Изобретение относится к механической обработке с использованием предварительного разогрева обрабатываемой поверхности и может быть использовано в различных отраслях машиностроения при обработке токопроводящих материалов.
Известен аналог, где обработку резанием производят с подогревом необработанной поверхности от контактной зоны детали с инструментом на всю длину необработанной поверхности [1]
К недостаткам указанного способа следует отнести нерациональность энергозатрат на предварительный разогрев обрабатываемой заготовки и внесение определенных изменений в параметры обрабатываемой заготовки от температурного нагрева, включая и возможные структурные изменения состава обрабатываемого материала, что также немаловажно для учета последующих термических операций для придания надлежащих свойств структуре материала обработанной заготовки.
Наиболее близким техническим решением по существу решаемой проблемы выбран способ обработки материалов резанием [2]
К недостаткам указанного способа следует отнести фактор прямого контакта режущего лезвия с заготовкой при токоподводе технологического напряжения через резец к заготовке.
Нашими исследованиями установлено, что при возникновении локального разогрева твердосплавного инструмента происходит трещинообразование внутренней структуры материала режущей пластины, что приводит к значительным убыткам в связи со сколом режущей части резца в процессе обработки дорогостоящих изделий, например колец и обечаек секций ракет, турбин и пр. изделий.
В связи с этим, следует заметить необходимость принудительной замены режущего инструмента, что значительно снижает производительность обработки. Кроме того, при перенагреве обрабатываемого материала, например стальной заготовки, до температуры перехода перлита в аустенит, т.е. более 730oC, значительно возрастает твердость поверхностного слоя детали в связи с образованием дислокационных зерен аустенита. Указанные недостатки присущи также и аналогу [1]
Объяснение вышеназванных причин трещинообразования вызывается различной скоростью расширения карбидов вольфрама и карбидов кобальта (1:3), происходящих при значении скорости нагрева более 72-85oC/с.
Установленный период стойкости твердосплавных пластин снижается с 1012 до 108 циклов термонагружений, (см. кн. В.А.Остафьев /Расчет динамической прочности твердосплавного режущего инструмента, М. Машиностроение, 1978).
Цель изобретения повышение производительности и периода стойкости режущего инструмента.
Поставленная цель достигается тем, что по способу обработки материалов резанием, заключающемуся в сообщении формообразующих движений подач и контактном электроразогреве срезаемого слоя, зону электроразогрева располагают перед зоной стружкообразования, причем нагреваемый участок обработанной детали приравнивают к значению припуск на последующей чистовой операции.
На чертеже схематично показано устройство для реализации способа обработки материалов резанием.
Способ осуществляется следующим образом.
В процессе механической обработки вращающейся заготовки 1 режущий инструмент 2 подают вдоль оси заготовки (кружочек с крестиком означает движение резца от наблюдателя, а кружочек с точкой навстречу наблюдателю) с подачами Д1 и Д2. Относительно резца 2 заготовке 1 сообщается главное движение подачи Д3. На конической образующей срезаемого слоя детали установлены вращающиеся ролики 3 и 4, которым от детали сообщается самовращение с подачами Д4 и Д5. Образующие цилиндрической поверхности роликов 3 и 4 введены в контакт с обрабатываемой поверхностью заготовки в радиальном направлении осей вращения. Линии образующих располагают под углом охвата обработанной поверхности таким образом, что точки, образующие основание сегментной поверхности ограничивают высоту сегмента 5, обозначенную символом "КСИ".
Высота "КСИ" является максимальной глубиной прогрева заготовки в процессе срезания основного припуска и равна глубине чистового припуска на последующую операцию. После подключения технологического тока к полюсам "+" и "-", соответственно 6 и 7, прогрев срезаемого слоя будет ограничен основанием упомянутого сегмента 5. Очень важно, чтобы режущая пластина не образовывала электроискрового свечения. Именно поэтому резец 2 не включен в цепь технологического тока, как, например, это сделано в прототипе [2]
Источник технологического тока 8 заземлен клеммой 9, а деталь 1 клеммой 10.
Сравнение зон нагрева в прототипе и предлагаемом техническом решении показывает, что нет необходимости прогревать все сечение круга, т.к. достаточно ограничить эту зону основанием сегмента 5, что практически может составить не более 15 и не менее 3% сечения круга, причем прогрев среза конической поверхности с расположением основания среза, лежащим на образующих роликов 3 и 4, также позволяет вести нагрев срезаемого слоя с весьма большей скоростью, не затрагивая влияния локальных зон разогрева лезвия из твердого сплава. Это соответственно и приводит к значительному повышению термостойкости инструментальных пластин, выполняемых из твердого сплава, например из Т15К6 при обработке сталей типа 4ОХНМА.
