Изобретение относится к технике строительства и может быть использовано при торкретном бетонировании, оштукатуривании и других технологических операциях.
Известно, что используемые в настоящее время средства механизации для безопалубочного бетонирования предусматривают перемещение материального шланга для нанесения покрытия на контур выработки вручную. При этом расстояние между торцом выходного насадка, называемого соплом, и бетонируемой поверхностью, угол наклона струи бетонной смеси, скорость ее движения и др. постоянно меняются, что приводит к значительным потерям материала из-за откоса от поверхности, а также к снижению прочностных характеристик получаемого покрытия.
Известные рекомендации по управлению движением насадка предписывают наносить смесь на поверхность выработки слоями толщиной 1-3 см путем кругообразных или крестообразных перемещений сопла на площади 0,5-1 м, затем переходить к следующим участкам контура и с течением времени возвращается к предыдущим [1, 2] Наилучшие показатели по прочности покрытия и потерям материала получают, когда выдерживают постоянным и равным 1,0 1,5 м расстояние от поверхности до сопла, причем последнее приводится в колебательное движение относительно положения, перпендикулярного поверхности. Очевидно, что выдерживать подобные рекомендации в процессе набрызга вручную, особенно в условиях неровных поверхностей, практически невозможно и единственный путь решения проблемы полная механизация и автоматизация процесса торкретирования на базе роботов-манипуляторов.
Известные способы и робототехнические устройства для покрытия поверхностей основаны на применении роботов, на рукоятки которых укрепляют сопло, движением которого управляют с помощью кодирующих и запоминающих устройств, при этом контролируют зазор между соплом и обрабатываемой поверхностью посредством специального датчика и корректируют положение сопла по командам блока управления [3]
Рассматривая механизм пантографа как линейный усилитель перемещений, достигают значительного упрощения системы управления позиционированием звеньев и уменьшения процессорного времени на расчет необходимых перемещений.
Наиболее близкими по технической сущности и достигаемым результатам к изобретению являются роботизированная установка для набрызга бетонной смеси [3] и способ управления движением сопла, когда ему сообщают колебательные движения с целью получения наилучшего качества бетонного покрытия [2] Промышленный робот в известной установке [3] состоит из пяти основных частей: системы управления, измерительной и позиционной системы, телевизионной системы и гидросистемы. Телевизионная система позволяет получить данные о размерах и контурах окружающих предметов, а также об ориентации сопла. Эти данные обрабатывает система управления робота, включающая ЭВМ, связанную с роботом посредством радиоканала.
Вначале пользователь вводит в ЭВМ данные о размерах сечения туннеля и стандартные режимы набрызг-бетонирования, т.е. режимы, соответствующие нормальной поверхности породы. Оператор "обучает" робота нахождению местонахождения контрольных точек сечения тоннеля, на основе которых определяется позиция сопла. Когда эта операция заканчивается, робот вычисляет угол наклона сопла, траекторию его движения, скорость набрызга и т.д. Затем согласно управляющей программе робот перемещается к точке начала работы и включает операцию набрызга. Во время работы робот может переключаться на режимы, вводимые ручным способом.
Применение такого промышленного робота для подземного набрызг-бетонирования обеспечивает повышение безопасности труда, улучшение качества бетонного покрытия и снижение производственных затрат.
Недостатком данной роботизированной установки и использованного в ней способа управления движением сопла посредством "обучения" робота по нормальной поверхности и последующей коррекции стандартных режимов движений в случае дефектов на реальной "ненормальной" поверхности, являются чрезмерные затраты процессорного времени на вычисление координат звеньев робота, позиционирующего в угловых координатах, а также больших потерь времени на "обучение" робота стандартным режимам в такой мере, что эти потери времени не позволяют реализовать техническую производительность установки. Для снижения времени вычислений ЭВМ операции умножения, деления и расчета синусов были реализованы аппаратно, т.е. выведены из циклов расчета на ЭВМ, что в целом свидетельствует о неоправданной сложности всего процесса управления движением сопла [4] Различные формы колебательных движений, представленные в [4] позволяют уменьшить потери материала и достигнуть высокой прочности покрытия, однако не предусматривают каких-либо изменений колебательного движения в случае неровностей или других нарушений поверхности, что не позволяет получить требуемое качество покрытия.
