Изобретение относится к области получения синтетических технических полотен, в частности сушильных тканых сеток, используемых в бумаго- и картоноделательных машинах, и может быть использовано для увеличения износостойкости и повышения механической устойчивости краев полотен в процессе эксплуатации.
Синтетические сушильные сетки эксплуатируются в течение длительных сроков в условиях высоких температур (до 170°С) и влажности, кислой среды (рН 4±0,5), а также больших динамических нагрузок.
Поэтому для изготовления сушильных сеток используют термо- и гидролизостойкие синтетические нити с гладкой поверхностью, у которых часто путем химической модификации увеличивают водо- и грязеотталкивание. Преимущественно используют нити из полиэтилентерефталата, а также полиамида, полифениленсульфида и полиэфирэфиркетона и композиций на их основе.
Кромки сеток в процессе эксплуатации подвергаются повышенным механическим нагрузкам по сравнению с основной частью сетки вследствие их контакта с неподвижными частями машины и сукноправками. Поэтому возникает задача укрепления кромок указанных сеток.
Упрочнение кромочной части сеток путем армирования этой области полимерным связующим является одним из современных направлений повышения срока службы сеток.
Известен способ упрочнения кромок формующих металлических сеток за счет введенных во время ткачества в краевую область полотна сетки полимерных нитей и присоединения к кромкам готовых сеток полимерных лент с последующим их сплавлением под действием подведенного тепла. В качестве полимера используются, в частности, полиэтилен, полиамид или поливинилхлорид (US 3523867, 1970).
Известен способ укрепления формующих синтетических сеток с помощью силиконовой пасты, вдавливаемой в структуру сетки роликами и затем отверждаемой УФ-излучением (US 5506033, 1996).
Известен способ укрепления формующих синтетических сеток путем вплавления полимера (полиэфир или полиамид) в виде нитей и клея в кромку формующей сетки в бумагоделательной машине (DE 3909534, 1990).
Известен способ укрепления кромок сеток для бумагоделательных машин с помощью полиуретана, наносимого распылением из пульверизатора на край сетки в виде прерывистой полосы и отверждаемого в присутствии влаги (DE 4041403, 1992).
Известен способ упрочнения кромок синтетических сеток, сотканных из полиэфирных и полиамидных нитей, выполняемый вслед за обрезанием и оплавлением края сетки при помощи нагревательного элемента (например, ножа или электропаяльника) и заключающийся в пропитывании кромки раствором полиуретанового полимера и последующем испарении растворителя (описанный в RU 2089695, 1997).
Наиболее близким к заявляемому способу является способ укрепления кромки технических полотен (RU 2089695, 1997), который заключается в обрезании кромок технических полотен и непрерывном нанесении расплава термопластичного полиуретана на основе сложного или простого полиэфира, 1,4-бутандиола и 4,4-дифенилметандиизоцианата, модифицированного фторированным олигоэфиром на основе метантрикарбоновой кислоты, причем расплав вводят в полотно сетки под давлением одновременно на верхнюю, нижнюю и боковую поверхности края полотна с формированием скругленной галтели из наносимого полимера.
Применение в промышленном масштабе способа укрепления кромки полотен в соответствии с прототипом увеличило срок эксплуатации сушильных синтетических сеток, однако в процессе работы сеток выявилось, что полиуретановый наплыв (галтель) удаляется с торца сетки по всей длине сетки значительно раньше, чем изнашивается связанный с ним другой структурный элемент кромки - нити, у которых межниточное пространство заполнено полиуретановым связующим. Это обусловлено, по-видимому, недостаточной прочностью связи между данными структурными элементами кромки и постепенным снижением эластичности полиуретанового наплыва вследствие гидролитического разрушения сложноэфирных и уретановых химических связей. Кроме того, при переработке полиуретана в результате случайного перегрева расплава, а также повторного плавления остаточных порций в применяемых устройствах (например, при перерывах в обработках сеток) существует опасность термодеструкции полиуретана, приводящая к потере прочности и выделению вредных газообразных продуктов.
