Изобретение относится к области машиностроения, а именно к металлорежущим инструментам для нарезания зубчатых изделий.
Известна сборная червячная фреза, содержащая корпус с продольными канавками и буртом, зубчатые рейки, установленные основаниями на наружной цилиндрической поверхности корпуса между канавками, опорные планки, закрепленные в канавках корпуса с помощью резьбовых элементов, и прижимные планки, закрепляемые на корпусе с помощью резьбовых элементов так, что каждая зубчатых реек размещена между соседними опорными планками и расклинена одной прижимной планкой [1]
Конструкция фрезы позволяет выполнить режущие элементы наиболее выгодной, плоской формы, обеспечивает точное базирование реек относительно друг друга в осевом направлении за счет упора их в бурт корпуса, а также простоту установки (замены) одной или нескольких реек без разборки остальной части фрезы, так как рейки не имеют заплечиком.
Вместе с тем фреза имеет пониженную стойкость и невысокое качество зубофрезерования из-за ограниченного числа режущих элементов, так как половину окружности базовой поверхности корпуса занимают опорные и прижимные планки. Фреза не может быть точно выполнена по угловому шагу, поскольку при выполнении канавок в корпусе будет иметь место ошибка по шагу и особенно накопленная ошибка по шагу. Наконец, на станочную оправку фрезы устанавливается с зазором, что приводит к погрешности ее установки [2]
Известна также сборная червячная фреза, содержащая корпус с установочным местом, зубчатые рейки с заплечиками и торцевые крышки с элементами крепления, предназначенные для взаимодействия с заплечиками зубчатых реек и установленные с возможностью осевого перемещения друг относительно друга [3] Фреза наиболее близка к изобретению по совокупности признаков и принята в качестве прототипа.
Недостатки фрезы состоят в том, что корпус фрезы, имеющий длину, равную (или большую) длине реек, выполнен жестким, без возможности деформирования в радиальном направлении. Поэтому рейки при осевом перемещении торцовых крышек навстречу друг другу, не имея возможности радиального перемещения в сторону оси фрезы, не могут вступать в непосредственный контакт с оправкой станка для выбора посадочного зазора фрезы. Все это увеличивает количество элементов размерной цепи, определяющей суммарную погрешность (радиальное биение) зубьев рейки.
Задача изобретения состоит в создании сборной червячной фрезы с подвижными торцовыми крышками на заплечиках клиновидных реек, каждая из которых была бы снабжена отдельной режущей частью простой технологической формы, устанавливаемой непосредственно на станочную оправку, и при этом замену режущей части можно было бы осуществлять без демонтажа торцовых крышек с заплечиков реек, а фрезу устанавливать на оправку без зазора.
Для решения этой задачи в сборной червячной фрезе, содержащей корпус с установочным местом, зубчатые рейки с заплечиками и торцовые крышки с элементами крепления, предназначенные для взаимодействия с заплечиками зубчатых реек и установленные с возможностью осевого перемещения друг относительно друга, согласно изобретению корпус выполнен в виде двух разнесенных по оси фрезы упругодеформируемых элементов, а зубчатые рейки выполнены сборными, включающими соединенные между собой с возможностью раздельного радиального перемещения клиновидную обойму с заплечиками и плоскопараллельную режущую пластину, зубчатые рейки включают также резьбовые элементы для соединения упомянутых клиновидных обойм и режущих пластин, при это клиновидные обоймы между заплечиками имеют открытый спереди сквозной радиальный паз, в котором установлена упомянутая режущая пластина, а торцовая поверхность последней обращенная к оси фрезы, вступает относительно аналогичной поверхности клиновидной обоймы и образует основание рейки, предназначенное для взаимодействия с оправкой станка при установки на нее сборной червячной фрезы, при этом элементы крепления торцевых крышек предназначены для взаимодействия с резьбовыми отверстиями, выполненными в заплечиках клиновидных обойм, а поверхности взаимодействия торцовых крышек и упомянутых заплечиков выполнены коническими, при этом длина зубчатых реек превышает длину корпуса.
