Изобретение относится к системам тепловой защиты из огнеупорного композитного материала, которые охлаждаются потоком жидкости, и более точно касается конструкции тепловой защиты для отражателя камеры удерживания плазмы в установке термоядерного синтеза, охлаждающего элемента, который использован в конструкции тепловой защиты, и способа изготовления такого охлаждающего элемента.
Огнеупорными композитными материалами являются материалы, которые содержат арматуру, состоящую из волокон огнеупорного материала, уплотненных матрицей, которая также является огнеупорным материалом. Составляющий волокна огнеупорный материал может быть углеродом или керамикой (например, карбидом кремния). То же относится к материалу, составляющему матрицу.
Уплотнение армирующих волокон матрицей включает заполнение пустот, существующих в арматуре, материалом, который составляет матрицу. Такое уплотнение может осуществляться путем пропитки армирующих волокон предшественником матрицы и последующим преобразованием предшественника в матрицу. Следовательно, углеродная матрица может быть получена путем пропитки армирующих волокон смолой, имеющей высокое содержание кокса, посредством вынужденного образования поперечных связей (т.е. структурирования) или посредством пиролиза. Другая обычная технология заключается в осуществлении химического осаждения паров или инфильтрации. С этой целью армирующие волокна помещают в камеру, которую наполняют газом, при этом газ такой, что при определенных температуре и давлении он вынуждает составляющий матрицу материал осаждаться на армирующих волокнах, упомянутое осаждение осуществляется за счет разложения газа или за счет химической реакции между компонентами газа при контакте с волокнами и по всему объему армирующих волокон, следовательно, можно получить углеродную матрицу путем разложения одного или более газообразных углеводородов.
Вне зависимости от используемой технологии уплотнения армирующих волокон пустоты, первоначально содержащиеся в их массе, полностью никогда не заполняются. Композитный материал сохраняет остаточную пористость.
Огнеупорные композитные материалы замечательны своими термоструктурными свойствами, т. е. их высоким сопротивлением механическим усилиям, и, следовательно, их пригодностью для создания конструктивных элементов в комбинации с их способностью сохранять их механическую прочность при относительно высоких температурах.
Тем не менее, при их применении при очень высоких температурах (например, выше 1700oC) и в течение относительно продолжительного периода времени необходимо предусматривать активное охлаждение деталей, выполненных из огнеупорного композитного материала.
Известна конструкция тепловой защиты для отражателя камеры удерживания плазмы в установке термоядерного синтеза (US, A 5023043), образованная из множества охлаждаемых элементов из углерод/углерод (C/C) композитного материала, имеющего углеродные армирующие волокна и углеродную матрицу, каждый из которых представляет собой деталь, имеющую по меньшей мере один внутренний канал для протекания хладагента металлическую трубку.
Детали из C/C композитного материала обеспечивают тепловую защиту, тогда как металлические трубки, которые сообщены с системой подачи и отвода хладагента служат как для обеспечения контура охлаждающей жидкости, так и для обеспечения структуры, придающей механическую прочность всей сборке или узлу. Использование различных материалов, а именно огнеупорного композитного материала и металла в единой конструкции, вызывает трудности, связанные с различием теплового расширения упомянутых материалов.
Известен также охлаждающий элемент, изготовленный из огнеупорного композитного материала, содержащего арматуру из волокон огнеупорного материала, уплотненных матрицей из огнеупорного материала и выполненный в виде детали, имеющей внутренний герметичный канал для протекания хладагента (US, A 5023043). В известном охлаждающем элементе герметичный канал образован металлической трубкой, которая помимо того, что она обеспечивает герметичность канала, еще и выполняет конструктивную функцию, т.е. по существу не должна быть подвержена деформациям.
Способ изготовления известного охлаждаемого элемента состоит в том, что в теле детали из огнеупорного композитного материала, содержащего арматуру из волокон огнеупорного материала, уплотненных матрицей из огнеупорного материала, формируют сквозное отверстие и обеспечивают его герметизацию путем вставления в это отверстие металлической трубки, которую по краям припаивают к стене отверстия. Однако известный охлаждающий элемент под воздействием значительного перепада температур в процессе эксплуатации не обеспечивает необходимой надежности вследствие различия коэффициентов теплового расширения скрепленных между собой композитного материала и металла трубки, образующей герметичный канал.