Изобретение направлено на упрощение системы управления движением сопла, уменьшение затрат процессорного времени и необходимого объема памяти при позиционировании звеньев манипулятора, несущего сопло, а также улучшение качества торкрет-бетонного покрытия и повышение производительности работ.
Это достигается тем, что из процесса управления движением сопла вдоль поверхности исключаются операции его позиционирования на оптимальном расстоянии от поверхности и его установки с требуемым углом наклона по отношению к этой поверхности. Для этого сопло установлено на параллелограммый механизм, который одним звеном укреплен на стреле манипулятора, а другим опирается посредством ролика на слой бетона, уже нанесенного на сектор поверхности заданных размеров. Стреле манипулятора, оснащенной тактильным датчиком, сообщают в процессе ее движения вдоль поверхности возвратно-поступательные зигзагообразные движения, в процессе которых осуществляется "прощупывание" рельефа поверхности перед набрызгом на участке очередного сектора заданных размеров. Благодаря механическому пантографу, примененному в качестве несущего элемента стрелы, результаты "прощупывания" простым линейным преобразованием пересчитываются в системе управления в координаты точек рельефа на секторе поверхности, что позволяет определить необходимую толщину набрызга на этом секторе за минимальное время, так как эти координаты и координаты приводов механизма пантографа определяются в одной и той же прямоугольной системе координат. Таким образом процесс управления движением сопла сводится к управлению его колебательным движением, необходимым для улучшения качества бетонного покрытия. Разбив контур поверхности на секторы определенных размеров, на каждом из этих секторов выполняют цикл колебательного движения так, что скорость первой его фазы задают исходя из средней необходимой толщины набрызга, а затем осуществляют замер неровности рельефа поверхности по сравнению с программным контуром "ровной" поверхности. Скорость второй фазы колебания в каждом цикле устанавливают по результатам сравнения так, что за время полного цикла толщина набрызга на секторе поверхности корректируется в соответствии с неровностью рельефа.
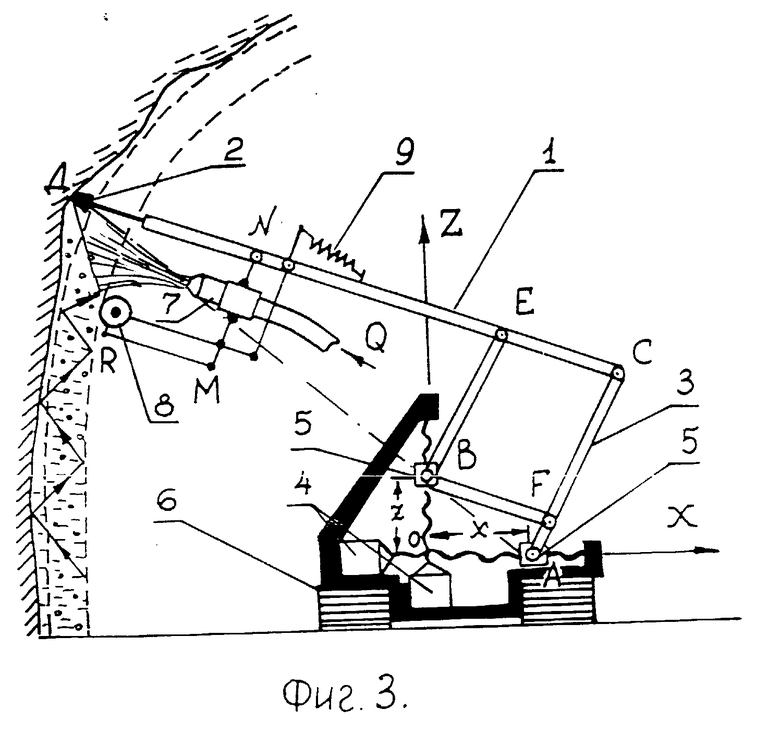
На фиг. 1 представлены фазы колебательного движения сопла при набрызге по двум последовательным секторам поверхности; на фиг. 2 фрагмент с набрызгом на сектор, имеющий неровность в виде углубления; на фиг. 3 общий вид робота с манипулятором, имеющим механизм пантографа и стрелу с тактильным датчиком, несущую сопло на параллелограммном механизме; на фиг. 4 функциональная схема системы управления движением сопла в плоскости, перпендикулярной поверхности набрызга.