Техническим результатом, на которое направлено заявляемое решение, является повышение механической и гидролитической устойчивости у эксплуатирующейся при температурах выше 100°С в атмосфере высокой влажности, подвергаемой боковым ударным и абразивным нагрузкам кромки тканой синтетической сетки за счет получения припая на краю сетки во время ее обрезания в соответствии с требуемой шириной и внесения одновременно с верхней и нижней стороны сетки в прилегающее к данному припаю межниточное пространство сетки расплава полипропилена с индексом текучести расплава 0,6-15, непрерывно подаваемого под давлением из экструдера, предпочтительно червячного типа. Припаем названа полоска на торце сетки из сплавленных во время обрезания сетки краевых основных нитей и концов уточных нитей, по толщине близкая к толщине сетки.
Поставленная задача достигается тем, что в способе получения кромки синтетического технического полотна, преимущественно сушильной сетки для бумагоделательной машины, заключающемся в термоусадке сетки, обрезании сетки в соответствии с требуемой шириной и внесением одновременно с верхней и нижней стороны сетки в краевое межниточное пространство сетки расплава полимера, непрерывно подаваемого из экструдера, обрезание сетки по ширине, сопровождающееся образованием на крае сетки припая, по толщине близкого к толщине сетки, производят режущим инструментом с температурой 450-650°С, в качестве полимера используют полипропилен с индексом текучести расплава 0,6-15 и полимер наносят на единицу длины полотна в количестве Q (г/м), определяемом формулой
 ,
,
где d - толщина сетки, м,
ρ - поверхностная плотность сетки, кг/м2,
l - ширина кромки, м,
k - общее число видов основных и уточных нитей, из которых соткана сетка,
ρi - плотность материала i-й нити, кг/м3,
αi - массовая доля i-й нити в сетке,
γ - объемная усадка расплава полипропилена, %,
ρп - плотность полипропилена, кг/м3,
в полимерное связующее на основе полипропилена возможно введение пигмента, скорость движения сетки относительно экструдера составляет 0,5-2,5 м/мин.
На чертеже показан разрез кромки сетки СПМ-4 после обработки полипропиленом вдоль направления нитей утка: 1 - нить основы, 2 - нить утка, 3 - полипропилен, 4 - припай.
Существенным признаком заявляемого способа является последовательность технологических приемов, изложенная в отличительной части формулы, а именно: термоусадка сетки, обрезание с одновременным образованием припая и заполнение межниточного пространства расплавом полипропиленового связующего, дающим усадку при переходе в твердое состояние, с получением сохраняющей толщину сетки, примыкающей к припаю сплошной армированной структуры из нитей сетки и полипропилена, из которой на поверхность сетки выступают нити основы (поз.1 на чертеже), и характеризующейся большей однородностью по сравнению с прототипом.
Известно, что термоусадку синтетической сетки применяют в целях снятия напряжений, приобретенных нитями во время их формирования и в процессе ткачества сетки, способных проявиться при высоких температурах эксплуатации. При заявляемом способе получения кромки предварительная термоусадка сетки предотвращает также неконтролируемую усадку нитей кромочной части сетки во время воздействия горячего расплава полимерного связующего.
Известно применение оплавления и проклеивания кромок полотен с целью предотвращения распускания тканых и трикотажных синтетических полотен, однако такие материалы не предназначены для эксплуатации в условиях повышенных механических нагрузок.
Как оказалось, заявляемый результат достигается при применении в качестве связующего полипропилена, у которого повышение температуры от комнатной до температур эксплуатации синтетических сушильных сеток способствует проявлению эластичности, повышая упругость кромки в целом. При образовании структуры из полипропилена и ткани малозначимой оказывается низкая адгезия полипропилена к материалу нитей сетки, поскольку прочность их связи обусловливается трехмерным взаимным проникновением, усиливаясь благодаря усадке полипропилена при остывании расплава.
Неразрывная совокупность заявляемых действий приводит к созданию на кромке синтетической сетки композиционного материала, характеризуемого высокой гидролизостойкостью и повышенной устойчивостью к ударам при температурах эксплуатации.