В основу изобретения поставлена задача создать конструкцию тепловой защиты для отражателя камеры удерживания плазмы в установке термоядерного синтеза, построенную с использованием охлаждаемого элемента, который был бы выполнен в виде детали из огнеупорного композитного материала, способной обеспечить механическую прочность элемента и имел бы герметичный канал для хладагента, который выдерживал бы значительные перепады температур без существенных изменений своих параметров, а также создать способ изготовления такого охлаждающего элемента.
Эта задача решается тем, что в конструкции тепловой защиты для отражателя камеры удерживания плазмы в установке термоядерного синтеза, образованной из множества охлаждаемых элементов из композитного огнеупорного материала, каждый из которых представляет собой деталь, имеющую по меньшей мере один внутренний герметичный канал для протекания хладагента, при этом каналы всех деталей сообщены с системой трубопроводов подачи и отвода хладагента, согласно изобретению стенка каждого канала герметизирована внутренней металлической облицовкой, скрепленной с огнеупорным композитным материалом, при этом материал и толщины внутренней металлической облицовки выбраны с учетом обеспечения компенсации разницы в тепловом расширении между огнеупорным композитным материалом и металлической внутренней облицовкой за счет пластической деформации внутренней облицовки без нарушения ее целостности, а механическая прочность элемента обеспечена самим композитным огнеупорным материалом.
Возможно облицовку выполнить из мягкой меди.
Предпочтительно, чтобы деталь имела форму профилированной балки и канал был бы ориентирован по ее длине.
При этом возможно, чтобы профилированная балка была прямолинейной, а канал был бы выполнен изогнутым.
Желательно, чтобы охлаждаемые элементы были сгруппированы в идентичные блоки, расположенные рядами и по форме профиля стенки камеры, а каналы были бы соединены между собой и с трубопроводами системы подачи и отвода хладагента посредством трубчатых медных муфт или переходников, приваренных к внутренним облицовкам и к трубопроводам.
Поставленная задача решается также тем, что в охлажденном элементе, изготовленном из огнеупорного композитного материала, содержащего арматуру из волокон огнеупорного материала, уплотненных матрицей из огнеупорного материала, и выполненном в виде детали, имеющей внутренний герметичный канал для протекания хладагента, согласно изобретению стенка канала герметизирована металлической внутренней облицовкой, скрепленной с огнеупорным композитным материалом, при этом материал и толщина внутренней металлической облицовки выбраны с учетом обеспечения компенсации разницы в тепловом расширении между огнеупорным композитным материалом и металлической внутренней облицовкой за счет пластической деформации внутренней облицовки без нарушения ее целостности, а механическая прочность элемента обеспечена самим композитным огнеупорным материалом.
Целесообразно облицовку выполнить из мягкой меди.
Желательно, чтобы охлаждаемый элемент форму профилированной балки, а канал был бы ориентирован по ее длине.
Возможно профилированную балку выполнить прямолинейной.
Предпочтительно канал выполнить изогнутым.
Наконец, поставленная задача решается тем, что в способе изготовления охлаждаемого элемента, состоящем в том, что в теле детали из огнеупорного композитного материала, содержащего арматуру из волокон огнеупорного материала, уплотненных матрицей из огнеупорного материала, формируют сквозное отверстие и обеспечивают его герметизацию, согласно изобретению герметизацию обеспечивают путем введения трубчатой металлической внутренней облицовки с нанесенным на ее наружную поверхность твердым припоем в отверстие в детали, нагревания детали до температуры, достаточной для выполнения высокотемпературной пайки твердым припоем внутренней металлической облицовки к стенке отверстия, посредством чего ограничивается внутренний герметичный канал, при этом материал и толщину внутренней металлической облицовки выбирают с учетом обеспечения компенсации разницы в тепловом расширении между огнеупорным композитным материалом и металлической внутренней облицовкой за счет пластической деформации внутренней облицовки без нарушения ее целостности, а механическую прочность детали обеспечивают прочностью самого огнеупорного композитного материала.
Предпочтительно сквозное отверстие в детали формировать путем изготовления детали из двух частей, в каждой из которых предварительно выполняют канавку для образования отверстия при соединении частей детали.
Способ согласно изобретению дает возможность очень простым и дешевым образом сформировать герметичный канал в детали из огнеупорного композитного материала, которая охлаждается потоком охлаждающей жидкости, протекающей внутри этого канала.