Такое конструктивное исполнение фрезы позволяет:
выполнить режущую часть в виде сменного элемента наиболее простой и технологичной формы, а именно в виде плоскопараллельной пластины с возможностью многократной до десятков раз замены на одной и той же обойме по мере стачивания ее зубчатой головки;
увеличить в десятки раз, т.е. до полного износа, продолжительность службы наиболее сложной и дорогостоящей клиновой обоймы рейки;
получить рейку, обойма которой выполнена из более дешевой, конструкционной стали, что позволит существенно, в 2-3 раза уменьшить расход быстрорежущей стали, особенно для крупномодульных фрез;
осуществлять смену режущих элементов сборных червячных фрез, содержащих рейки с заплечиками и зафиксированных крышками, без демонтажа последних;
образовывать точную расчетную толщину клина рейки путем простого сдвига пластины в пазу обоймы на необходимую величину с последующей фиксацией их взаимоположения элементами крепления;
обеспечить возможность беззазорной посадки фрезы на станочную оправку с непосредственной опорой на нее, минуя корпус, режущих элементов, что существенно повышает точность сборной червячной фрезы.
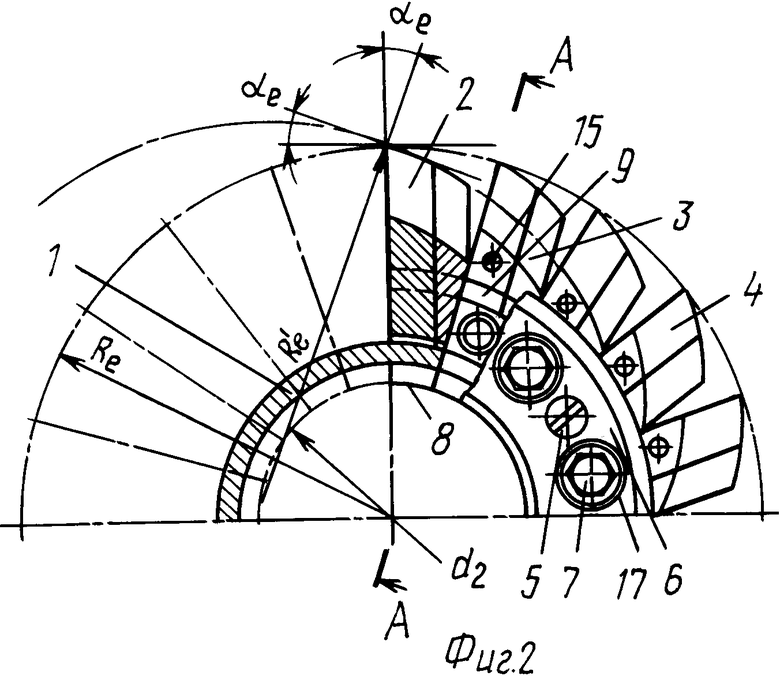
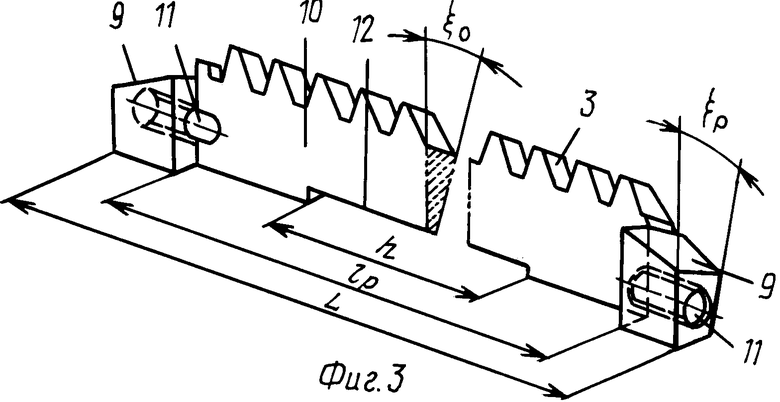
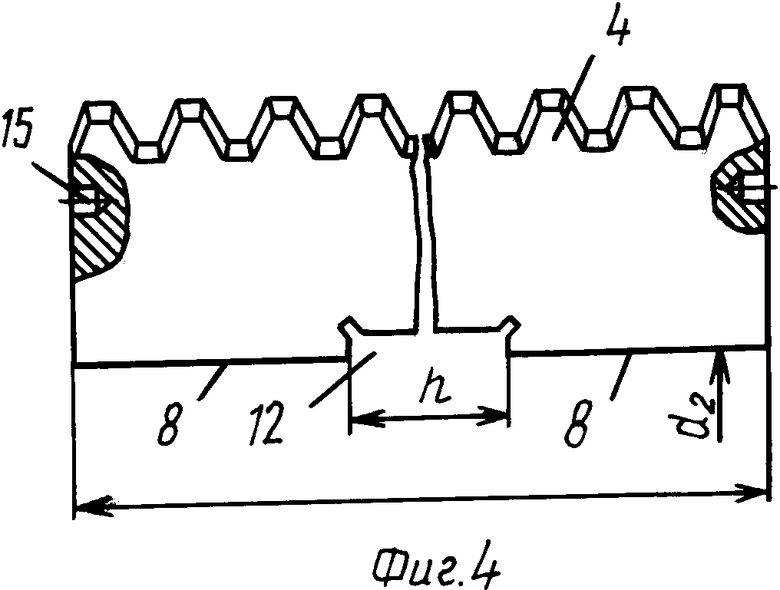
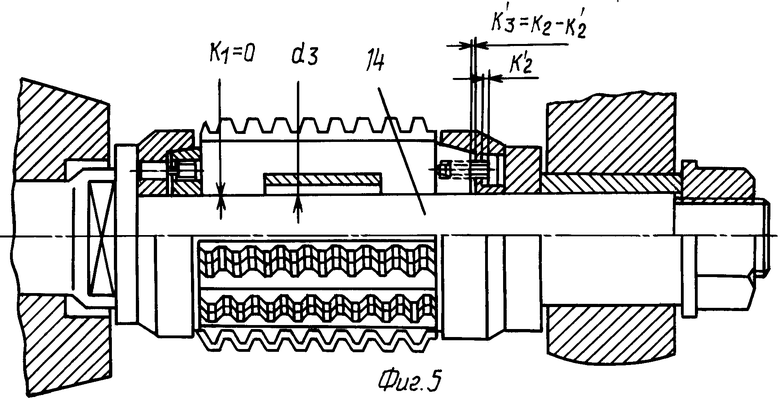
На фиг. 1 показана сборная червячная фреза со сборными клиновидными рейками, несущими профилированные режущие пластины, вид сбоку; на фиг. 2 - фреза по фиг. 1, вид с торца; на фиг. 3 обойма рейки в изометрии; на фиг. 4 форма режущего элемента; на фиг. 5 фреза, установленная на оправку станка.
