Изобретение относится к области машиностроения, в частности к червячным инструментам для обработки зубчатых изделий.
Известно, что червячные инструменты получают на базе эвольвентного Z1, архимедового Z2 или конволютного ZN основного червяков (см. книгу: Металлорежущие инструменты (Г.Н.Сахаров, О.Б.Арбузов, Ю.Б.Боровой и др. - М., Машиностроение, 1989, с. 224-226). Их недостатками является несоответствие профиля червяка профилю зубьев рейки, которое растет с увеличением угла подъема винтовой линии, например при увеличении количества заходов или при уменьшении начального диаметра основного червяка.
Известны также червячные шлифовальные круги, у которых осевое сечение представляет исходную зубчатую рейку (см. книгу: Производство зубчатых колес: Справочник (С.Н.Калашников, А.С.Калашников, Г.И.Коган и др.; под общ. ред. Б.А.Тайца. - М., Машиностроение, 1990, с. 120). Недостатком увязки рейки с осевым сечением является искажение профиля зуба в производящем сечении - нормальном к виткам червяка, которое возрастает с увеличением числа заходов, при этом совмещение профиля плоской исходной рейки и профиля круга в производящем сечении возможно только на ее среднем зубе.
Известен червячный инструмент, сформированный на базе основного гиперболоидного червяка, полученного при винтовом движении с шагом и угловой скоростью исходной зубчатой рейки, имеющей наклон вдоль оси ее винтового движения под углом, равным углу подъема витков червяка на начальном цилиндре (см. SU 1692778, B 23 F 21/16, 1989).
В предлагаемом изобретении приведенные недостатки исключены путем выполнения у червячных инструментов точного реечного зацепления, полученного на базе основного червяка, сформированного при винтовом движении всего ряда зубьев, входящих в станочное зацепление с обрабатываемым колесом исходной зубчатой рейки, развернутой вдоль оси ее винтового движения под углом наклона, равным углу подъема витков червяка на начальном цилиндре. Такое исполнение основного червяка возможно у любых разновидностей цилиндрических или глобоидных червячных инструментов.
Описание предлагаемых червячных инструментов на базе точного реечного зацепления поясняется на чертежах.
На фиг. 1 показан вид с торца инструмента 1 (например, червячного шлифовального круга), основной червяк которого связан с системой координат OчXчYчZч, имеющей начало Oч в среднем сечении начального цилиндра диаметра dwч, поверхность которого в точке OP совмещена с начальной прямой н.п. исходной зубчатой рейки 2 (совпадают с делительным цилиндром червяка диаметра d1 и делительной прямой исходной зубчатой рейки в частном случае). При наклоне исходной зубчатой рейки относительно оси OчZч на угол ωω, равный углу γω подъема винтовой линии червяка на начальном цилиндре, ее зубья относительно точно совпадают с цилиндрической поверхностью только у оси OчYч, а крайние зубья выступают за исходные поверхности выступов диаметра Daч и впадин диаметра Dfч, соответственно формируя наружный диаметр D'aч и внутренний диаметр D'fч, которые плавно изменяются от исходных параметров Daч и Dfч к конечным D'aч и D'fч по математическим зависимостям, составляющим ноу хау данной заявки. Поскольку продольные образующие плоской исходной рейки у предложенных червячных инструментов являются прямолинейными, поэтому наклон рейки к оси OчZч под углом ωω, равным углу γω подъема винтовой линии червяка на начальном цилиндре, обеспечивает формирование поверхности 3 гиперболоидного основного червяка ZH, профиль которого совпадает с профилем исходной зубчатой рейки на всей длине, что исключает искажения при любом числе заходов (см. доклад: Витренко А.Н., Витренко В.А. и др. "Технология изготовления гиперболоидных накатников для сглаживания поверхностей деталей типа тел вращения", в книге: "Прогрессивная техника и технология машиностроения". Тез. докл. междунар. науч.-техн. конф. - Донецк: ДонГТУ, 1995, с. 39-40). При этом червяки ZH исключают потребность в червяках Z1 и в различных вариантах ZN червяков, т.к. их профиль заменяет эти исполнения.