В отличие от известных решений металл используется здесь исключительно как герметизирующее барьерное внутреннее покрытие канала, в котором течет поток охлаждающей жидкости. Поэтому в охлаждаемом элементе согласно изобретению именно огнеупорный материал выполняет конструктивную функцию в дополнение к функции тепловой защиты, и, поскольку металлическое внутреннее покрытие служит неконструктивной функции, ему можно позволить пластически деформироваться для компенсации разницы расширения.
Более того, изобретение делает возможным достижение значительной экономии веса, особенно в конструкции тепловой защиты, поскольку плотность композитного материала намного меньше, чем плотность металла. Также деформация теплового источника меньше при нагрузке опорной структуры, выполненной из огнеупорного композитного материала, чем при нагрузке опорной структуры, выполненной из металла. Например, коэффициент теплового расширения C/C композитного материала в десять раз меньше, чем у меди.
Ниже описан посредством неограничивающего примера конкретный вариант выполнения изобретения.
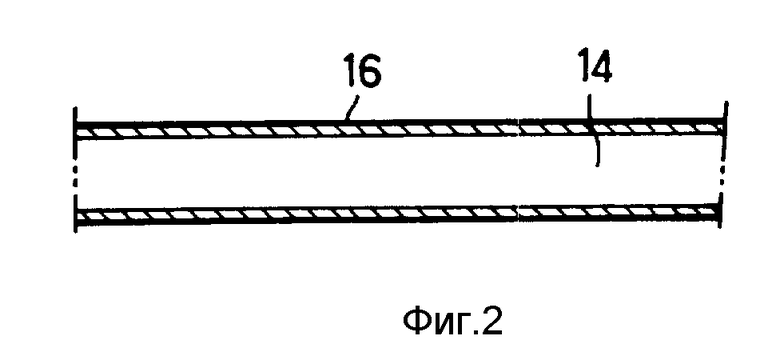
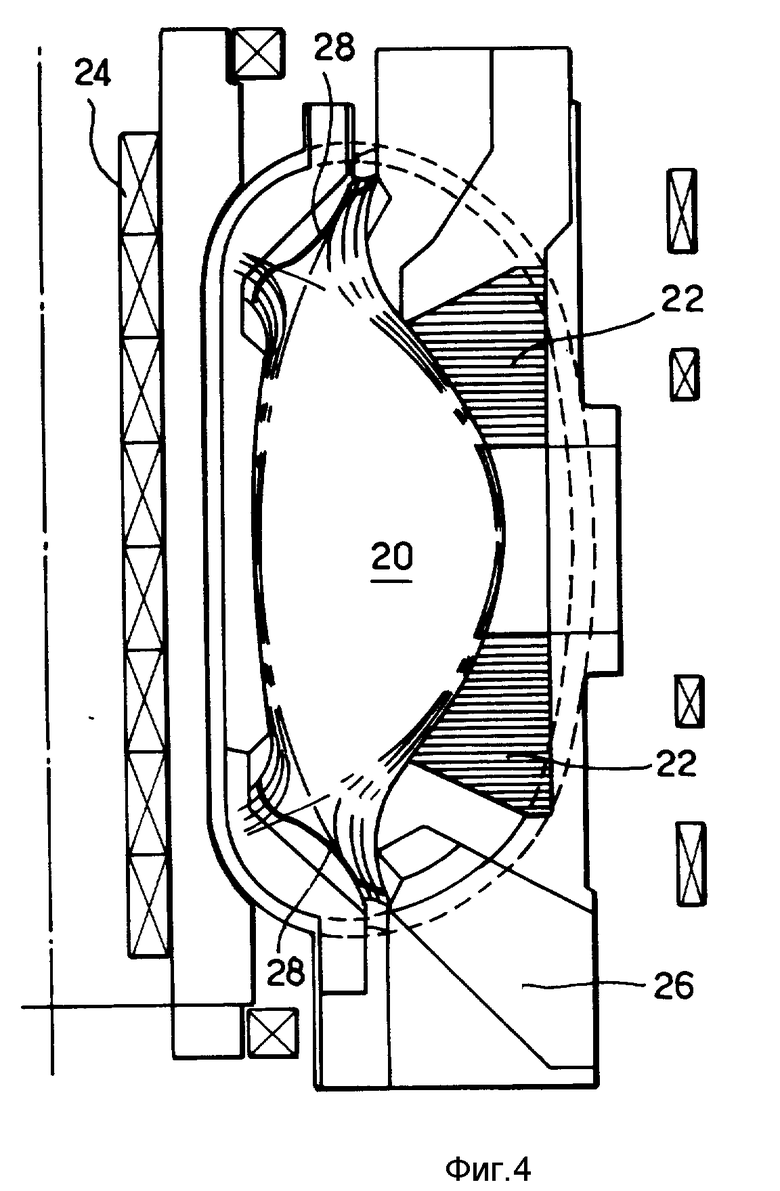
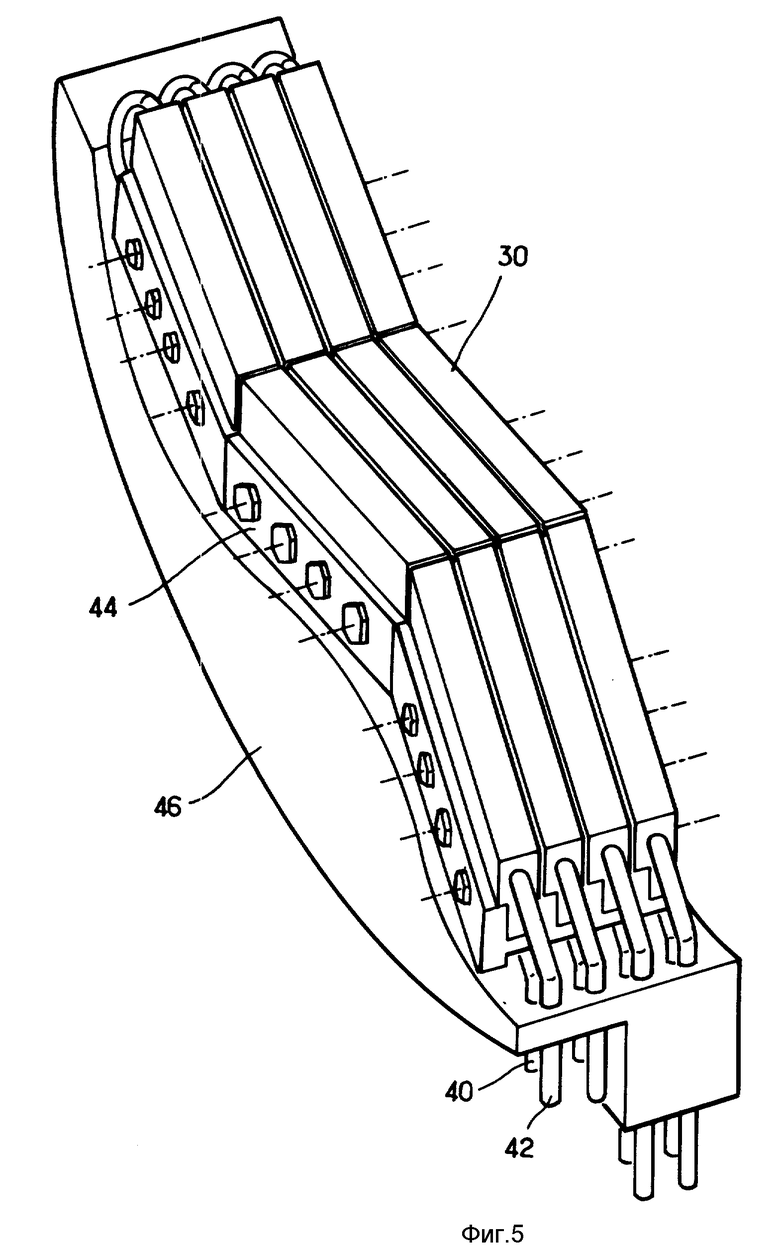