Фреза содержит корпус 1, сборные клиновидные зубчатые рейки 2, состоящие из обоймы 3 (фиг. 3), режущей пластины 4 (фиг. 4) и элементов 5 крепления пластин в обойме, торцевые крышки 6 и элементы 7 крепления крышек на обоймы реек 2. Корпус 1 выполнен в виде цилиндрической тонкостенной, упругодеформируемой в радиальном направлении, втулки с образующей установочное место корпуса высотой h, меньшей длины L реек. Внутренний диаметр d1 корпуса превышает диаметр d2 посадочного отверстия фрезы, которое образовано обращенными в сторону оси фрезы торцовыми поверхностями-основаниями 8 свисающих концов режущих пластин 4 (фиг. 1 и 4). Обойма 3 представляет собой радиальный клин с углом ξo равным углу ξp клина сборной рейки 2. На концах клина выполнены конической формы заплечики 9, а со стороны передней поверхности открытый спереди сквозной радиальный паз 10 под режущую пластину 4. Заплечики снабжены сквозными отверстиями 11, в одном из которых размещен винт 5, а в другом винт 7, при этом в собранной фрезе винты чередуется (фиг. 1 и 2). На обращенных в сторону оси фрезы торцевых поверхностях обойм 3 и пластин 4 выполнены одинаковые выемки 12 (фиг. 3 и 4) для их плотного соединения с корпусом 1, при этом поверхности 13 обойм 3 всегда располагаются от оси фрезы на расстоянии, превышающем диаметр посадочного отверстия фрезы, который в свою очередь превышает диаметр d3 станочной оправки 14 (фиг. 1). В торцевых поверхностях пластин 4, выполненных в виде плоскопараллельных зубчатых режущих элементов (фиг. 2 и 4), имеются неперекрываемые крышками 6 глухие отверстия 15, предназначенные для соединения с инструментом (пинцетом) при демонтаже их с корпуса 1 фрезы. В зависимости от формы оснований 8 пластины могут образовывать многогранное или круглое посадочное отверстие d2 (фиг. 2). Устанавливаемые на конических заплечиках 9 обойм 3 крышки 6 снабжены ответным посадочным конусом, чем обеспечивается возможность перемещения крышек друг относительно друга при закреплении фразы на оправке станка 14, а также отверстиями 16 (фиг. 1) для доступа инструмента к винтам 5, с которыми чередуются отверстия 17 (фиг. 2) под головки винтов 7.
