Изобретение относится к измерительной технике и может найти широкое применение в системах неразрушающего контроля и измерений толщины пленочных покрытий.
Известен термозонд для измерения характеристик теплозащитных покрытий (см. журнал "АВОК" N 5/6 1993), предназначенный для создания одностороннего кратковременного теплового импульса на поверхности исследуемого изделия и отслеживания изменения температуры на этой поверхности. Он состоит из эталонного тела, выполненного из теплоизоляционного материала с известными теплофизическими характеристиками, на рабочей поверхности которого расположен плоский нагреватель центральносимметричной формы, в геометрическом центре которого размещен датчик температуры.
Недостатком данного термозонда является невысокая точность определения искомых характеристик материала, так как на результаты измерения оказывают влияние возможные изменения температуры исследуемого тела в процессе измерения. Кроме того, после каждого измерения необходимо термостатирование эталонной части, в противном случае возникает контролируемый температурный градиент между исследуемым изделием и эталонным телом, что обусловливает дополнительную погрешность температурных измерений. К недостаткам данного термозонда следует отнести ограниченность его функциональных возможностей, так как его можно применять для тел с плоскими поверхностями контакта.
Известен термозонд для измерения теплопроводности твердых тел [1] работа которого основана на создании теплового воздействия на исследуемое тело и измерении его температуры при наступлении стационарного режима. Термозонд содержит корпус в виде стержня с алмазным наконечником, состоящим из двух частей: измерительной, выполненной из полупроводникового алмаза и части, воспринимающей нагрузку и соединенной с корпусом. После прижима зонда к исследуемому телу пропусканием тока через кристалл полупроводникового алмаза зонд нагревается до заданной температуры. Температура контролируется по известной для данного кристалла алмаза температурной зависимости электрического сопротивления.
Недостатком этого термозонда является необходимость его термостатирования, в противном случае погрешность температурных измерений значительно возрастет из-за возникновения неконтролируемого температурного градиента между термозондом и исследуемым телом. Кроме того, существенным недостатком данного термозонда является значительная погрешность измерения, обусловленная невозможностью точного определения величины тепловых потерь, которые от эксперимента к эксперименту носят случайный характер из-за случайного характера процесса теплообмена корпуса и окружающей среды.
За ближайший аналог принят термозонд для измерения толщины пленочных покрытий [2] содержащий трубчатый корпус с полым держателем, в котором размещен поршень. Держатель и корпус подпружинены относительно друг друга. На обращенных в противоположные стороны поверхностях держателя и поршня закреплены нагреватели, выполненные идентично и включенные параллельно. По обе стороны от них размещены по две микротермопары, являющиеся термоэлементом, соединенные между собой дифференциально. Один нагреватель и пара микротермопар при измерениях прижимаются к эталонному образцу, а второй нагреватель и другая пара микротермопар к объекту контроля. Результирующая разностная ЭДС, получаемая на зажимах микротермопар, т.е. термочувствительного элемента, пропорциональна разности толщин пленочных покрытий на объекте контроля и эталонном образце.
Недостатком термозонда-прототипа являются: во-первых, сложность конструкции, обусловленная необходимостью изготовления двух идентичных измерительных головок, одна из которых выполняет роль эталонной измерительной части, во-вторых, необходимость изготовления специального образца эталона, в-третьих, дополнительная погрешность измерения из-за отличия температур на эталонной и измерительной головках, обусловленная их некоторой неидентичностью и отличием теплофизических условий, в которых они находятся, отличием состояния их контактирующих поверхностей, а также из-за аккумулирования тепла в эталонной части зонда после проведения нескольких измерений.
Технической задачей предлагаемого изобретения является исключение эталонирования и связанных с ним погрешностей, повышение точности измерений и упрощение конструкции термозонда.
