Изобретение относится к художественной обработке металлов чеканкой и термической обработке пластмасс, в частности к нанесению рисунков на плоские металлические поверхности (например, ручки столовых приборов), поверхности изделий из пластмасс с рельефным рисунком.
Известно рельефное гравирование, включающее изготовление пуансона и матрицу из стали, которые подвергают нормализации и шлифовке рабочей поверхности. Затем покрывают медным купоросом, наносят необходимый рисунок и размечают контур будущей детали. Потом металл удаляют при помощи зубильцев и штахелей. Проверка правильности изготовления рисунка осуществляется неоднократно гравером на воск. После изготовления матрицы и пуансона рисунок полируется, затем термообрабатывается и вторично полируется (Улановский О.О. Ручное и машинное графирование. Л. Машиностроение, 1990, с. 33-43).
Недостатком известного способа граверных работ является большой срок изготовления матриц и пуансонов, выкрашивание металла, соскакивание штахеля при ударе и коробления изготовленного рисунка в готовой детали при термообработке, как правило, на предпоследней стадии. Это делает изготовление рабочего инструмента трудоемким и низкопроизводительным. Таким образом, из-за этого невозможно часто изменять рисунок на изделиях, что снижает их конкурентноспособность.
Также известен способ изготовления рабочего инструмента для нанесения рисунков на металлические поверхности путем электрохимической обработки. Заготовка рисунка выполняется ручным способом (описанным выше), т.е. сначала негатив, а затем позитив изготавливаются гравером с применением зубильцев и штахилей путем удаления металла с поверхности. Проверка правильности выполнения рисунка проверяется гравером многократно на воск. Затем рабочая поверхность полируется, калится и вновь окончательно полируется (Орлок В.Ф. Чугунов Б.И. Электрохимическое формообразование. М. Машиностроение, 1990, с. 64).
Недостатком данного способа является низкая производительность, большая трудоемкость и невозможность частой замены рисунка, т.е. его обновления.
Цель изобретения сокращение срока изготовления рабочего инструмента для нанесения рисунков на металлических поверхностях, снижение затрат и упрощение техпроцесса изготовления матриц и пуансонов (полуформ).
Указанная цель достигается тем, что в предложенном способе изготовления инструмента для художественной обработки изделий, включающем нанесение рисунка на рабочую поверхность оснастки, кальку с последующей полировкой, отличающийся тем, что рисунок наносится отдельно на тонкую основу из мягкого металла с последующим ее закреплением на жестком шаблоне, а сам инструмент получается в два этапа электрохимической обработкой одним инструментом в два этапа, на первом получается негатив, а на втором позитив рисунка, при этом основа выполнена медной и крепится на шаблоне, например, пайкой, а рисунок на ней выполняется чеканкой или выдавливанием, например, твердым острым карандашом.
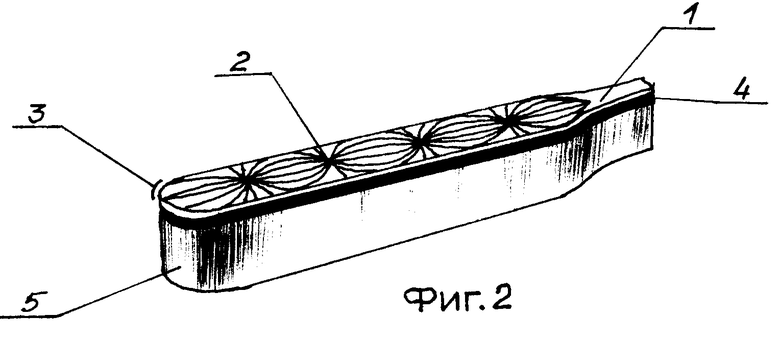
На фиг. 1 дана основа, на которой наносится требуемый рисунок; на фиг. 2 шаблон с закрепленной основой, по которому изготавливаются пуансон и матрица.
Как показано на фиг. 1, на тонкой металлической основе из мягкого материала 1, наносится необходимый рисунок 2 и выполняется профиль контура детали 3. После этого основу 1 посредством пайки 4 закрепляют на шаблоне 5. Затем шаблон 5 в собранном виде закрепляют в станке и методом электрохимической обработки (ЭХО) изготавливают сначала негатив, а затем позитив, последний из которых используется в изготовлении пуансона и матрицы. После изготовления одного комплекта позитив используется для многократного повторения этого же рисунка на других матрицах и пуансонах без повторения изготовления шаблона.