Фрезу изготавливают и собирают следующим образом. Готовые под профилирование пластины 4 (твердосплавного или быстрорежущего исполнения) устанавливают в пазах 10 обойм 3, выдерживая заданную относительно основания 8 требуемую толщину клина рейки 2, и фиксируют винтами 5. Комплект собранных реек нумеруют, последовательно устанавливают в технологическом положении на специальную оправку "А" (не показано), шлифуют по наружному цилиндру Re, профилируют методом глубинного резьбошлифования, заменяют пластины на другой комплект и снова профилируют, повторяя операцию по числу запасных комплектов, разбирают технологический червяк, и рейки первого комплекта в той же последовательности, без поворота на 180o, но в рабочем положении монтируют плотно друг от другу на установочном месте размещенного на спецоправке "Б" рабочего корпуса 1 (не показано). При этом в осевом направлении рейки 2 фиксируют беззазорной посадкой по торцам корпуса, а в радиальном опорой пластин основанием 8 на цилиндр спецоправки "Б", равный по диаметру d3 станочной оправки 14, и скрепляют, например хомутом (не показано). Далее шлифуют рабочие заплечики 9 на рейках 2, устанавливают торцевые крышки 6 и винты 7, а спецоправку демонтируют. В результате боковые режущие кромки зубьев рейки располагаются на винтовых поверхностях, а вершинные по наружному цилиндру Re основного червяка с образованием задних, вершинного αl и бокового, углов резания. Фреза собрана.
При установки на станок фрезу посадочным отверстием d2 свободно надвигают на станочную оправку 14 с зазором K1 (фиг. 1, 5). При включении гидрогайки станка (не показано) или вращении гайки оправки, торцовые крышки 6 смещаются навстречу друг друга, дожимают рейки на величину зазора K1 к центру фрезы до контакта основаниями 8 с цилиндром d3 станочной оправки 14. После этого пластины 4 останавливаются, а обоймы 3 реек 2 продолжают перемещаться к центру еще на некоторое расстояние, попутно упруго деформируя корпус 1 и окончательно заклинивая пластины 4. При этом зазор K2 частично выбирается до некоторой величины  а между крышками 6 и головками винтов 7 появляется зазор
а между крышками 6 и головками винтов 7 появляется зазор  Фреза установлена, закреплена и готова к работе.
Фреза установлена, закреплена и готова к работе.
При раскреплении фрезы упругие силы корпуса 1 возвращают рейки 2 в исходное положение. Крышки 6 расходятся с выбором зазора K3, т.е. до упора в головки винтов 7, зазора K2 и K1 восстанавливаются. При этом заклиненные обоймами 3 режущие пластины 4 частично расклиниваются, но удерживаются в обоймах винтами 5. Фреза возвращается в исходное, по фиг. 1, положение и свободно демонтируется со станочной оправки 14.
Для замены одной, нескольких, или всего комплекта режущих пластин 4, фрезу устанавливают на спецоправку "Б". Через отверстия 16 торцовых крышек 6 обладают крепежные винты 5 удаляемых режущих пластин 4. Проволочным пинцетом, отогнутые концы которого вводят в торцовые отверстия 15, извлекают сточную пластину 4, ставят новую, доводя до упора ее основанием 8 в цилиндр оправки и фиксируют ее обратно винтом 5.
Таким образом фреза, снабженная сборными клиновыми рейками:
позволила получить простую, в виде плоскопараллельной пластины, форму режущего элемента и сделать его сменным;
облегчала задачу получения клиновидных реек с высокой точностью клина то толщине в расчетном сечении за счет регулировки взаимоположения обоймы и режущего элемента;
многократно увеличила суммарную стойкость благодаря сменности режущих элементов, снизив соответственно удельную себестоимость зубонарезания детали;
обеспечила при наличии на рейках конических заплечиков замену режущих элементов без демонтажа торцевых крышек фрезы;
обеспечила возможность беззазорной посадки фрезы на станочную оправку с непосредственной опорой на нее, минуя корпус, режущих элементов, что существенно повышает точность сборной червячной фрезы.