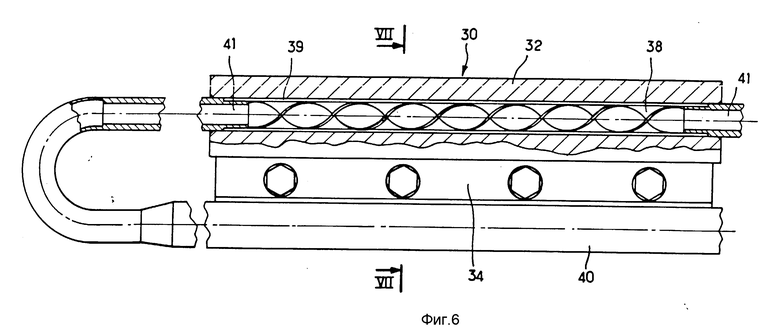
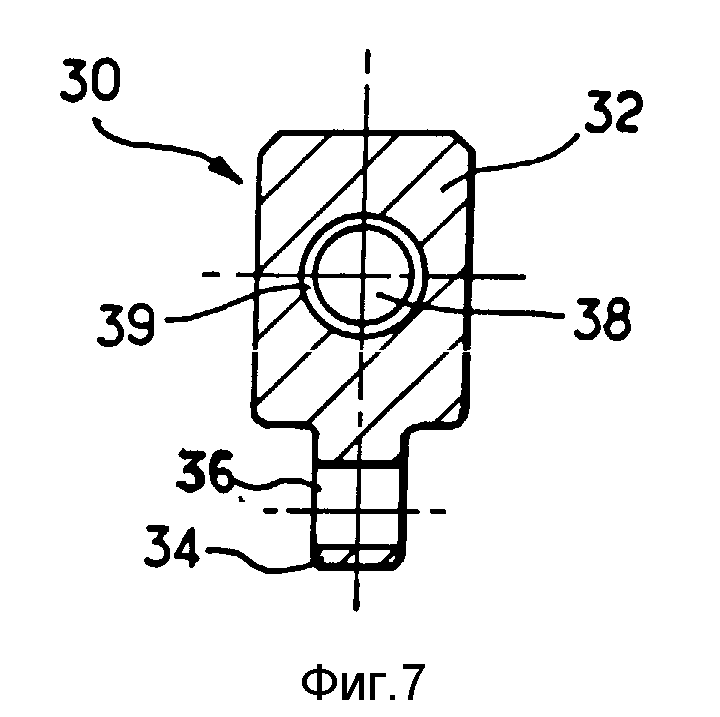
На фиг. 1-3 изображены этапы выполнения герметичного канала в детали из огнеупорного материала в соответствии со способом изготовления охлаждаемого элемента, согласно изобретению; на фиг. 4 изображен схематично вид в разрезе фрагмента установки для регулируемого термоядерного синтеза; на фиг. 5 - конструкция тепловой защиты, составляющей часть стенки камеры на фиг. 4; на фиг. 6 увеличенный вид, в частности, в разрезе, показывающий элемент на фиг. 5 конструкции тепловой защиты; на фиг. 7 частичное сечение по VII-VII на фиг. 6.
На фиг. 1 позицией 10 обозначена деталь, изготовленная из огнеупорного композитного материала. В детали 10 на стенке выполнено отверстие 12 в том месте, где в ней должен быть выполнен герметичный канал. Металлическое трубчатое внутреннее покрытие или облицовка 14 с покрывающим его внутреннюю поверхность равномерным слоем 16 твердого припоя для высокотемпературной пайки вводится в отверстие 12 (фиг. 2). Сборку затем нагревают до температуры, необходимой для высокотемпературной пайки, и выдерживают при этой температуре в течение соответствующего промежутка времени для обеспечения, во-первых, того, чтобы материал твердого припоя расплавился и вступил в реакцию с композитным материалом и материалом металлического внутреннего покрытия, и, во-вторых, для того, чтобы металл внутреннего покрытия находился в тесном контакте со стенкой отверстия за счет разницы теплового расширения (фиг. 3). В течение высокотемпературной пайки можно подвергнуть металлическую внутреннюю облицовку воздействию внешнего давления.
Металлическая внутренняя облицовка 14 изготавливается из металла или металлического сплава, проводящего тепло, например из меди, молибдена и т.п.
Диаметр металлической внутренней облицовки 14 и ее толщину выбирают с учетом выполнения следующих условий:
металлическая внутренняя облицовка, совмещенная со слоем материала твердого припоя, должна быть введена в отверстие с небольшим зазором;
металлическая внутренняя облицовка не должна иметь повреждений после браззинг-процесса; и
контакт между огнеупорным материалом и металлической внутренней облицовкой с напаянным припоем должен быть непрерывным, а разница расширения, имеющая место при использовании детали, должна компенсироваться пластической деформацией металлической внутренней облицовки.