В предложенную формулу расчета количества расходуемого полимера включены хорошо известные изготовителю сетки параметры нитей, сетки, полимера и собственно кромки, тогда как параметры, используемые в формуле прототипа, нужно еще предварительно определять.
Остальные отличительные признаки, дающие заявляемый результат, авторами не обнаружены. Только заявляемая совокупность признаков обеспечивает достижение технического результата, указанного выше, что позволяет сделать вывод о существенности отличий.
Возможность использования данного решения поясняется на примерах.
Примеры укрепления кромки с помощью предлагаемого решения выполнены на синтетических сетках марок СК-1М и СПМ-4 (производства ООО «Институт технических сукон»). После ткачества сетки подвергали термоусадке в промышленных условиях посредством контакта с поверхностью вращающегося вала с температурой 190°С и одновременного нагнетания на сетку горячего воздуха с температурой 140°С, после остывания сетки производили ее обрезание режущим инструментом (ножом) с температурой 450-650°С в соответствии с требуемой шириной.
Характеристики использованных сеток приведены в таблице 1.

Использованные для получения образцов полимерные материалы указаны в таблице 2. Кромки обрабатывали полипропиленом марок Каплен 01003, Каплен 01030 и Каплен 01130 (ТУ 2211-015-00203521-99, производства ОАО «Московский НПЗ»). Для сравнения был взят полиуретан марок Витур ТМ-0433-85 и Витур ТМ-1413-85 (ТУ 6-55-221-1057-87, производства ООО НПФ «Витур») с добавкой 1% фторированного олигоэфира на основе метантрикарбоновой кислоты в соответствии с прототипом. Указанные промышленно выпускаемые полимеры содержат введенные производителем модифицирующие добавки, например термо- и светостабилизаторы, технологические смазки, а также остатки катализаторов, использованных при получении полимеров. К гранулам полипропилена (образец 2) перед загрузкой в экструдер был добавлен концентрат пигмента полиолефинового рубинового КПО-111/П (ТУ 2243-001-45516528-2000, ЗАО «Пластполихим») в количестве 3,0% (мас.).
Обработка полимером образцов 1-6 была выполнена на полосах сетки шириной 15 см, образец 7 получен полностью в промышленных условиях.

Расплавление полимерных гранул, их нагрев и подачу на кромку синтетической сетки у образцов 1-5 и 7 осуществляли с помощью червячного экструдера со шнеком диаметром 26 мм и длиной 505 мм, образец 6 изготавливали с помощью поршневого экструдера.
Скорость движения сетки во время обработки расплавом полимера составляла 0,5-2,5 м/мин.
Образцы кромки 1, 2, 4, 7 получали при полном введении кромки сетки в щель экструдера, также был установлен минимальный зазор в щели экструдера, большей толщины сетки на 0,2 мм. Охват полимером края сетки в образцах 3, 5, 6 достигали путем увеличения зазора щели и уменьшения глубины вхождения кромки сетки в щель.
Условия обработки сетки приведены в таблице 2.
Качество полученной кромки оценивали по следующим свойствам (приведены в таблице 3).
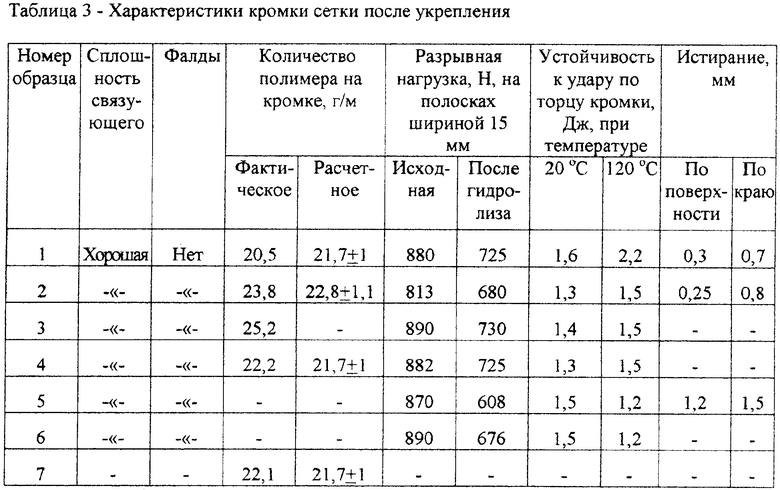
На разрезах всех полученных образцов кромки была обнаружена сплошность связующего (визуально, с помощью лупы с увеличением х6). Нежелательность пузырьков воздуха обусловлена тем, что при нагрузках на кромку они могут стать центрами разрушения. Конструкция червячного экструдера для расплавления и подачи полимера на полотно обеспечивает отсутствие пузырьков воздуха в расплаве и, соответственно, в связующем кромки. При использовании поршневого экструдера для выхода воздуха через зазор между цилиндром и поршнем требуется дополнительная выдержка расплава при высокой температуре.
