерного нанесения жидких сред, состоящее из корпуса, в котором расположены вращающиеся зубчатые валики, находящиеся в зацеплении. В верхней части корпуса расположена емкость для наносимой жидкой среды, а в нижней части щелеобразная фильера, через которую производится нанесение жидкой среды [2]
Недостатками данного устройства являются: во-первых, трудности при подаче среды на нижнюю часть полотна; во-вторых, затруднения, связанные с необходимостью очистки устройства после прекращения работы, особенно после нанесения высоковязких сред, обладающих хорошей адгезией к материалу устройства.
Известна установка для нанесения покрытий на отдельные участки, состоящая из дозирующей станции, снабженной головкой с пластинами, предназначенной для нанесения материала покрытия на полотно, нагреваемого канала, в котором происходит расплавление термопластичных и сушка или конденсация термореактивных материалов, и каландра, на котором производится обработка давлением участков с нанесенным полимеров [3]
Однако, при нанесении термопластичных полимеров их проникновения вглубь полотна затруднительно из-за высокой вязкости расплава и отсутствия давления при его нанесении термопластичных полимеров их проникновение вглубь полотна затруднительно из-за высокой вязкости расплава и отсутствия давления при его нанесении. Кроме того, при обработке в каландре возможно налипание полимера, обладающего высокой адгезией, на валы.
Наиболее близким по технической сущности к изобретению является устройство для нанесения расплавов полимеров на края текстильных полотен, содержащее узел плавления, узел подачи расплава, связанный с фильерной головкой и приводом [4]
В описываемом экструдере роль узла подачи выполняет винтовой шнек, помещенный в цилиндрический канал, обогреваемый по наружной поверхности при помощи нагревательных элементов и выполняющий роль узла плавления. Шнек приводится во вращение при помощи регулируемого привода. На выходном конце канала располагается фильера, через которую происходит выдавливание расплава полимера, например, на кромку полотна.
Однако, при работе с перерывами, как в случае нанесения покрытий на отдельные участки единичных изделий (например, края тканых синтетических сеток бумагоделательных машин), в устройстве остается значительный остаток полимера, заключенный в объеме между витками шнека и стенками цилиндрического канала, который при повторном нагревании подвергается деструкции. Для удаления этого остатка приходится либо разбирать экструдер и очищать шнек и канал механически, что является достаточно трудоемкой операцией, либо после нагревания устройства выдавливать остаток при пропускании первых порций полимера, увеличивая тем самым потери материала. Кроме того, как правило, регулировки режима работы экструдера осуществляется вручную путем подстройки частоты вращения шнека, что затрудняет обеспечение качества процесса при нанесении полимеров на отдельные участка полотен, например, кромки.
Техническим результатом изобретения является улучшение качественных показателей процесса нанесения полимеров на отдельные участки полотен, например, кромки, при одновременном сокращении потерь материала из-за существенного уменьшения остатка, а также облегчения и снижение трудоемкости процесса очистки.
Для достижения технического результата в устройстве для нанесения расплавов полимеров на края текстильных полотен, содержащем узел плавления, узел подачи расплава, связанный с фильерной головкой и приводом, согласно изобретению, узел подачи расплава выполнен в виде двух цилиндров с поршнями и связан с фильерной головкой при помощи разъемного соединения, а привод выполнен в виде соединенного со штоками поршней кривошипно-шатунного механизма и связанного с ним при помощи зубчатой передачи зубчатого фрикциона, установленного с возможностью взаимодействия с полотном, при этом зубчатая передача имеет передаточное отношение, вычисляемое по формуле:
где:
Nк-частота вращения кривошипа, 1/с;
Nф частота вращения зубчатого фрикциона, 1/с;
Qп требуемое количество расплава полимера на 1 м кромки, м3/м;
Dф диаметр делительной окружности зубчатого фрикциона, м;
Dц диаметр цилиндров узла подачи расплава, м.
Улучшение качественных показателей процесса нанесения полимера обеспечивается за счет использования непосредственной связи привода с полотном, а облегчение и снижение трудоемкости процесса очистки за счет конструктивного исполнения и пространственной компоновки узлов устройства.
На фиг. 1 изображен общий вид устройства; на фиг. 2 узел плавления; на фиг. 3 узел подачи расплава.
Устройство для нанесения расплавов полимеров на края тестильных полотне (фиг. 1) состоит из узла плавления 1, узла подачи расплава под давлением 2, расположенного под узлом плавления, фильерной головки 3, расположенной на переднем торце узла подачи, и привода 4, расположенного позади узла подачи. Все узлы смонтированы на регулируемой по высоте раме 5.
Узел плавления (фиг. 2) может быть выполнен, например, в виде обогреваемой электрическим током плавильной решетки 6, помещенной в корпус, выполненный в виде двух частей: верхней 7 и нижней 8, которые при необходимости могут быть разъединены. Нижняя часть корпуса 8 в виде воронкообразного углубления, в нижней части которого расположен канал 9, соединяющий узел плавления с узлом подачи расплава. Снаружи корпус подогревается электрическим нагревательным элементом 10.
Узел подачи расплава (фиг. 3) состоит из двух цилиндров 11, по наружной поверхности которых расположены нагревательные элементы 12, осуществляющие подогрев расплава.
Внутри цилиндров расположены поршни 13 со штоками 14, обеспечивающие подачу расплава под давлением. Цилиндры объединены в блок при помощи передней 15 и задней 16 обойм. К переднему торцу блока крепится фильерная головка 17, в которой расположены подпружиненные клапаны 18 и выполнен канал, по которому расплав полимера достигает фильеры 19. Фильерная головка 17 соединяется передней обоймой 15 при помощи легкоразъемного соединения, например, резьбового. К задней обойме крепятся крышки 20, закрывающие цилиндры 11. В центре крышек имеются отверстия для штоков 14. В передней обойме расположен канал 21, сообщающийся с каналом 9 (фиг. 2) узла плавления. На концах канала 21 (фиг. 3) при входе в цилиндры расположены подпружиненные клапаны 22.
Штоки поршней 14 связаны с приводом, который может быть выполнен в виде кривошипного вала 23, связанного через зубчатую передачу 24 с валом зубчатого фрикциона 25, посредством которого осуществляется связь привода с полотном 26 (фиг1). Для предотвращения проскальзывания полотно поджимается к зубчатому фрикциону при помощи прижимного валика 27 (фиг. 1). Штоки 14 (фиг. 3) соединены с кривошипным валом 23 при помощи шатунов 28.
Зубчатая передача 24 имеет передаточное отношение, вычисляемое по формуле:
где:
Nк частота вращения кривошипа, 1/с;
Nф частота вращения зубчатого фрикциона, 1/с;
Qп требуемое количество расплава полимера на 1 м кромки, м3/m;
Dф диаметр делительной окружности зубчатого фрикциона, м;
Dц диаметр цилиндров узла подачи расплава, м;
Hп ход поршней узла подачи расплава, м;
Устройство работает следующим образом.
При работе устройства посредством элементов 10 (фиг. 2) и 12 (фиг. 3) происходит нагрев корпуса и цилиндров до температуры T=T расплава и одновременно с этим начинается плавление полимера на решетке 6 (фиг.2). Как только уровень расплава поднимается до уровня решетки, становится возможным пуск полотна. При движении полотна через зубчатый фрикцион 25 (фиг. 3) и передачу 24 приводится во вращение кривошипный вал 23, который посредством шатунов 28 и штоков 14 приводит в движение поршни 13 таким образом, что те движутся в противоположных направлениях.
При движении поршня от передней обоймы 15 к задней 16 клапан 18 закрывается за счет разрежения, образующегося в цилиндре, и при дополнительном усилии, создаваемом клапанной пружиной 29. Одновременно с этим открывается клапан 22, преодолевая действие пружины 30, и расплав, протекая по каналам 9 (фиг. 2) и 21 (фиг. 3), заполняет цилиндр. По окончании заполнения поршень начинает движение в обратном направлении. При этом клапан 22 под действием давления расплава и клапанной пружины 30 закрывается, а клапан 18 открывается. Расплав полимера по каналу 31 в фильерной головке 17 поступает в фильеру 19 и наносится под давлением на край полотна.
Работа устройства продолжается до тех пор, пока термопластичный полимер поступает в узел плавления. По окончании работы последние порции расплава отсасываются из нижней части корпуса 8 (фиг. 2) узла плавления, и при снятой фильерной головки 17 (фиг. 3) выталкиваются поршнями. Головка так же легко может быть очищена. После пристыковки фильерной головки устройство готово к работе. При чистке устройства проворот приводного фрикциона легко может быть осуществлен вручную.
При правильном выборе размеров количество полимера, теряющееся при чистке, невелико, а время пребывания расплава в устройстве мало, и полимер практически не подвержен деструкции.