Следовательно, толщина металлической внутренней облицовки должна быть больше, чем минимальное значение, ниже которого существует риск того, что она не останется неповрежденной вследствие разъедания материалом твердого пропоя или вследствие давления жидкости в канале. Так как диаметр металлической внутренней облицовки увеличивается, увеличивается и минимальное значение ее толщины. Кроме того, толщина металлической внутренней облицовки должна оставаться меньшей, чем максимальное значение, выше которого облицовка перестает быть пластичной в достаточной степени. Для заданного состава металла минимальное и максимальное значения толщины металлической внутренней облицовки могут быть определены путем эксперимента.
Герметичный канал может быть выполнен в детали, изготовленной из C/C композитного материала при следующих условиях. Деталь из композитного материала изготавливают путем уплотнения армирующих волокон, образованных из слоев ткани из игольчатых кристаллов углерода (патент Франции 2584106). Сначала уплотнение осуществляли путем химической инфильтрации пара (осаждением из парогазовой фазы) с тем, чтобы сформировать отложение или осадок из пиролитического углерода на армирующих волокнах с последующим пропитыванием путем шликерования и пиролизом. Полученный материал подвергали высокотемпературной обработке (графитизации).
В детали на станке просверливали прямолинейное отверстие или канал диаметром 11,6 мм общей длиной, равной всей длине детали (200 мм).
Металлическая внутренняя облицовка представляла собой трубку из мягкой меди с наружным диаметром 11,3 мм и внутренним диаметром 10 мм (толщина 0,65 мм).
На медную трубку осаждали слой материала твердого припоя толщиной 0,1 мм. В качестве материала твердого припоя использовали припой под названием 4 "Тикусил" ("Ticusil" производства American company GTEWESGO), упомянутый материал твердого припоя базируется на сплаве Ti+Cu+Si+Ag.
После введения в отверстие или канал медной трубки, покрытой материалом твердого припоя, сборку, состоящую из детали из композитного материала и медной трубки, нагревали до температуры 890oC и выдерживали при этой температуре в течение 5 мин. При расширении металлическая облицовка, выполненная из меди, впрессовывается в стенку отверстия и принимает форму этой стенки. После охлаждения было видно, что отверстие или канал был полностью облицован медью, находящейся в тесном контакте с огнеупорным композитным материалом, и таким образом был получен совершенно герметичный канал. Также было видно, что металлическая внутренняя облицовка осталась совершенно неповрежденной. Различные испытания показали, что для трубки из мягкой меди с наружным диаметром таким, как описан выше (11,3 мм), толщина стенки трубки должна быть по крайней мере 0,65 мм, поскольку в противном случае очень вероятно, что в металлической внутренней облицовке могут появляться местные трещины и разрывы, при этом толщина стенки должна быть не более чем 1 мм, поскольку в противном случае она не будет достаточно пластичной, а это увеличит количество местных дефектов в ее соединении со стенкой отверстия или канала.
Элемент тепловой защиты, имеющий длину 200 мм и герметичный канал диаметром 10 мм, изготовленный так, как это описано выше, испытывали, используя электронную пушку в условиях высокого теплого потока. После 300 циклов, в течение которых элемент подвергался воздействию установившихся тепловых потоков порядка 11 МВт/м2 и пульсирующих потоков порядка 34 МВт/м2, элемент еще полностью выполнял свои функции.
Естественно, в этой же детали таким же способом может быть выполнено множество герметичных каналов. Кроме того, возможно выполнение герметичных каналов изогнутыми, а не прямолинейными.
Для образования герметичного канала выше предлагалось начинать с просверливания на стенке отверстия в детали из композитного материала. Однако также возможно оставлять полое отверстие в процессе изготовления детали. Также возможно изготавливать деталь из двух частей, каждая из которых имеет канавку, при этом отверстие образуется при складывании двух частей вместе друг с другом.
Способ образования герметичных каналов делает возможным изготовление структур или конструкций из огнеупорного композитного материала, охлаждаемых потоком жидкости. Такие конструкции могут использоваться, в частности, для стенок камер сгорания комбинированных двигателей или для участков аэродинамических конструкций сверхзвуковых космопланов, в частности, на фронтальном конце (носу), вдоль передних кромок крыльев и вокруг обтекателей воздухозаборника.