При значительных силовых нагрузках режущего элемента на поверхность заготовки образуются остаточные напряжения сжатия, проникающие на глубину от 20 до 250 мкм, а поэтому необходимо упреждение величины подачи на оборот, т.е. значение подачи не должно быть менее величины упрочненного слоя. Именно эти причины и составляют основные затруднения и не способствуют интенсификации процесса обработки резанием.
Аналогичные проблемы остаются и для аналога [1]
Технико-экономическое обоснование процесса.
Применение нового способа обработки материалов резанием, приводит к многократному ускорению разогрева обрабатываемой зоны детали, улучшает качество обрабатываемой поверхности за счет разупрочнения зоны обработки в черновом и чистовом режимах. Резко снижается силовая ситуация в зоне резания за счет опережающей подачи на врезание в заготовку относительно высоты упрочненного слоя обрабатываемой поверхности, а также за счет подогрева срезаемого слоя. Ускорение разогрева обусловлено тем, что ток в первую очередь проходит по самому короткому пути, т.е. по основанию сегмента 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 1991 |
|
RU2014972C1 |
| ДИСКОВАЯ ФРЕЗА | 1992 |
|
RU2014176C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 1991 |
|
RU2014182C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| СПОСОБ РАЗРЕЗАНИЯ МРАМОРНЫХ ПЛАСТИН | 1997 |
|
RU2132275C1 |
| ФРЕЗА | 1992 |
|
RU2014967C1 |
| СБОРНАЯ ФРЕЗА | 1992 |
|
RU2014992C1 |
| РЕЗЕЦ | 1991 |
|
RU2014169C1 |
| ТОРЦОВАЯ ФРЕЗА | 1992 |
|
RU2018419C1 |
| ФРЕЗА | 1991 |
|
RU2014177C1 |
Использование: изобретение относится к механической обработке и может быть использовано для обработки различных токопроводящих материалов в машиностроении при точении и фрезеровании. Сущность изобретения: способ обработки заключается в сообщении формообразующих движений подач и контактном электронагреве срезаемого слоя. Зону электронагрева располагают перед зоной стружкообразования, причем нагреваемый участок обработанной детали приравнивают к значению припуска на последующей чистовой операции, а значение подачи на оборот выбирают более толщины упрочненного слоя обрабатываемой поверхности. 1 ил.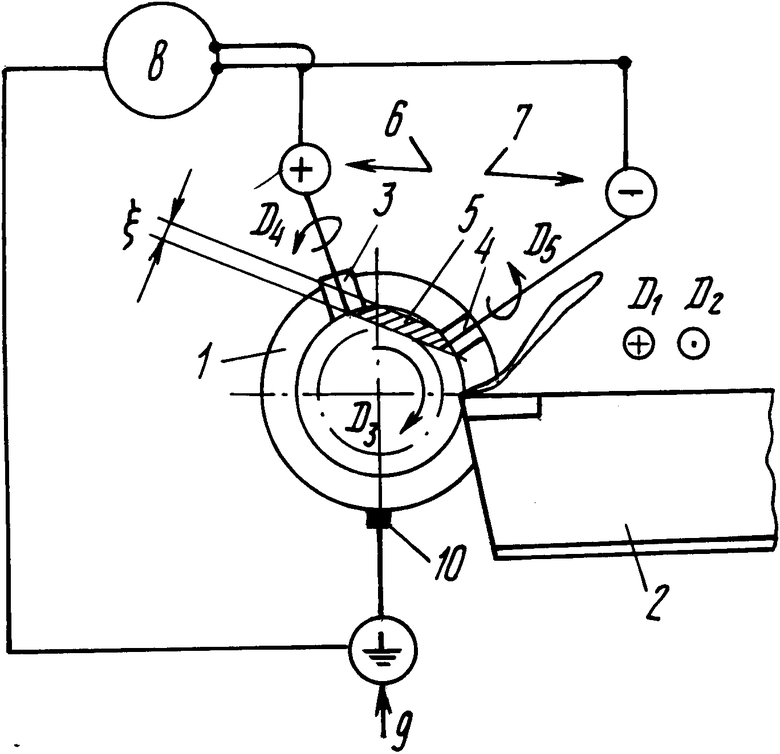
Способ обработки материалов резанием, заключающийся в сообщении формообразующих движений подач и контактном разогреве срезаемого слоя, отличающийся тем, что зону электроразогрева располагают перед зоной стружкообразования, нагреваемый участок обработанной детали приравнивают к значению припуска на последующей чистовой операции, а значение подачи на оборот выбирают более толщины упрочненного слоя обработанной поверхности.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1738494, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1734701, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