Источники информации
1. Цвис Ю.В. Моцигин С.В. Сборные червячные фрезы. Обзор С-2, НИИМаш, М. 1967 г. с. 39, рис. 43.
2. Справочник инструментальщика. Л. Машиностроение, 1987, с. 592.
3. Ав. св. СССР N 285470, B 23 F 21/16, опубл. 29.10.70, бюл. N 33 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ЗУБЬЕВ СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | 1993 |
|
RU2087277C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2125332C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2102198C1 |
| РУЛЕВОЙ МЕХАНИЗМ ТРАНСПОРТНОГО СРЕДСТВА С ГИДРОУСИЛИТЕЛЕМ | 1993 |
|
RU2041103C1 |
| Сборная червячная фреза | 1985 |
|
SU1306659A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
Использование: область машиностроения, металлорежущие инструменты для нарезания зубчатых изделий. Сущность изобретения: фреза содержит упругодеформируемый в радиальном направлении корпус с установочным местом, клиновидные зубчатые рейки с коническими заплечиками и выемками в основаниях для фиксации на установочном месте корпуса, торцевые крышки с элементами их крепления, установленные посадочным конусом на заплечики реек с возможностью перемещения друг относительно друга. Повышение ресурса фрезы, возможность ее беззазорной посадки на станочную оправку при перемещении крышек навстречу друг другу по заплечикам обойм и смены любой из пластин без разработки фрезы достигнуты выполнением реек сборными, включающими обойму с открытым спереди сквозным радиальным пазом и установленную в этом пазу плоскопараллельную режущую пластину, обращенная к оси фрезы поверхность которой выполнена выступающей относительно аналогичной поверхности обоймы и образует основание рейки, при этом обойма и пластина соединены между собой с возможностью раздельного радиального перемещения, а элементы соединения обойм с пластинами размещены в резьбовых отверстиях под крепеж торцовых крышек. 5 ил.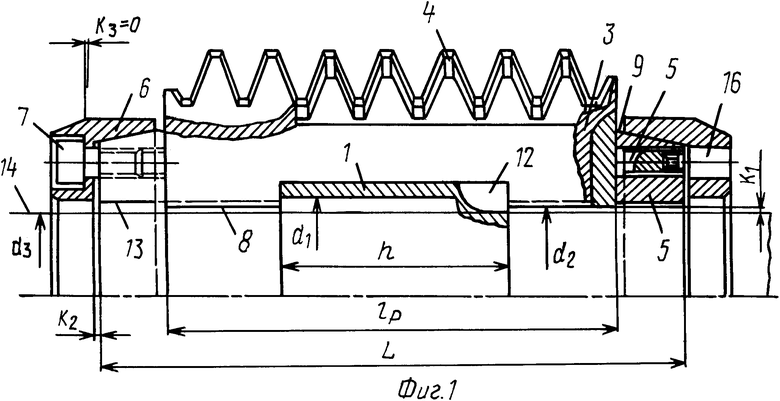
Сборная червячная фреза, содержащая корпус с установочным местом, зубчатые рейки с заплечиками и торцевые крышки с элементами крепления, предназначенные для взаимодействия с заплечиками зубчатых реек и установленные с возможностью осевого перемещения одна относительно другой, при этом зубчатые рейки имеют выемки в основании, предназначенные для фиксации на установочном месте корпуса, отличающаяся тем, что упомянутые зубчатые рейки выполнены сборными, включающими соединенные между собой с возможностью раздельного радиального перемещения клиновидную обойму с заплечиками и плоскопараллельную режущую пластину, зубчатые рейки включают также резьбовые элементы для соединения упомянутых клиновидных обойм и режущих пластин, при этом клиновидные обоймы между заплечиками имеют открытый спереди сквозной радиальный паз, в котором установлена упомянутая режущая пластина, а торцевая поверхность последней, обращенная к оси фрезы, выступает относительно аналогичной поверхности клиновидной обоймы и образует основание рейки, предназначенное для взаимодействия с оправкой станка при установке на нее сборной червячной фрезы, при этом элементы крепления торцевых крышек предназначены для взаимодействия с резьбовыми отверстиями, выполненными в заплечиках клиновидных обойм, а поверхности взаимодействия торцевых крышек и упомянутых заплечиков выполнены коническими, при этом длина зубчатых реек превышает длину корпуса.
| SU, авторское свидетельство, 285470, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