Решение поставленной технической задачи достигается тем, что в термозонде для неразрушающего контроля толщины защитных пленочных покрытий, содержащем корпус, держатель, установленный в нем с возможностью возвратно-поступательного перемещения относительно продольной оси корпуса, размещенную на держателе эластичную пластину с расположенной на ней теплоизоляционной подложкой и размещенные на последней нагреватель и термочувствительный элемент с возможностью их контакта с контролируемым пленочным покрытием, нагреватель выполнен линейным, а термочувствительный элемент выполнен в виде рабочих и вспомогательных термобатарей, спаянные соединения которых расположены на заданных расстояниях по обе стороны от линейного нагревателя и параллельно ему, причем расстояние от спаянных соединений вспомогательных термобатарей до нагревателя больше, чем расстояние от нагревателя до рабочих термобатарей, рабочие термобатареи, как и вспомогательные, соединены между собой последовательно, а рабочие и вспомогательные дифференциально.
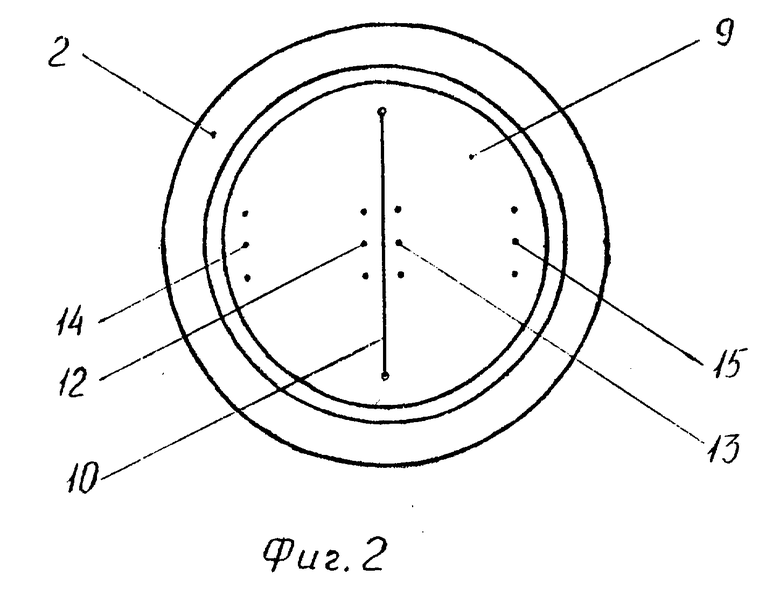
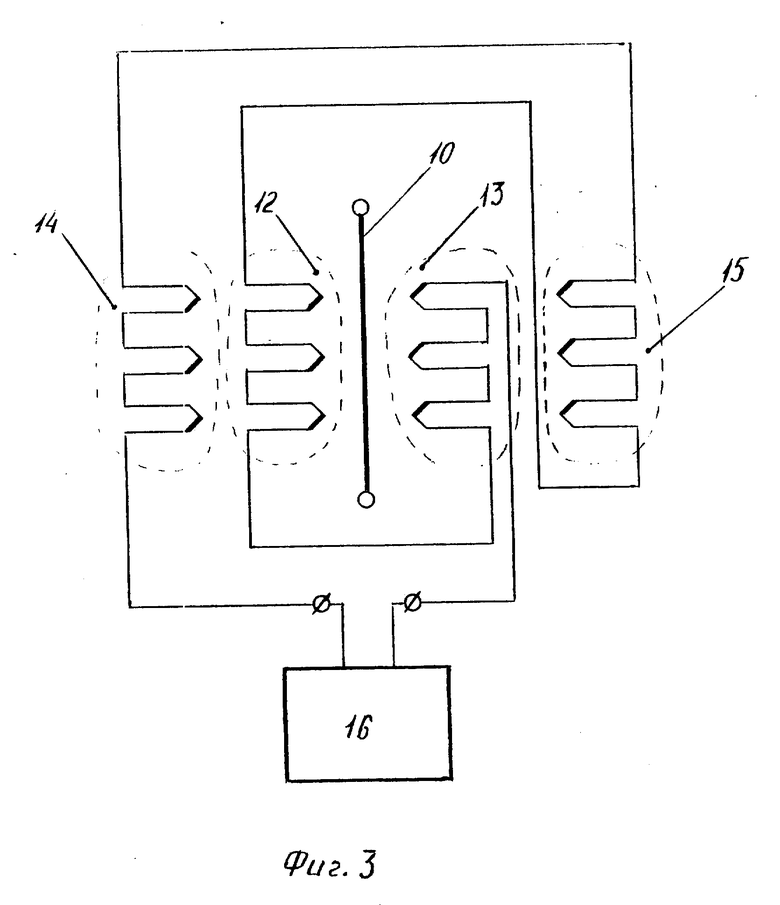
На фиг. 1 изображен предлагаемый термозонд; на фиг. 2 размещение нагревателя и термочувствительного элемента в виде рабочих и вспомогательных термобатарей на теплоизоляционной подложке, т.е. дан вид со стороны нагревателя и термочувствительного элемента; на фиг. 3 схема соединения рабочих и вспомогательных термобатарей в термочувствительном элементе.
Термозонд содержит (фиг. 1) цилиндрический корпус, состоящий из двух частей 1 и 2, соединенных с помощью четырех винтов 3, на которые установлены пружины 4, обеспечивающие постоянную степень прижатия измерительной головки, имеющей возможность возвратно-поступательного движения в цилиндрической полости корпуса 1-2, к поверхности исследуемого объекта 5 с пленочным покрытием 6. Измерительная головка состоит из держателя 7 с размещенными на нем эластичной пластиной 8 и теплоизоляционной подложкой 9. На поверхности теплоизоляционной подложки, контактирующей с объектом 5, имеется канавка, в которую помещен нагреватель 10 из микропровода с высоким электрическим сопротивлением (нихром), постоянное натяжение которого обеспечивается пружинами 11. На заданном расстоянии по обе стороны от линии нагревателя 10 и параллельно ему расположены спаи рабочих 12, 13 и вспомогательных 14, 15 термобатарей. Причем расстояние от нагревателя до вспомогательных термобатарей взято больше, чем расстояние от нагревателя до рабочих термобатарей. Такое расположение рабочих и вспомогательных термобатарей, а также выбор моментов снятия с них измерительной информации гарантирует то, что тепловая волна не достигнет спаев вспомогательных термобатарей, достигнув рабочих. Обычно расстояние до рабочих термопар берется 2-3 мм, а до вспомогательных 20 мм. Рабочие термобатареи 12, 13, как и вспомогательные термобатареи 14, 15, соединены последовательно, но рабочие термобатареи включены дифференциально относительно вспомогательных термобатарей (см. фиг. 3). Количество термопар в термобатареях выбирается с учетом требуемого выходного напряжения, характеристик устройств унификации измерительного сигнала и устройств обработки измерительной информации.
Термозонд работает следующим образом. В процессе измерения термозонд прижимается к объекту контроля контактной поверхностью измерительной головки. При этом пружины 4 обеспечивают постоянное усилие прижатия термобатарей 12-15 и нагревателя 10 к объекту контроля, причем использование эластичной пластины обеспечивает плотное прилегание без воздушных зазоров контактной поверхности измерительной головки как к плоским, так и к имеющим небольшой радиус кривизны объектам контроля. После подачи теплового импульса от нагревателя разностная ЭДС, пропорциональная толщине пленочного покрытия, получаемая от рабочих и вспомогательных термобатарей, в заранее заданные два момента времени τ1 и τ2 поступает на измерительно-вычислительное микропроцессорное устройство 16, где в соответствии с алгоритмом измерения, построенным на основе математической модели тепловых процессов в исследуемом объекте, производится вычисление толщины пленочного покрытия. Моменты времени τ1 и τ2 задаются такими, чтобы для исследуемых классов материалов изделий тепловая волна от воздействия теплового импульса достигала спаев рабочих термобатарей, но не доходила до спаев вспомогательных термобатарей. Математическую модель получили на основании следующих рассуждений. Известно (см. авт.св. СССР N 834482, кл. G 01 N 25/18, 1979), что при импульсном тепловом воздействии от линейного источника тепла температурное поле на поверхности изделия на расстоянии от линии действия источника тепла в два момента времени τ1 и τ2 описывается уравнениями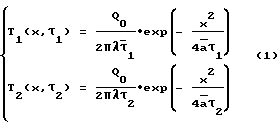
где T1(x,τ1) и T2(x,τ2) соответственно значение избыточной температуры на расстоянии x от линии расположения нагревателя в моменты времени τ1 и τ2, далее обозначим их просто как T1 и T2;
Qо мощность, выделяемая нагревателем; среднеинтегральный по объему коэффициент теплопроводности;
среднеинтегральный по объему коэффициент теплопроводности; среднеинтегральный по объему коэффициент температуропроводности исследуемого объекта.