Осмотр края сетки на всю длину показал у всех образцов отсутствие фалд (волнообразного изгиба края сетки, вызываемого неравномерностью нагрева нитей сетки).
В целях оценки влияния укрепления кромки сетки полимером на механические свойства и гидролизостойкость у образцов была определена разрывная нагрузка вдоль основы на образцах-полосках шириной 15 мм, вырубленных гильотиной из кромки вдоль направления основных нитей, до и после выдержки в атмосфере насыщенного водяного пара при температуре 132°С в течение 48 ч (условий, принятых для оценки гидролизостойкости синтетических нитей, используемых для изготовления сеток для бумаго- и картоноделательных машин).
Разрывная нагрузка у образцов кромок сетки СПМ-4, обработанных полипропиленом (образцы 1-4), оказалась выше, чем у кромок, обработанных полиуретаном (образцы 5 и 6). Кроме того, визуальное исследование образцов, обработанных полиуретаном, показало, что через 24 ч гидролиза полиуретан полностью деструктирует, тогда как кромка, обработанная полипропиленом (образцы 1-4), сохраняет свой внешний вид и в значительной степени - прочность после 48 ч испытаний.
В связи с тем, что основные механические разрушения кромки сетки во время эксплуатации обусловлены боковыми ударами, наносимыми с целью коррекции положения сетки на бумагоделательной машине, была произведена оценка устойчивости кромки сетки к боковым ударам по ее торцу. Имитацию ударов, перпендикулярных кромке, осуществляли с помощью маятникового копра. Устойчивость кромки к боковым ударам оценивали по максимальной энергии удара, который не вырывает из ткацкого переплетения основную нить, ближайшую к припаю, но несплавленную с ним. Подбор энергии удара выполняли на маятниковом копре с расстоянием между опорами 60 мм и ножом маятника с радиусом скругления 3 мм. Образцы обработанных кромок испытывали в комнатных условиях (20°С) после выдержки в этих условиях в течение 24 ч, а также выдержанных при 120°С в течение 20 мин и подвергнутых испытанию не позже, чем через 3 мин после прекращения термостатирования образца (в целях имитации условий эксплуатации). Испытания повторяли 20 раз. При этом оказалось, что у образцов 1-4, обработанных полипропиленом, устойчивость кромки к боковым ударам при 120°С увеличилась по сравнению с 20°С. В случае обработки полиуретаном (образцы 5 и 6) устойчивость кромки к боковым ударам при 120°С уменьшилась по сравнению с 20°С.
У образцов кромки оценивали износостойкость по глубине впадины, образованной вращающимся абразивным кругом относительно неповрежденной линии кромки. Во время испытания абразивный круг диаметром 8 см и толщиной 3 см делал 4000 оборотов со скоростью 100 об/мин, образец кромки прижимали к абразивному кругу с усилием 10 Н лицевой поверхностью сетки или краем (припаем). Поверхность у всех образцов, обработанных полипропиленом, характеризуется выходящими из полипропиленового связующего нитями основы (чертеж). Поэтому устойчивость к истиранию кромки находится на уровне истирания основного полотна.