На фиг. 1 представлены этапы нанесения бетона на поверхность, часть контура которой в поперечном сечении обозначена P. Как видно из фиг. 1, поверхность разделена на секторы I, II и т.д. равной длины, причем координаты точек 1, 2, 3, и 1', 2', 3', заданы и определяют линии программных контуров поверхности до и после набрызга при средней толщине набрызг-бетона H.
Величина H определяет скорость подъема стрелы манипулятора M в зависимости от подачи бетона по соплу так, что
где II длина сектора программного контура поверхности P.
Для того, чтобы сообщить соплу С колебательные маятниковые движения, стрелу манипулятора M перемещают в процессе подъема последовательно по точкам 1'-2-3' и т.д. программных контуров.
Сопло, укрепленное на одном из звеньев параллельного механизма П, связанного шарнирно со стрелой M, совершает при этом колебательное движение, фазы которого представлены на фиг. 1 а, б, в, г.
Так, после перемещения стрелы манипулятора по точкам 1'-2 (фиг. 1а), сопло совершало первую фазу колебания, а тактильный датчик, укрепленный на конце стрелы манипулятора, произвел измерение рельефа в точке 2. Так как в точке 2 программный контур совпадает с поверхностью P, вторая фаза колебательного движения сопла, по завершению которой сопло займет положение, показанное на фиг. 1б, будет совершаться с прежней скоростью подъема стрелы w.
Стрела переместится по точкам 2-3', а толщина набрызга-бетона по сектору 1 будет одинаковой, так как контур реальной поверхности P и программный контур совпали в точке 2.
Таким образом, первый цикл набрызг-бетона, в процессе которого осуществляется покрытие сектора 1, завершается при положении сопла, показанном на фиг. 1б, а новый цикл колебательного движения начинается из точки 3' со скоростью w подъема стрелы при ее движении к точке 4.
Предложим, что в секторе II на поверхности P имеется углубление. Тогда первая фаза колебания сопла продолжится до момента замера рельефа, когда тактильный датчик, пройдя точку 4 программного контура, коснется поверхности в точке 4*. В этом случае необходимо установить новое значение скорости подъема стрелы ω* < ω, так, чтобы за время второй фазы колебательного движения сопла на поверхность сектора II было выброшено дополнительное количество бетона, пропорциональное величине углубления на поверхности. По завершению второй фазы колебания сопло займет положение, показанное на фиг. 1г, когда стрела манипулятора находится в точке 5'.
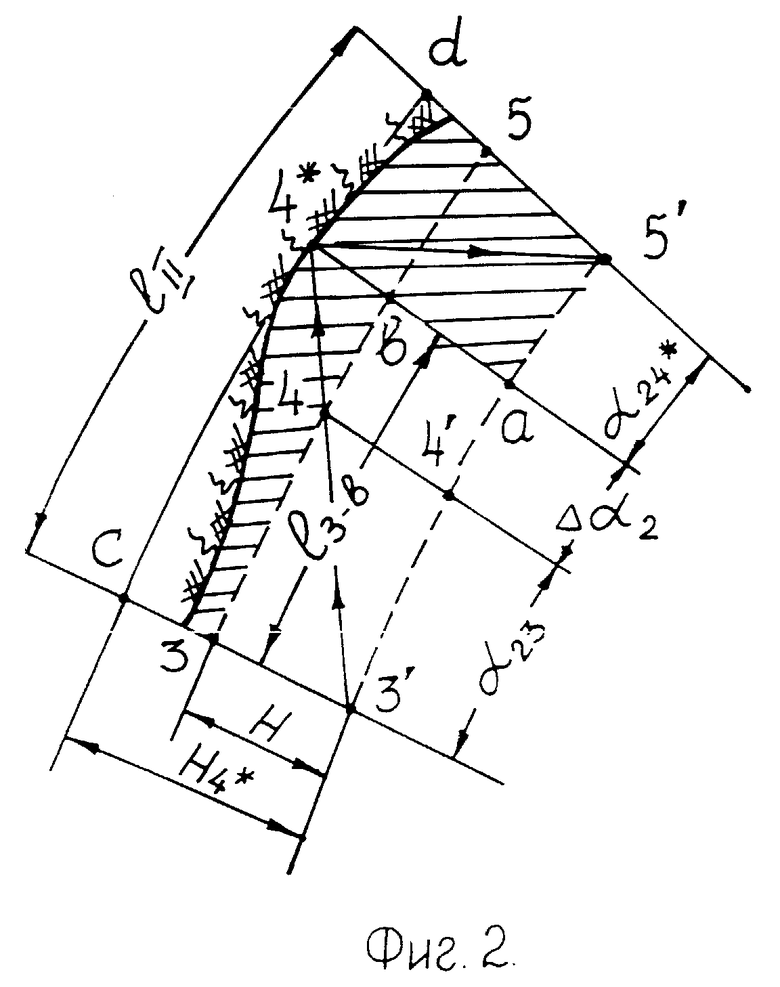