среднеинтегральный по объему коэффициент температуропроводности исследуемого объекта.
Из системы (1) имеем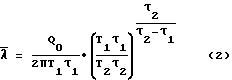
Поскольку участок изделия с покрытием, подвергнутый тепловому воздействию, представляет собой двухслойное тело, пронизываемое тепловым потоком, то измеряемый среднеинтегральный по объему коэффициент теплопроводности  будет определяться выражением
будет определяться выражением
где λп коэффициент теплопроводности покрытия;
λизд коэффициент теплопроводности изделия;
m1 и m2 коэффициенты, значения которых изменяются от 0 до 1, так в соответствии с (3) при отсутствии покрытия m1 0, m2 1 и максимальной толщине покрытия, при которой теплофизические свойства тела изделия практически не оказывают влияния на формирование температурного поля поверхности, наоборот m1 1, m2 0.
Поскольку среднеинтегральный коэффициент теплопроводности  определяется процентом содержания покрытия в единице объема исследуемого тела, то m1 + m2 1 и выражение (3) примет вид
определяется процентом содержания покрытия в единице объема исследуемого тела, то m1 + m2 1 и выражение (3) примет вид
Ввиду того что значение коэффициента m1 пропорционально толщине пленочного покрытия, выражение (4) можно записать в виде
где hп толщина покрытия;
K коэффициент пропорциональности, определяемый экспериментальным путем на изделии с известной толщиной пленочного покрытия.
Из выражения (5) имеем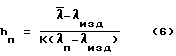
Подставив выражение (2) в (6), имеем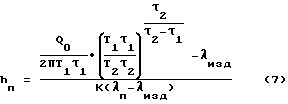
Таким образом, измерив избыточную температуру T1 и T2 в два заранее заданных момента времени τ1 и τ2 и зная теплофизические свойства материала покрытия и изделия, на которое оно нанесено, а также мощность теплового воздействия, по отношению (7) легко определить искомую толщину пленочного защитного покрытия.
Основным недостатком известного термозонда-прототипа для измерения толщины защитных пленочных покрытий является необходимость эталонирования, что обусловливает при измерении дополнительную погрешность из-за разности температур эталонной и рабочей частей зонда, а также погрешность из-за отличия состояния поверхностей эталона и контролируемых объектов. Кроме того, недостатком зонда-прототипа является также и сложность его конструкции, обусловленная необходимостью изготовления как эталонного образца, идентичного по свойствам исследуемому объекту, так и эталонной измерительной части.
В предлагаемом термозонде эти недостатки устранены, так как размещение рабочих и вспомогательных термобатарей на одной поверхности рабочей головки и дифференциальное включение рабочих и вспомогательных термобатарей исключает влияние на измерительную информацию начальной температуры в системе измерительная головка исследуемый объект и ее изменение в процессе проведения эксперимента, а также влияние на результат изменения состояния поверхности объекта исследования, меняющегося от эксперимента к эксперименту.
Кроме того, существенным преимуществом предлагаемого термозонда перед известными техническими решениями данного назначения является использование микротермобатарей, позволяющих получить высокий по уровню помехозащищенности сигнал, что в итоге значительно уменьшает погрешность температурно-временных измерений и значительно упрощает требования к схемам унификации и нормализации измерительного сигнала.
Для проверки работоспособности предлагаемого технического решения был создан макет измерительного зонда, в котором для теплоизоляционной подложки использовались теплоизоляционные материалы типа "Рипор", "Тинк" и др. а термобатареи изготавливались из хромель-копелевых проводников диаметром 50 мкм. Экспериментальные данные приведены в таблице. Проведенная экспериментальная проверка показала не только работоспособность предлагаемого термозонда, но и его высокие эксплуатационные и метрологические характеристики.
