Предлагаемое техническое решение относится к области обработки металлов, в частности, для нанесения рисунков и художественной обработки изделий методом электрохимической обработки, например для нанесения рисунков на плоские металлические изделия типа столовых приборов, или изготовления на поверхности пластмассовых изделий рельефных рисунков.
Известно устройство изготовления рабочего инструмента для нанесения рисунков на металлические поверхности путем электрохимической обработки. Заготовка рисунка выполняется ручным способом, вначале наносится зубилом негатив, а затем позитив. Проверка правильности выполнения рисунка многократно проверяется гравером на воск. Затем полученная поверхность полируется, калится и вновь полируется (см. книгу Орлов В.Ф., Чугунов Б.И. Электрохимическое формообразование., М., “Машиностроение”, 1990 г., стр. 64).
Недостатком описанного устройства является низкая производительность, большая трудоемкость и невозможность частого обновления рисунка на изделиях.
Также известно устройство для нанесения рисунка на металлические изделия, содержащее электрический станок с двумя параллельными между собой электродами, на верхнем из которых закрепляется методом пайки тонкая основа из мягкого материала с позитивом рисунка, а на нижнем электроде закреплено изделие, на котором воспроизводится негатив рисунка тонкой основы верхнего электрода и магистраль для подвода жидкости для охлаждения электродов и выноса продуктов разрушения из зазора между электродами. Магистраль под жидкость выполнена в верхнем электроде в виде нескольких отверстий, а направление подачи жидкости осуществляется перпендикулярно обрабатываемой поверхности на нижнем электроде. (см. патент РФ № 2101192 по кл. В 44 В 5/00, 1995).
Недостатком этого устройства является то, что все отверстия копируются на поверхности изделия и требуется ручная доводка по их удалению после электрохимической обработки. Кроме того, подача струи жидкости на обрабатываемую поверхность в упор создает гидравлический удар и ухудшает удаление продуктов разрушения. Все указанные недостатки ухудшают качество рисунка на детали и снижают производительность при изготовлении штампов для нанесения рисунков на изделия при массовом их изготовлении.
Технической задачей предлагаемого решения является устранение указанных недостатков, повышение качества рисунка и исключение ручной доработки изделия после электрохимической его обработки.
Указанная техническая задача достигается тем, что в предлагаемом устройстве для обработки изделий, содержащем верхний электрод с закрепленной на нем тонкой фольгой с рисунком на поверхности, нижний электрод, установленный с зазором к верхнему электроду, магистраль выполнена отдельно от электродов и с отверстием и установлена сбоку к зазору между ними, а продольная ось отверстия магистрали расположена перпендикулярно зазору.
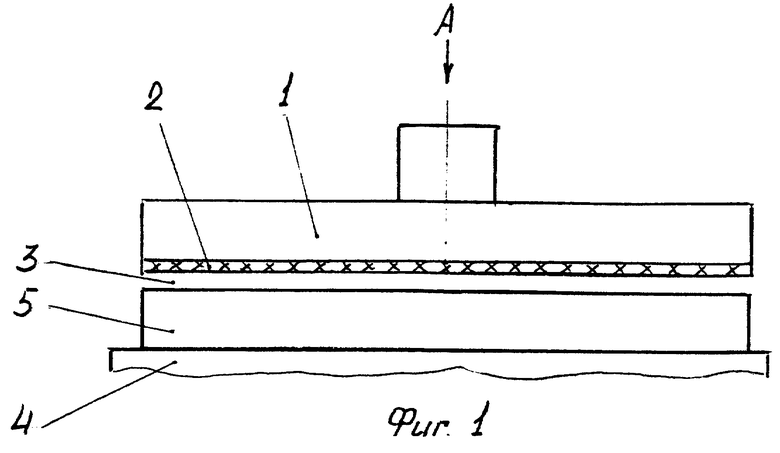
На фиг.1 изображен общий вид предлагаемого устройства, вид сбоку.
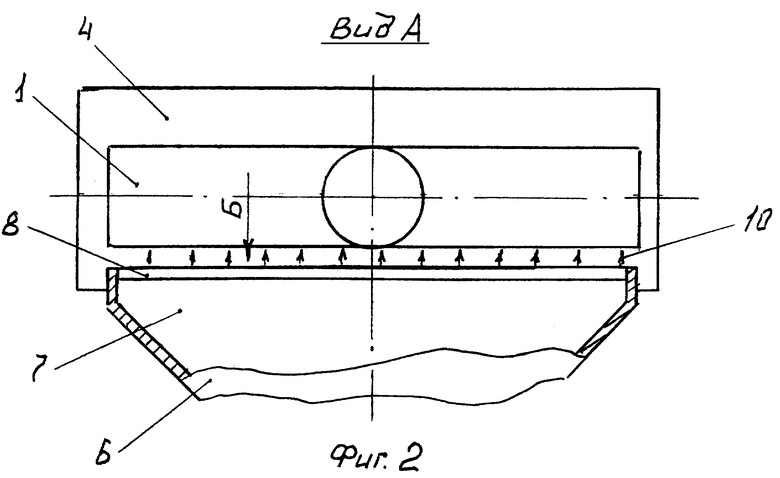
На фиг.2 - вид А фиг.1.