Пример. Для изготовления рабочего инструмента для художественной обработки изделий по предлагаемому способу, например на ручках вилок, ложек, ножей и т.д. проводятся следующие операции. Сначала берут тонкую заготовку из мягкой металлической ленты, например медную фольгу толщиной Б=0,12oC0,18 мм и на ней чеканкой выполняют рисунок, который требуется нанести на изделие. Для этого берется твердый острый карандаш и с небольшим усилием воспроизводятся позитив рисунка и контур ручки изделия. Затем основу с рисунком закрепляют (например, пайкой) на твердом шаблоне, который устанавливается на станок, и с него с помощью ЭХО рисунок переносят на полуформу и получается негатив изделия (т.е. рисунок, который наносится на матрице). Затем полученный негатив закрепляют на станке и получают позитив, т.е. рисунок для пуансона, как негатив, так и позитив выполняются на медных шаблонах, которые используются в ЭХО для изготовления матриц и пуансонов при многократном тиражировании на предварительно закаленных заготовках пуансонов и матриц.
При изготовлении предлагаемым способом рабочего инструмента для нанесения художественных рисунков на изделия не требуется значительных затрат и резко сокращается время на изготовление. Для изготовления матрицы (пуансона) по предлагаемому способу требуется 5-7 дней, а по существующему варианту времени на изготовление того же объема работ требуется 2-5 мес в зависимости от сложности рисунка и квалификации чеканщика. При предлагаемом способе квалификация изготовителя не влияет на изготовление оснастки, ему только необходимо уметь выполнить рисунок на фольге.
Использование изобретения позволит упростить технологию изготовления рабочего инструмента для нанесения художественных и других обозначений на плоские металлические изделия, сократить срок изготовления матриц и пуансонов и открывает возможность быстро и часто изменять наносимые художественные оформления без переналадки технологического цикла, а также резкого снижения затрат на изготовление рабочего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ДЛЯ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ И ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФОРМ ШТАМПОВ | 1995 |
|
RU2103181C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 2002 |
|
RU2243904C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2121531C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113546C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТОЙКОГО ПОКРЫТИЯ НА МЕДНОЙ ЛЕНТЕ | 1996 |
|
RU2128249C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113545C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДИ | 1995 |
|
RU2089671C1 |
| КАТОД | 1995 |
|
RU2103417C1 |
| МНОГОРЯДНЫЕ НОЖНИЦЫ | 1995 |
|
RU2104129C1 |
| КАТОД ДЛЯ ЭЛЕКТРОЛИЗА МЕДИ ПО БЕЗОСНОВНОЙ ТЕХНОЛОГИИ | 1995 |
|
RU2094533C1 |
Изобретение относится к способу изготовления рабочего инструмента для художественной обработки изделий. Сущность способа заключается в том, что рисунок наносится отдельно на тонкую основу из мягкого металла с последующим ее закреплением на жестком шаблоне. 4 з.п. ф-лы, 2 ил.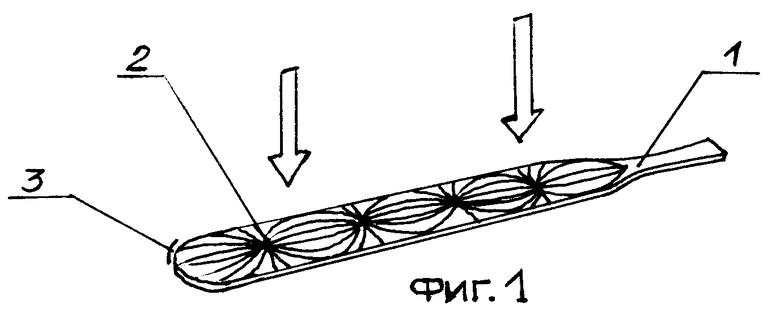
| Орлок В.Ф., Чугунов Б.И | |||
| Электрохимическое формообразование | |||
| - М.: Машиностроение, 1990, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |

