Изобретение относится к силоизмерительной технике и может быть использовано в электронных весах, динамометрах и других измерительных устройствах с датчиками силы.
Известны способы балансировки датчика силы с упругими шарнирами путем устранения чувствительности датчика к моментам /1,2/, в первом из которых указанное устранение достигается высверливанием в датчике сквозных отверстий около упругих шарниров, а во втором таких же отверстий около концентраторов напряжений. Недостатки этих способов: невысокая точность балансировки, возможность устранения чувствительности к моментам в одном направлении.
Известны также другие способы балансировки датчика силы с упругими шарнирами /3,4/, в которых устранение чувствительности датчика к моментам достигается путем фрезерования двусторонних или односторонних углублений на боковой поверхности упругих шарниров. Этим способам присущи те же недостатки, что и предыдущим способам.
Наиболее близким по своей сущности к предлагаемому способу является способ балансировки датчика силы с упругими шарнирами, заключающийся в асимметричном устранении влияния чувствительности датчика к моментам путем изменения размеров и формы упругих шарниров /5/.
Недостатком этого способа является большая сложность и трудоемкость получения заданной точности балансировки.
Цель изобретения сокращение трудоемкости и обеспечение высокой точности.
Цель достигается тем, что в предлагаемом способе балансировки датчика силы с упругими шарнирами путем изменения размеров и формы упругих шарниров предварительно закрепляют на верхней грани датчика в точке приложения силы приспособление для создания момента в виде поворотного двуплечного стержня с грузом, по показаниям веса груза соответствующим двум положениям стержня - параллельно продольной и поперечной осям датчика, при диаметрально противоположном расположении груза в каждом из указанных положений стержня определяют положительные величины продольного и поперечного дисбалансов датчика и соответствующие им направления, точку приложения силы с определенными в ней направлениями продольного и поперечного дисбалансов условно переносят в центр верхней грани датчика, для ликвидации поперечного дисбаланса подпиливают на одинаковую величину противоположные перенесенному направлению поперечного дисбаланса боковые кромки верхних или нижних упругих шарниров, а для ликвидации продольного дисбаланса подпиливают на одинаковую величину противоположные перенесенному направлению продольного дисбаланса внутренние поверхности верхнего и нижнего упругих шарниров и контролируют величину и направление продольного и поперечного дисбалансов, при этом определение величины и направления продольного и поперечного дисбалансов датчика, подпиливание боковых кромок и внутренней поверхности упругих шарниров осуществляют до получения заданной точности балансировки датчика. Кроме того, подпиливание боковых кромок и внутренней поверхности упругих шарниров осуществляют в любой последовательности порознь или одновременно.
На фиг. 1 дана схема датчика силы, (без перемычки и тензочувствительных кварцевых резонаторов), в котором реализован способ балансировки; на фиг. 2
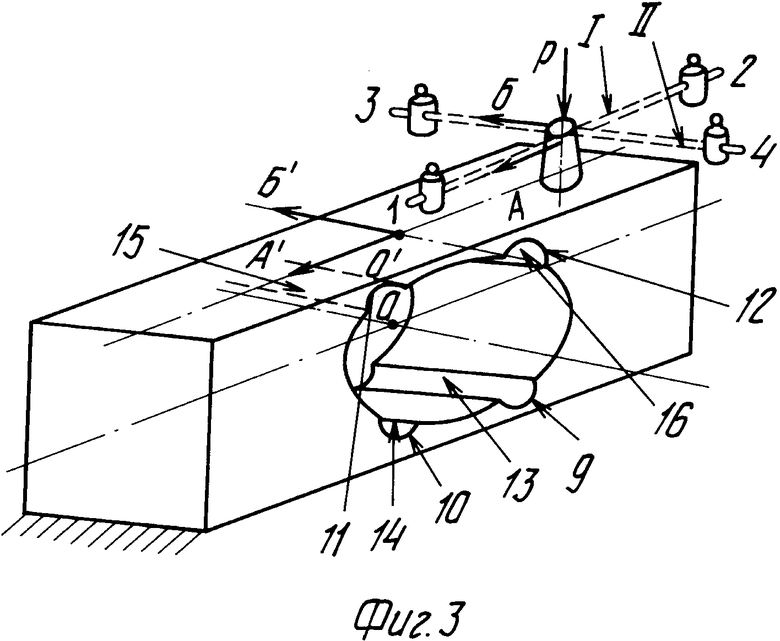
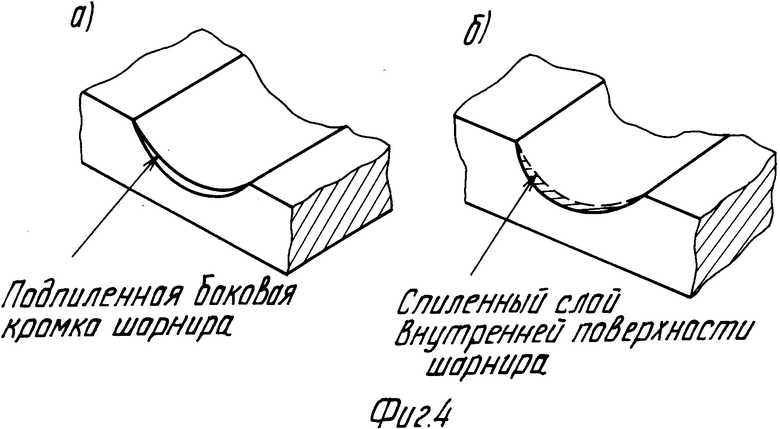
схема приспособления для создания момента; на фиг. 3 схема определения величины и направления дисбаланса датчика в продольном и поперечном направлениях (пример); на фиг. 4 в качестве примера форма упругих шарниров после их подпиливания: "а" боковых кромок и "б" внутренней поверхности. Следует отметить, что в отличие от фиг. 4 могут быть и другие примеры подпиливания (удаления материала) боковых кромок и внутренней поверхности шарниров. Например, когда боковая кромка и внутренняя поверхность подпиливаются не по всей длине кромки или поперечного сечения указанной поверхности, а ее части. Или когда боковая кромка подпиливается в виде зубцов, а внутренняя поверхность в виде канавки и т.п.
На фиг. 1 обозначено: 1 датчик силы; 2 основание; 3 отверстие с резьбой; 4 сквозное поперечное отверстие; 5, 6, 7, 8 упругие шарниры датчика; 9, 10, 11, 12 и 9', 10', 11', 12' боковые кромки упругих шарниров; 13, 14, 15, 16 внутренние поверхности шарниров; Oпр- Oпр, Oпп- Oпп соответственно продольная и поперечная оси датчика; О центр датчика (точка пересечения осей Oпр- Oпр и Oпп- Oпп).
На фиг. 2 обозначено: 1 ось; 2 двуплечный стержень; 3 груз; l - плечо груза.
На фиг. 3 обозначено: 1 положение стержня при определении величины и направления продольного дисбаланса; II то же при определении величины и направления поперечного дисбаланса; 1, 2 диаметрально противоположное расположение груза в положении I; 3, 4 то же в положении II; А, Б и А', Б' - действительные и перенесенные направления дисбаланса датчика в продольном и поперечном направлениях соответственно (пример); 9, 10 или 11, 12 боковые кромки, подпиливаемые для ликвидации поперечного дисбаланса Б(Б'); 13, 16 - внутренние поверхности, подпиливаемые для ликвидации продольного дисбаланса А(А'); O' центр верхней грани.
Датчик силы 1 (фиг. 1), консольно закрепленный на основании 2, выполнен в виде прямоугольного параллелипипеда. На верхней грани его в точке приложения силы P выполнено отверстие с резьбой 3, которое служит для закрепления в нем при балансировке датчика (фиг. 3) приспособления для создания момента, а в рабочем состоянии весовой платформы. В датчике выполнено сквозное поперечное отверстие 4, в стенке которого по всей глубине отверстия выполнены дугообразные вырезы, образующие упругие шарниры 5, 6, 7, 8 с боковыми кромками 9, 10, 11, 12 и 9', 10', 11', 12' и внутренними поверхностями 13, 14, 15, 16.
Приспособление для создания момента (фиг. 2) состоит из оси 1, двуплечного стержня 2 и передвижного по нему груза 3. Стержень 2 выполнен с возможностью поворота на оси 1.
Перед балансировкой проверяют работоспособность электрической схемы датчика.
Для осуществления способа (фиг. 3) приспособление для создания моментов закрепляют в точке приложения силы P (отверстия 3 на фиг. 1). Затем указанное приспособление устанавливают в двух положениях с диаметрально противоположным расположением груза параллельно продольной (положение I, расположение груза 1, 2) и поперечной (положение II, расположение груза 3, 4) осям датчика. При этом нагружение его необходимым для балансировки моментом осуществляют путем выбора соответствующей длины плеча груза l (фиг. 2).
По показаниям веса груза в упомянутых положениях определяют положительную величины (как разность наибольшего и наименьшего весов) и соответствующие им направления (по наибольшему весу) продольного и поперечного дисбалансов. В качестве примера на фиг. 3 эти направления обозначены буквами А и Б соответственно. Далее для удобства проведения балансировки точку приложения силы с полученными в ней направлениями дисбаланса А и Б условно переносят в центр O' верхней грани, расположенный над центром О датчика. На фиг. 3 эти перенесенные направления дисбаланса обозначены соответственно буквами А' и Б'. В дальнейшем балансировку датчика осуществляют по отношению к направлениям А' и Б'.
Для ликвидации поперечного дисбаланса Б для случая, показанного на фиг. 3, подпиливают на одинаковую величину противоположные перенесенному направлению Б' верхние 11, 12 или нижние 9, 10 боковые кромки соответственно упругих шарниров 7, 8 или 5, 6 (фиг. 1). Для ликвидации продольного дисбаланса А подпиливают на одинаковую величину противоположные перенесенному направлению А' внутренние поверхности 13 и 16 соответственно шарниров 5, 8 (фиг. 1).
Для случая же, когда продольный и поперечный дисбалансы датчика будут направлены в противоположные стороны по отношению к аналогичным направлениям дисбалансов, показанных на фиг. 3, согласно способу (см. фиг. 1) для ликвидации поперечного дисбаланса подпиливают верхние 11', 12' или нижние 9', 10' боковые кромки тех же шарниров, а для ликвидации продольного дисбаланса внутренние поверхности 14 и 15 шарниров 6, 7 (фиг. 1).
Результаты подпиливания упругих шарниров контролируют по величине и направлению дисбаланса в продольном и поперечном направлениях.
Определение величины и направления продольного и поперечного дисбалансов датчика, подпиливание его боковых кромок и внутренней поверхности упругих шарниров и контроль результатов их подпиливания осуществляют до получения заданной точности балансировки датчика, а подпиливание боковых кромок и внутренней поверхности упругих шарниров осуществляют в любой последовательности порознь или одновременно.
В частных случаях, когда имеет место лишь один продольный или поперечный дисбаланс датчика, его балансировка значительно упрощается.
Во всех случаях при достижении указанной выше точности балансировки датчика устраняется влияние чувствительности его к моментам.
Данный способ балансировки датчика силы с упругими шарнирами обеспечивает получение высокой точности балансировки, не требует больших трудовых затрат, может быть осуществлен с помощью простейшего инструмента для обработки металлов.
Источники информации:
1. Авторское свидетельство СССР N 742729, G 01 L 1/22, 1978.
2. Авторское свидетельство СССР N 1649314, G 01 L 1/22, 1989.
3. Патент США N 3927560, МКИ 73-141А, 1975.
4. Заявка Франции N 2293703, G 01 L 1/22, 1976.
5. Патент США N 4128001, G 01 L 1/22, 1978.

Использование: в электронных весах, динамометрах и других измерительных устройствах с датчиками силы. Сущность: способ балансировки датчика силы с упругими шарнирами заключается в асимметричном устранении влияния чувствительности датчика к моментам. Для этого на датчике закрепляют поворотное приспособление для создания момента с грузом, устанавливают это приспособление параллельно продольной и поперечной осям датчика с диаметрально противоположным расположением груза, по показаниям веса груза в этих положениях определяют положительную величину и направление продольного и поперечного дисбалансов датчика, а затем путем многократного подпиливания боковых кромок и внутренней поверхности, соответствующих этим направлениям упругих шарниров, с последующим контролем устраняют дисбаланс датчика до заданной точности балансировки в указанных направлениях. Подпиливание боковых кромок и внутренней поверхности шарниров осуществляют многократно, в любой последовательности, порознь или одновременно. 1 з. п. ф-лы, 4 ил.
| US, патент, 4128001, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