Таким образом, предложенный термозонд по сравнению с известными техническими решениями имеет значительные преимущества в точности определения искомой толщины покрытия изделий из-за уменьшения погрешностей температурно-временных измерений, упрощения конструкции и всего процесса измерения, так как исключено эталонирование, что позволяет значительно уменьшить затраты времени и средств на изготовление образцов-эталонов, что в итоге существенно увеличивает оперативность и производительность измерений. Из вышесказанного следует, что предложенный термозонд найдет широкое применение в приборах и системах оперативного неразрушающего контроля качества материалов и готовых изделий, а также в практике термометрических исследований.

Использование: изобретение относится к измерительной технике, а именно к неразрушающему контролю и измерению толщин пленочных покрытий. Сущность: термозонд отличается тем, что нагреватель выполнен линейным, а термочувствительный элемент выполнен в виде рабочих и вспомогательных термобатарей, спаянные соединения которых расположены на заданных расстояниях по обе стороны от линейного нагревателя и параллельно ему, причем расстояние от спаянных соединений вспомогательных термобатарей до нагревателя больше, чем расстояние от нагревателя до рабочих термобатарей, рабочие термобатареи, как вспомогательные, соединены между собой последовательно, а рабочие и вспомогательные - дифференциально. 3 ил., 1 табл.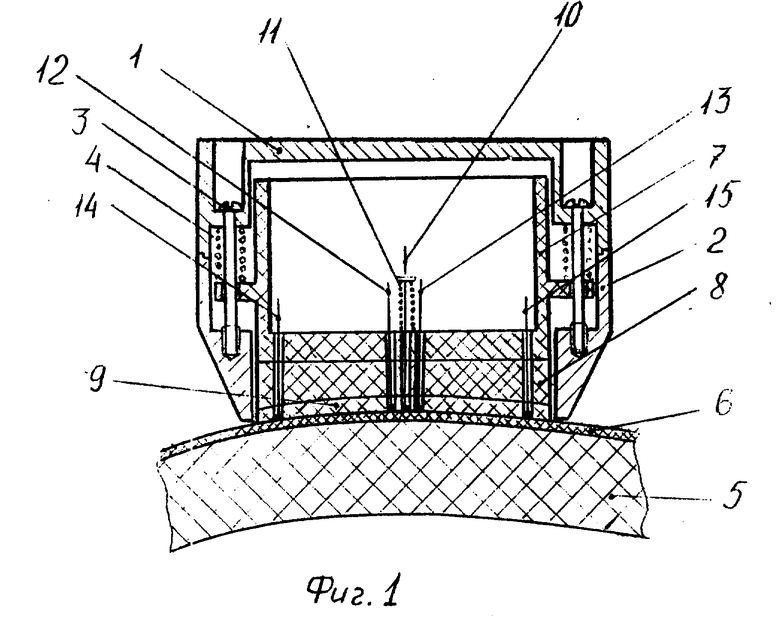
Термозонд для неразрушающего контроля толщины защитных пленочных покрытий, содержащий корпус, держатель, установленный в нем с возможностью возвратно-поступательного перемещения относительно продольной оси корпуса, размещенную на держателе эластичную пластину с расположенной на ней теплоизоляционной подложкой и размещенные на последней нагреватель и термочувствительный элемент с возможностью их контакта с контролируемым пленочным покрытием, отличающийся тем, что нагреватель выполнен линейным, а термочувствительный элемент выполнен в виде рабочих и вспомогательных термобатарей, спаянные соединения которых расположены на заданных расстояниях по обе стороны от линейного нагревателя и параллельно ему, причем расстояние от спаянных соединений вспомогательных термобатарей до нагревателя больше, чем расстояние от нагревателя до рабочих термобатарей, рабочие термобатареи, как и вспомогательные, соединены между собой последовательно, а рабочие и вспомогательные дифференциально.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1004841, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1388703, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