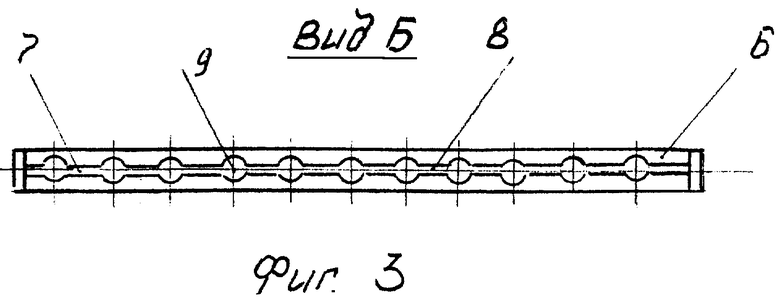
На фиг.3 - вид Б фиг.2.
Как показано на чертежах, предлагаемое устройство содержит верхний электрод 1, с нижней стороны на котором жестко закреплена пластина 2 с рисунком. Параллельно электроду 1 с равномерным зазором 3 установлен нижний электрод 4, на котором жестко закреплена деталь 5. Сбоку по отношению к зазору между электродами 1 и 4 установлена форсунка 6 с отверстием для подачи жидкости, соединенная с магистралью 7. В форсунке выполнена щель 8 и может быть выполнено одно или несколько уширений 9, через которые подается жидкость в виде сплошной струи 10.
Работа предлагаемого устройства осуществляется следующим образом. После закрепления на электродах 1 и 4 пластины 2 и детали 5 последние закрепляются на электроэрозионном станке. На электроды 1 и 4 подается напряжение и под действием искрового разряда на деталь 5 переносится рисунок с пластины 2. Одновременно в магистраль 7 под давлением подается жидкость, которая через щель 8 и уширения 9 подается в зазор 3, захватывает продукты разрушения и охлаждает электроды 1, 4. Процесс происходит до полного переноса рисунка. После переноса рисунка с электродов 1 и 4 прекращается подача жидкости. Снимается деталь 5 с электрода 4 и на ее место устанавливается новая деталь и процесс повторяется. Если на другой детали необходим новый рисунок, то с электрода 1 также снимается пластина 2 и на ее место устанавливается новая и процесс повторяется.
Выполнение форсунки отдельно от электродов и установка ее сбоку по отношению к зоне обработки изделия позволяет производить подачу жидкости по касательной к обрабатываемой поверхности и улучшить удаление продуктов разрушения в процессе работы. Кроме того, не надо в пластине выполнять отверстия для подачи жидкости, что повышает качество рисунка, т.к. выход отверстий, в виде углублений, не переносится на поверхность изделия.
Использование предлагаемого технического решения позволит повысить качество обработки поверхности и улучшить процесс охлаждения электродов и удаления продуктов разрушения из зоны обработки по сравнению с известными конструкциями аналогичного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2101192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ДЛЯ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ И ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФОРМ ШТАМПОВ | 1995 |
|
RU2103181C1 |
| Форсунка | 1981 |
|
SU1049114A1 |
| Установка для электрохимической активации воды | 2018 |
|
RU2681039C1 |
| Устройство для нанесения пены на движущийся материал и способ его изготовления | 1991 |
|
SU1802009A1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕМБРАНОЙ, АРМИРОВАННОЙ ВОЛОКНОМ | 1996 |
|
RU2146406C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| ГАЗОВОЗДУШНАЯ ГОРЕЛКА СО СВЕРХЗВУКОВОЙ СТРУЕЙ | 1992 |
|
RU2069815C1 |
| AF снемIсаL тRетмеNт oF aR | 1982 |
|
SU1027292A1 |
| АКУСТИЧЕСКАЯ РАСПЫЛИТЕЛЬНАЯ СУШИЛКА | 2007 |
|
RU2337289C1 |
Устройство для обработки изделий для повышения качества рисунка содержит магистраль для подачи жидкости, выполненную отдельно от электродов и установленную сбоку. 3 з.п. ф-лы, 3 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2101192C1 |
| СПОСОБ ОЦЕНКИ УРОВНЯ ИОНОВ МЕТАЛЛОВ В СЕРДЦЕ И СОСУДИСТОЙ СТЕНКЕ У КРЫС | 1994 |
|
RU2082975C1 |
| US 3650909 А, 21.03.1972 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ ХЛОРИДА АЛЮМИНИЯ | 2015 |
|
RU2705063C2 |