Для определения нового значения скорости подъема w* стрелы манипулятора во второй фазе колебательного процесса при набрызге в секторе II на фиг. 2 рассмотрен фрагмент траектории движения стрелы манипулятора в секторе II. За время движения по линии 3'-4* из сопла будет выброшено бетонной смеси, площадь поперечного сечения которого численно равна площади фигуры 3-3'-a-b, которую можно определить как произведение H на длину дуги контура I3-b, то есть H•I3-b. При этом первая фаза колебания сопла удлиняется на Da. Следовательно, за оставшуюся часть цикла, другими словами за время второй фазы колебания сопла, необходимо дополнительно выбросить бетонной смеси, количество которой соответствует заштрихованной площади на фиг. 2.
С некоторым приближением эта площадь может быть определена как разность площадей c-d-5'-3' и a-b-3-3', которые соответственно определяются как произведение H4* •III и H•I3-b. Тогда при условии неизменного Q справедливы соотношения
откуда
В формуле (2) величины H, III известны, они для любого цикла определяются через координаты точек 1, 2, 3. и 1', 2', 3', контуров торкретирования до и после набрызга.
Эти координаты программируются для заданного профиля поверхности в блоке памяти системы управления робота для набрызг-бетона, общий вид которого представлен на фиг. 3. Такой робот являются устройством для реализации предлагаемого способа и предназначен для управления движением сопла и контроля рельефа поверхности в соответствии с основными положениями способа.
Стрела манипулятора 1 робота оснащена тактильным датчиком 2, с помощью которого осуществляется контроль рельефа поверхности в точках программного контура до набрызга. Стрела с тактильным датчиком посредством механизма пантографа 3 и двигателей привода 4 с механической передачей типа винт-гайка 5 совершает движение, при котором тактильный датчик перемещается по зигзагообразной траектории вдоль поверхности и периодически ее касается в окрестностях программных точек заданного контура. При этом в системе управления производится измерение координат точек касания и формируется сигнал скорости перемещения стрелы вдоль поверхности.
Для того, чтобы механизм манипулятора представлял собой пантограф, необходимо, чтобы четырехугольник BECF являлся параллелограмом, а точки A, B и D лежали на одной прямой. Тогда коэффициент k1, представляющий отношение соответственных сторон подобных треугольников ABF и ADC, является коэффициентом усиления пантографа и справедливы следующие соотношения: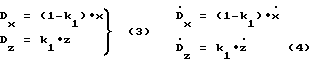
Из соотношений (3) и (4) очевидно отсутствие взаимовлияния между перемещениями по координатам X и Z механизмов привода, что свидетельствует о значительном упрощении системы управления плоским позиционированием стрелы пантографа по сравнению с манипулятором, работающим в угловых системах координат.
