Изобретение относится к металлообработке и может быть использовано для электроабразивного шлифования.
Известен инструмент для электроабразивного шлифования/ соодержащий перфорированный полый абразивный элемент на металлической связке со сферическими рабочими участками/ цилиндрический корпус для закрепления абразивного элемента и оправку с системой каналов для подачи технологической жидкости через полость абразивного элемента в зону обработки.
Недостатком известного инструмента является частичное выполнение рабочей поверхности в виде сферы/ что значительно ограничивает возможность более эффективного использования всей сферической поверхности режущего элемента/ что снижает период стойкости режущих пластин/ а кроме того/ недостаточная очистка электролита снижает качество обрабатываемой поверхности.
Цель изобретения - повышение периода стойкости инструмента за счет использования полной сферической поверхности.
Это достигается тем/ что инструмент для электроабразивного шлифования/ содержащий перфорированный полый абразивный элемент на металлической связке со сферическими рабочими участками/ цилиндрический корпус для закрепления абразивного элемента и оправку с системами каналов для подачи технологической жидкости через полость абразивного элемента в зону обработки/ снабжен дополнительными абразивными элементами и кольцевым компенсатором/ при этом каждый из абразивных элементов выполнен в виде сферы/ корпус изготовлен из двух частей/ закрепленных на оправке/ на торце одной части выполнены выемки/ в другой - сквозные отверстия под сферы/ а компенсатор расположен между торцами частей корпуса по их периметру и предназначен для создания полости для подвода рабочей жидкости от каналов оправки к поверхностям сфер.
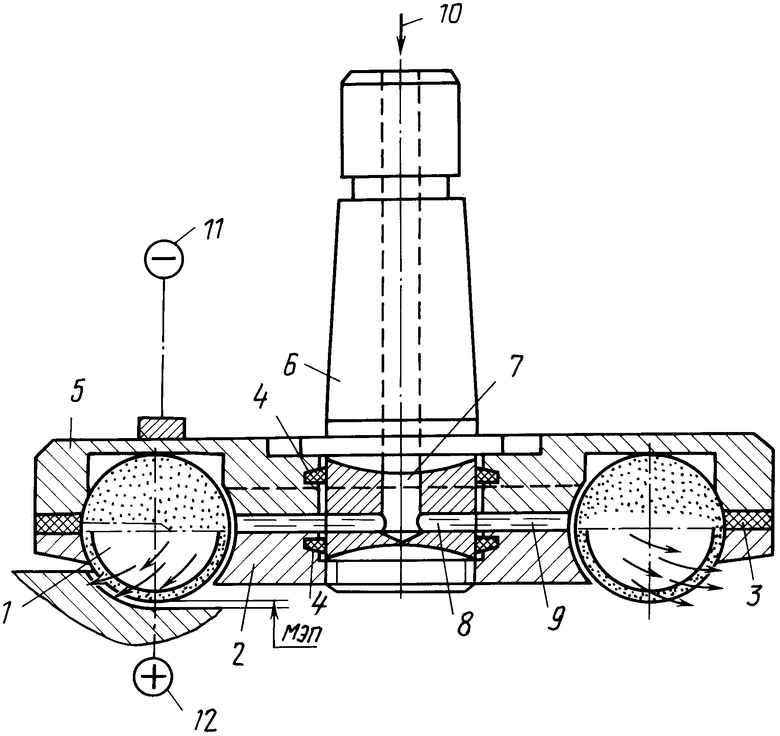
На чертеже показан предлагаемый инструмент/ разрез.
Инструмент для электроабразивного шлифования состоит из полых перфорированных режущих элементов 1/ выполненных в виде сферы/ которые установлены в сферических выемках корпуса 2.
Компенсатор 3 и уплотнения 4 соответственно расположены по периметру торцовых поверхностей корпусов 2 и 5 и цилиндрических поверхностей корпусов 5 и 2 и оправки 6.
В цилиндрической оправке 6 имеется осевое отверстие 7/ сообщающееся с радиальными каналами 7/ предназначенными для подвода в полость 9 технологической жидкости 10/ которая проходит через полые сферические перфорированные элементы 1 и поступает к рабочим контактным зонам инструмента.
Для обеспечения электроабразивного процесса шлифования к корпусу 5 подведены отрицательный 11/ а к детали - положительный 12 контакты. Деталь может обрабатываться с чистовым и черновым припусками.
Жидкость 10 дополнительно очищается/ проходя через оболочки сфер/ что значительно улучшает условия обработки поверхности/ а периодический поворот рабочих участков сферы значительно повышает общий период стойкости инструмента.
Работает инструмент следующим образом.
Оправка 6 с элементами корпусов 1 и 5 закрепляется в шпинделе станка. Для обеспечения рабочего процесса инструменту сообщают вращение/ корпус 5 инструмента подключают к отрицательному/ а деталь - к положительному потенциалам технологического тока. Через отверстия 7 и 8 в полость 9 между корпусами 2 и 5 подают технологическую жидкость 10/ которая проходит через перфорированную оболочку элементов 1. Выход жидкости за пределы корпуса не происходит в результате запирания ее кольцевыми компенсатором 3 и уплотнениями 4. Зазор (МЭП) находится в пределах 30-150 мкм в зависимости от зернистости алмазных или абразивных зерен.
Инструмент для электроабразивного шлифования повышает период стойкости режущих элементов/ повышает качество обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ | 1991 |
|
RU2014169C1 |
| ФРЕЗА | 1992 |
|
RU2014967C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| ГАЙКА | 1993 |
|
RU2065533C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |
| ДИСКОВАЯ ФРЕЗА | 1992 |
|
RU2014176C1 |
| ТОРЦОВАЯ ФРЕЗА | 1992 |
|
RU2018419C1 |
| СБОРНАЯ ФРЕЗА | 1992 |
|
RU2014992C1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕНИЯ | 1991 |
|
RU2024362C1 |
Использование: электроабразивное шлифование. Сущность изорбретения. На оправке закреплены части корпуса, по периметру которых расположен компенсатор, а в выемках - полые сферические абразивные элементы. Корпус и обрабатываемая деталь подключены соответственно к отрицательному и положительному полюсам источника питания. Технологическая жидкость подается в зону обработки через отверстия в оправке, полость между корпусами и перфорированные абразивные элементы. Двойное прохождение жидкости через стенки абразивных элементов обеспечивает высокую степень ее очистки, что улучшает условия обработки, а периодический поворот сфер повышает общий период стойкости инструмента. 1 ил.
ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ, содержащий перфорированный полый абразивный элемент на металлической связке со сферическими рабочими участками, цилиндрический корпус для закрепления абразивного элемента и оправку с системами каналов для подачи технологической жидкости через полость абразивного элемента в зону обработки, отличающийся тем, что он снабжен дополнительными абразивными элементами и кольцевым компенсатором, при этом каждый из абразивных элементов выполнен в виде сферы, корпус изготовлен из двух частей, закрепленных на оправке, на торце одной части выполнены выемки, в другой - сквозные отверстия под сферы, а компенсатор расположен между торцами частей корпуса по их периметру с образованием полости для подвода рабочей жидкости от каналов оправки к поверхностям сфер.