Известен также способ формообразования червяков при винтовом движении образующей AB профиля винтовой поверхности, которое определяется двумя параметрами: угловой скоростью ω и скоростью перемещения вдоль оси червяка vо, на базе которого получают червяки с различными разновидностями боковых поверхностей витков, зависящих от вида инструментов, образующих их профиль, и от положения их по отношению к оси червяка, а также от закона движения (см. книгу: Зубчатые передачи: Справочник / Е.Г.Гинзбург, Н.Ф.Головачев и др. Под общ. ред. Е.Г.Гинзбурга. - Л.: Машиностроение, 1980, с. 136-139). При этом формирование цилиндрических червяков осуществляется движением инструментов параллельно оси червяка, что не обеспечивает совмещения их профиля с профилем исходной рейки на других участках, кроме среднего зуба.
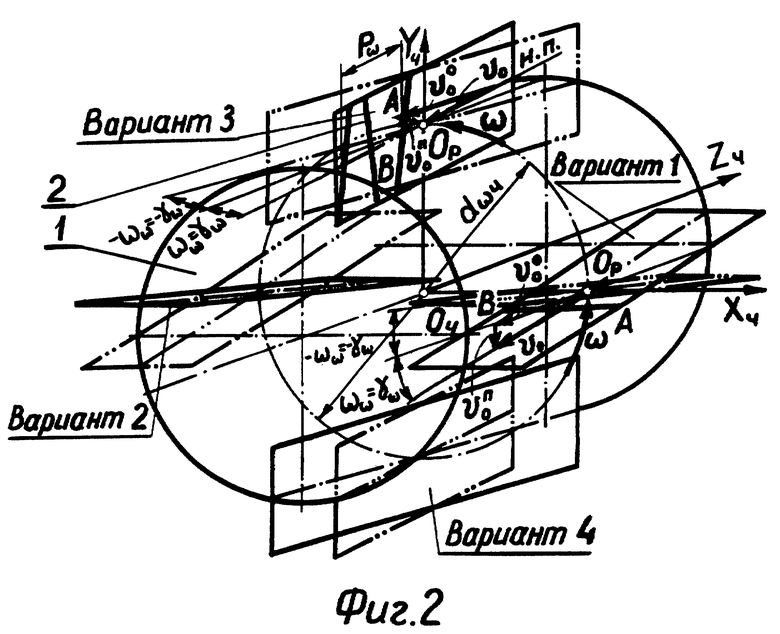
В предлагаемом способе указанный недостаток устранен заменой осевого движения образующей AB косым, под углом ωω наклона реек к оси червяка, равным углу подъема витков на делительном цилиндре. Описание предлагаемого способа поясняется на фиг. 2. Червячный инструмент 1, основной червяк которого связан с системой координат OчXчYчZч, имеющей центр Oч, размещенный на оси начального цилиндра диаметра dwч, поверхность которого в точке Oр среднего сечения совмещена с начальной прямой н.п. исходной зубчатой рейки 2, имеющей наклон под углом ωω, равным углу γω подъема витков червяка, и шаг зубьев Pω. Винтовое движение образующей AB профиля основного червяка определяют три параметра: угловая скорость ω, скорость v0 поступательного движения относительно оси червяка и угол ωω его направления, в результате чего скорость v0 может быть разложена на две составляющие: осевую v0о и поперечную v0п, определяемые по зависимостям:
v
v
где v0 - скорость поступательного перемещения по нормали к витку червяка:
vo= πz1mω,
здесь z1 - число заходов червяка,
m - модуль,
ω - угловая скорость вращения червяка.
Реализация косой подачи под углами наклона ± ωω, соответствующими формированию правозаходного или левозаходного червяка, возможна как относительно горизонтальной (варианты 1, 2), так и вертикальной (варианты 3, 4) плоскостей, с которыми связывают ориентацию производящей поверхности инструмента. При этом формообразующие движения вращения и косой подачи автоматически обеспечивают профилирование гиперболоидного основного червяка ZH, профиль которого полностью совпадает с профилем исходной зубчатой рейки, что исключает искажение инструмента при любом количестве заходов.