Сопло 7 укреплено на звене NM параллелограммного механизма и шарнирно связано со стрелкой манипулятора так, что звено MR этого механизма, оснащенное роликом 8, прижимается пружиной 9 постоянно к поверхности после набрызга и удерживает сопло на постоянном расстоянии от поверхности набрызга. При движении стрелы манипулятора по зигзагообразной траектории звено NM, а следовательно и сопло 7 будет совершать циклические колебательные движения, скорость которых зависит от скорости изменения и на приводах робота.
На фиг. 3 робот, оснащенный механизмом передвижения 6, например гусеничным, устанавливается в центр прямоугольной системы координат XOZ, в которой X и Z координаты положений приводов манипулятора;  их скорости, а уравнения (3) и (4) определяют соответственно координаты и скорости точки стрелы пантографа, в которой установлен тактильный датчик.
их скорости, а уравнения (3) и (4) определяют соответственно координаты и скорости точки стрелы пантографа, в которой установлен тактильный датчик.
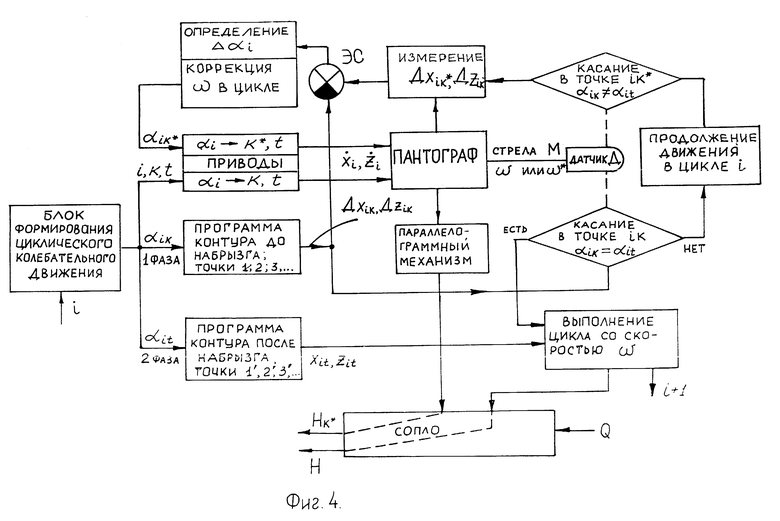
В качестве примера использования способа в системе управления движением сопла, установленного на манипулятор робота, на фиг. 4 приведена функциональная схема системы управления движением сопла в плоскости, перпендикулярной поверхности торкретирования. В указанной плоскости задано положение прямоугольной системы координат ZOK, координаты приводов X и Z, а также их скорости  .
.
Для упрощения описания функционирования системы управления заданные в программе контуры поверхности до и после набрызга предполагаются "гладкие", без резких изменений радиуса кривизны поверхности, а толщина набрызга задается постоянной для всех циклов обработки поверхности.
Для таких условий можно полагать, что в каждом i-м цикле длина дуги i-го сектора Ii программируется постоянной, тогда первая и вторая фазы колебаний сопла программируются равными. Индекс первой фазы k всегда нечетный номер точки программного контура до набрызга, а индекс второй фазы t всегда четный номер программного контура после набрызга. Например, для первого цикла первая фаза α11 равна второй фазе α12, то есть α11 = α12.
Для второго цикла из-за дефекта рельефа α23 ≠ α24*, на фиг. 2 показана разница этих фаз Δα2 = α23-α24*, здесь I=2 номер цикла, k=3 номер программной точки для отсчета первой фазы колебаний, t=4 номер программной точки для отсчета второй фазы колебаний сопла.
В соответствии с величиной разницы фаз Δα1 = Δα2 на функциональной схеме (фиг. 4) выполняется коррекции в цикле по формуле (2) и определение длительности второй фазы αik* = α24*, в течение которой приводы механизма пантографа будут перемещать стрелу манипулятора со скоростью ω*. Это перемещение завершится в точке t=5' с набрызгом на поверхность сектора i=2 бетона толщиной Hk* H4*.