Другим применением является изготовление теплозащитных конструкций для очень высокотемпературного оборудования, например камер электромагнитного удерживания плазмы в тороидальных камерах для контролируемого термоядерного синтеза.
На фиг.4 схематично показано сечение такой камеры.
Камера удерживания 20 окружена индукционными катушками 22 и 24 и соединена каналом 26 с источником вакуума. Внутренняя стенка камеры 20 укрыта тепловой защитой. На верхней и нижней частях камеры каждый участок образующей отражатель 28 внутренней стенки является зоной, подвергаемой воздействию особенно высоких напряжений. Как показано на фиг.4, линии электромагнитного поля пересекаются в этой зоне. Удержание здесь менее интенсивное, поскольку отражатель подвергается воздействию очень высоких тепловых потоков. Тепловая защита на каждом отражателе выполняет функции защиты стенки камеры. Температура поверхности тепловой защиты тем не менее не должна превышать 1000-1200oC для того, чтобы избежать загрязнения плазмы за счет сублимации материала защиты. Поэтому тепловую защиту преимущественно составляет конструкция, выполненная из огнеупорного композитного материала и охлаждаемая потоком жидкости.
На фиг. 5 фрагментарно в увеличенном масштабе показана тепловая защита одного из отражателей 28. Она собрана из идентичных унитарных элементов 30, каждый из которых имеет выполненный в нем канал для протекания потока охлаждающей жидкости. Эти каналы соединены с системой трубопроводов 40, 42 для подачи и распределения охлаждающей жидкости, при этом такой жидкостью может быть вода при температуре 150oC и давлении 30 50 бар.
В показанном примере элементы 30 размещены зигзагообразно во множестве рядов, которые плотно подогнаны друг к другу для профилирования стенки камеры. Охлаждающая жидкость подается к одному концу каждой линии и удаляется из противоположного конца этой линии. Элементы 30 смонтированы на металлической опорной конструкции 44, которая крепится к стенке 46 камеры.
Элемент 30 изображен на фиг. 6 и 7. Он содержит профилированную балку 32 из огнеупорного композитного материала, например типа C/C. В основании балка 32 имеет фиксирующее ребро 34, в котором пробиты отверстия 36 для обеспечения возможности монтажа с помощью системы гаек и болтов на опорной конструкции. В балке 32 выполнен, как это описано со ссылкой на фиг. 1-3, герметичный канал 38, при этом герметизация выполнена посредством высокотемпературной пайки твердым припоем (браззинг-процессом) металлической внутренней облицовки 39, выполненной из меди. Канал 38 соединен с трубопроводом 40 или 42 или с герметичным каналом в соседнем элементе посредством муфт 41, приваренных к концам металлической внутренней облицовки 39. Муфты или переходники 41 изготовлены из меди, т.е. из того же материала, что и внутренняя облицовка 39, и они присоединены к концам канала 38 посредством сварки электронным лучом. Трубопроводы 40 и 42 изготовлены из труб из нержавеющей стали, которые приварены сваркой трением к медным муфтам или переходникам 41.

Использование: в системах тепловой защиты, например для отражателя камеры удерживания плазмы в установке термоядерного синтеза. Сущность изобретения: в детали из огнеупорного композитного материала выполняют герметичный канал путем введения трубчатой металлической внутренней облицовки в отверстие в детали. Материал твердого припоя помещают между внутренней облицовкой и стенкой отверстия. Металлическую внутреннюю облицовку припаивают к стенке отверстия, так что металлическая внутренняя облицовка ограничивает герметичный канал. Внутренняя металлическая облицовка пластически деформируется в условиях использования детали таким образом, что разница в тепловом расширении между огнеупорным материалом и металлической внутренней облицовкой может быть компенсирована за счет пластической деформации внутренней облицовки. Конструкция образована множеством охлаждаемых элементов, изготовленных из огнеупорного композитного материала и имеющих герметичные внутренние каналы, соединенные с системой трубопроводов для подачи и отвода охлаждающей жидкости. 3 с. и 11 з.п. ф-лы, 7 ил.
| US, А1, 1583982, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| EP, А2, 0117136, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| US, А, 5023043, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