Таким образом, при соблюдении условий, указанных в отличительной части формулы, данное устройство позволяет качественно осуществлять процесс нанесения расплавов полимеров на края текстильных полотен при небольших потерях материала и легко позволяет производить очистку по окончании работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФИКСИРОВАННОЙ КРОМКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1994 |
|
RU2096544C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИКСИРУЮЩЕЙ КРОМКИ ТЕХНИЧЕСКИХ ПОЛОТЕН | 1995 |
|
RU2089695C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРОМКИ СИНТЕТИЧЕСКОГО ТЕХНИЧЕСКОГО ПОЛОТНА | 2008 |
|
RU2371534C1 |
| СПОСОБ КРАШЕНИЯ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2211265C2 |
| УСТРОЙСТВО ДЛЯ СКЛАДЫВАНИЯ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1996 |
|
RU2104242C1 |
| СТЕНД ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИОННЫХ СВОЙСТВ ТРИКОТАЖНОГО ПОЛОТНА | 1993 |
|
RU2061239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВАННОГО ИГРАЛЬНОГО СУКНА | 1996 |
|
RU2131953C1 |
| РОТАЦИОННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 1993 |
|
RU2056903C1 |
| УСТРОЙСТВО ДЛЯ КООРДИНАЦИИ ПОЛОЖЕНИЯ ТЕКСТИЛЬНОГО ПОЛОТНА | 1995 |
|
RU2101221C1 |
| УСТРОЙСТВО ДЛЯ СКЛАДЫВАНИЯ ДВУХ ПОТОКОВ ТЕКСТИЛЬНЫХ ПОЛОТЕН В СТОПУ | 1995 |
|
RU2088509C1 |
Использование: изобретение относится к устройствам для обработки краев преимущественно технических полотен и может быть использовано для нанесения расплавов полимеров и полимерных композиций на края текстильных полотен и изделий, в частности, кромки тканых синтетических сеток бумагоделательных машин. Сущность изобретения: в устройстве для нанесения расплавов полимеров на края текстильных полотен узел подачи расплава выполнен в виде двух цилиндров с поршнями и связан с фильерной головкой при помощи разъемного соединения. Привод выполнен в виде кривошипно-шатунного механизма и связанного с ним при помощи зубчатой передачи зубчатого фрикциона. Кривошипно-шатунный механизм соединен со штоками поршней. Зубчатый фрикцион установлен с возможностью взаимодействия с полотном. Зубчатая передача имеет передаточное отношение, вычисляемое по формуле:  , где Nк - частота вращения кривошипа, I/c, Nф - частота вращения зубчатого фрикциона, I/c; Qп - требуемое количество расплава полимера на 1 м кромки, м3m; Dф - диаметр делительной окружности зубчатого фрикциона, м; Dц - диаметр цилиндров узла подачи расплава, м; Hп - ход поршней узла подачи расплава, м. 3 ил.
, где Nк - частота вращения кривошипа, I/c, Nф - частота вращения зубчатого фрикциона, I/c; Qп - требуемое количество расплава полимера на 1 м кромки, м3m; Dф - диаметр делительной окружности зубчатого фрикциона, м; Dц - диаметр цилиндров узла подачи расплава, м; Hп - ход поршней узла подачи расплава, м. 3 ил.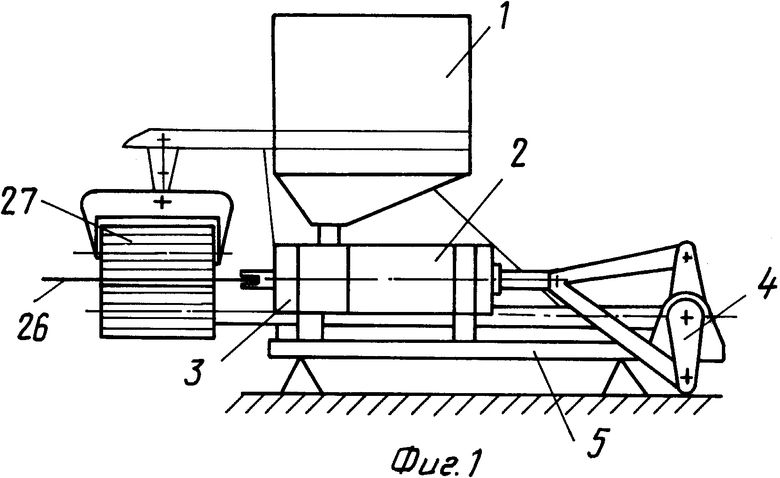
Устройство для нанесения расплавов полимеров на края текстильных полотен, содержащее узел плавления, узел подачи расплава, связанный с фильерной головкой и приводом, отличающееся тем, что узел подачи расплава выполнен в виде двух цилиндров с поршнями и связан с фильерной головкой при помощи разъемного соединения, а привод выполнен в виде соединенного со штоками поршней кривошипно-шатунного механизма и связанного с ним при помощи зубчатой передачи зубчатого фрикциона, установленного с возможностью взаимодействия с полотном, при этом зубчатая передача имеет передаточное отношение, вычисляемое по формуле
где Nк частота вращения кривошипа, с-1;
Nф частота вращения зубчатого фрикциона, с-1;
Qп требуемое количество расплава полимера на 1 м кромки, м3/м;
Dф диаметр делительной окружности зубчатого фрикциона, м;
Dц диаметр цилиндров узла подачи расплава, м;
Hп ход поршней узла подачи расплава, м.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4384021, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| EP, заявка, 0108887, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| GB, заявка, 2130125, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Матвеев В.С | |||
| и др | |||
| Получение и свойства растворов и расплавов полимеров | |||
| - М.: Химия, 1994, с.99. | |||