В следующем цикле в блоке формирования циклического колебательного движения индексам i, k, и t будут приданы новые значения, блоки программ контуров до и после набрызга сформируют на своих выходах значения координат точек, по которым приводы начнут перемещение стрелы манипулятора со скоростью w. На элементе сравнения ЭС осуществляется сравнение программных координат Dxik, Dzik и измеренных Dxik*, Dzik* в том случае, если в момент касания датчиком Д поверхности фаза aik не равна фазе αit. В этом случае на период второй фазы скорость ω будет скорректирована. Если в момент касания датчиком Д поверхности aik = αit, то на весь i-й сектор будет нанесен слой бетона одинаковой толщины H.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для нанесения набрызг-бетона | 1986 |
|
SU1375823A1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД РОБОТА | 1990 |
|
RU2037173C1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД РОБОТА | 2002 |
|
RU2208241C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОМЫШЛЕННЫМ РОБОТОМ | 2005 |
|
RU2279971C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИВОДОМ РОБОТА | 1992 |
|
RU2028931C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ТОПЛИВОВОЗДУШНОЙ СМЕСИ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2110696C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИВОДОМ РОБОТА | 2002 |
|
RU2212329C1 |
| МАНИПУЛЯТОР | 2003 |
|
RU2247648C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИВОДОМ РОБОТА | 2002 |
|
RU2193480C1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД РОБОТА | 2002 |
|
RU2208242C1 |
Использование: в технике строительства при торкретном бетонировании. Сущность: предлагается роботизированная установка для набрызг-бетона, оснащенная манипулятором с тактильным датчиком. На стреле манипулятора посредством параллелограммного механизма укреплено сопло-насадка материального шланга для торкретного бетонирования. С помощью этого механизма сопло удерживается в наивыгоднейшем технологическом положении по отношению к поверхности и приводится в колебательное движение в процессе перемещения вдоль поверхности. Процесс управления, заключающийся в регулировании скорости колебательного движения, выполняется циклически по секторам поверхности, размеры которых программируются заранее, исходя из заданных профилей контура выработки до и после набрызга со средней необходимой толщиной бетонного покрытия. На каждом цикле управления тактильный датчик приводят в соприкосновение с поверхностью сектора в окрестности программной точки и измеряют координаты точки реального рельефа поверхности. По результатам измерения скорость колебательного движения корректируют с целью нанесения ровного покрытия, толщина которого формируется с учетом неровностей рельефа поверхности. 2 с.п. ф-лы, 4 ил.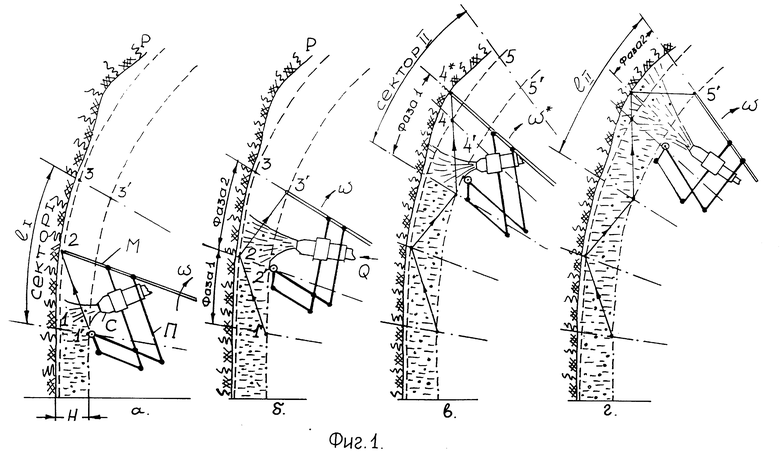
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стрельцов В.В., Казакевич Э.В | |||
| Пономаренко Д.И | |||
| Крепление горных выработок угольных шахт набрызгбетоном | |||
| - М.: Недра, 1978, 110 с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Guthoff K, Untersuchungen uberden Einflus der Dusenfuhmeng fci der Spnitzbetonherftellung // Spritzbetontechnik | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Чен Р., Кан И | |||
| Роботизировнная установка для набрызга бетонной смеси | |||
| Конструирование и технология машиностроения: Труды Американского общества инженеров-механиков, 1986, N 1 | |||
| - М.: Мир, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