Образцом 7 была сетка длиной 41,4 м, подвергнутая термоусадке, к которой был пришит разъемный спиральный соединительный замок. Сетку соединили на каландре, продев в соединительный замок тросик. К кромке сетки подвели экструдер и установили его таким образом, чтобы щель экструдеров находилась на уровне сетки, а зазор щели не препятствовал движению сетки. Температуру расплава пропилена на выходе из экструдера поддерживали равной 190°С. Скорость движения сетки относительно экструдера выдерживали равной 2 м/мин. Полипропилен равномерно распределился на всей длине кромки на ширину 2 см. По всей длине сетки фалд не было. Срок эксплуатации данной сетки составил 15 месяцев, тогда как на данной бумагоделательной машине средний срок эксплуатации сушильных сеток с кромками, обработанными в соответствии с технологией прототипа, составлял 12 месяцев.
Для образцов 1, 2, 4 и 7 имеется совпадение фактического и расчетного количества внесенного полипропилена. При расчете количества внесенного полипропилена по предлагаемой формуле принимали, что объемная усадка полипропилена изменяется от 1 до 10%, а плотность полипропилена 925 кг/м3.
Известным дополнительным преимуществом полипропилена по сравнению с полиуретаном является более высокая термостойкость полипропилена (300°С против 210-220°С).
Таким образом, получение кромки, работоспособной в условиях повышенных температур и влажности, обеспечивает вся совокупность признаков предлагаемого решения.

Изобретение относится к способу получения кромок синтетических технических полотен, в частности сушильных сеток бумаго- и картоноделательных машин. Кромка полотна состоит из примыкающей к припаю армированной структуры из нитей сетки и полипропиленового связующего. Осуществляют термоусадку сетки, обрезание ее по ширине режущим инструментом с температурой 450-650°С с образованием припая и внесение с верхней и нижней сторон сетки расплава полимерного связующего. Расплав поступает под давлением из экструдера. В качестве полимерного связующего используют полипропилен с индексом текучести расплава 0,6-15. Количество наносимого на единицу длины полотна полимера определяют в зависимости от толщины сетки, поверхностной плотности, ширины кромки, общего числа видов основных и уточных нитей, из которых соткана сетка, плотности материала нити, массовой доли нити в сетке, объемной усадки расплава и плотности полипропилена. Кромка, полученная данным способом, обладает увеличенной механической и гидролитической устойчивостью при температурах выше 100°С в атмосфере высокой влажности, а также сопротивлением к боковым ударным и абразивным нагрузкам. 2 з.п. ф-лы, 1 ил., 3 табл.
1. Способ получения кромки синтетических технических полотен, преимущественно сушильных сеток для бумагоделательных машин, заключающийся в термоусадке сетки, обрезании сетки по ширине и внесении одновременно с верхней и нижней стороны сетки расплава полимерного связующего, поступающего под давлением из экструдера, отличающийся тем, что обрезание сетки по ширине производят режущим инструментом с температурой 450-650°С с образованием припая, в качестве полимерного связующего используют полипропилен с индексом текучести расплава 0,6-15, причем полимер наносят на единицу длины полотна в количестве Q (г/м), определяемом формулой

где d - толщина сетки, м;
ρ - поверхностная плотность сетки, кг/м2;
l - ширина кромки, м;
k - общее число видов основных и уточных нитей, из которых соткана сетка,
ρi - плотность материала i-й нити, кг/м3,
αi - массовая доля i-й нити в сетке,
γ - объемная усадка расплава полипропилена, %,
ρп - плотность полипропилена, кг/м3.
2. Способ по п.1, отличающийся тем, что в полимерное связующее на основе полипропилена вводят пигмент.
3. Способ по п.1, отличающийся тем, что скорость движения сетки относительно экструдера составляет 0,5-2,5 м/мин.
| СПОСОБ ПОЛУЧЕНИЯ ФИКСИРУЮЩЕЙ КРОМКИ ТЕХНИЧЕСКИХ ПОЛОТЕН | 1995 |
|
RU2089695C1 |
| RU 94036429, 10.07.1996 | |||
| ЦИКЛОН | 2006 |
|
RU2324543C1 |
| Устройство для контактной печати | 1973 |
|
SU493756A1 |
| EP 1845190 A2, 17.10.2007. | |||