Известны также цельные червячные шлифовальные круги для обработки зубчатых колес (см. книгу: Производство зубчатых колес: Справочник /С.Н.Калашников, А. С. Калашников, Г.И.Коган и др.; Под общ. ред. Б.А.Тайца. - М.: Машиностроение, 1990, с. 120-121). Их недостатком является большой расход абразивного материала и наличие погрешностей профиля зуба вдоль режущих кромок, которые возрастают по мере увеличения количества заходов.
Для устранения указанных недостатков предложена сборная конструкция кругов, у которых режущая часть выполнена в виде плоских одновитковых пружин, имеющих выемки или скосы на боковых сторонах наружной части пружин для нанесения на них слоя абразивного материала по всей высоте профиля, а основание и боковые стороны внутренней части введены в винтовые канавки на цилиндрическом корпусе. Для повышения точности окончательное профилирование кругов обеспечено правкой в сборе, после установки на зубошлифовальном станке.
Конструкции предлагаемых кругов поясняются на чертежах.
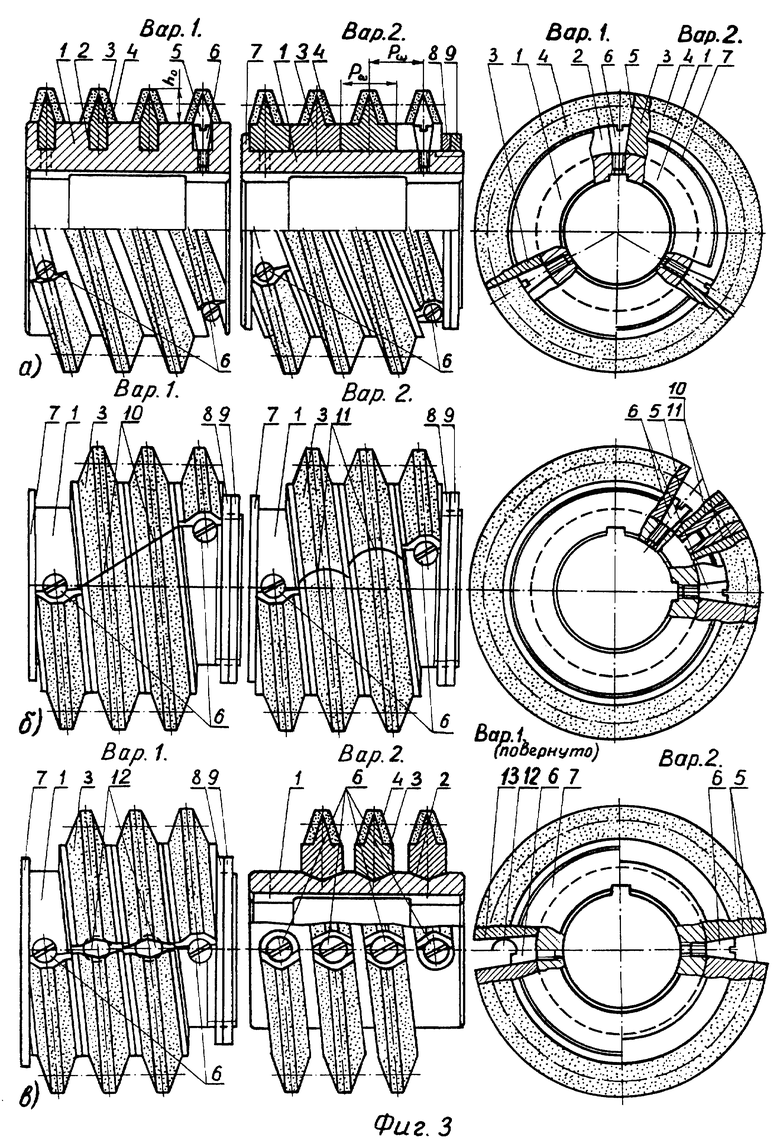
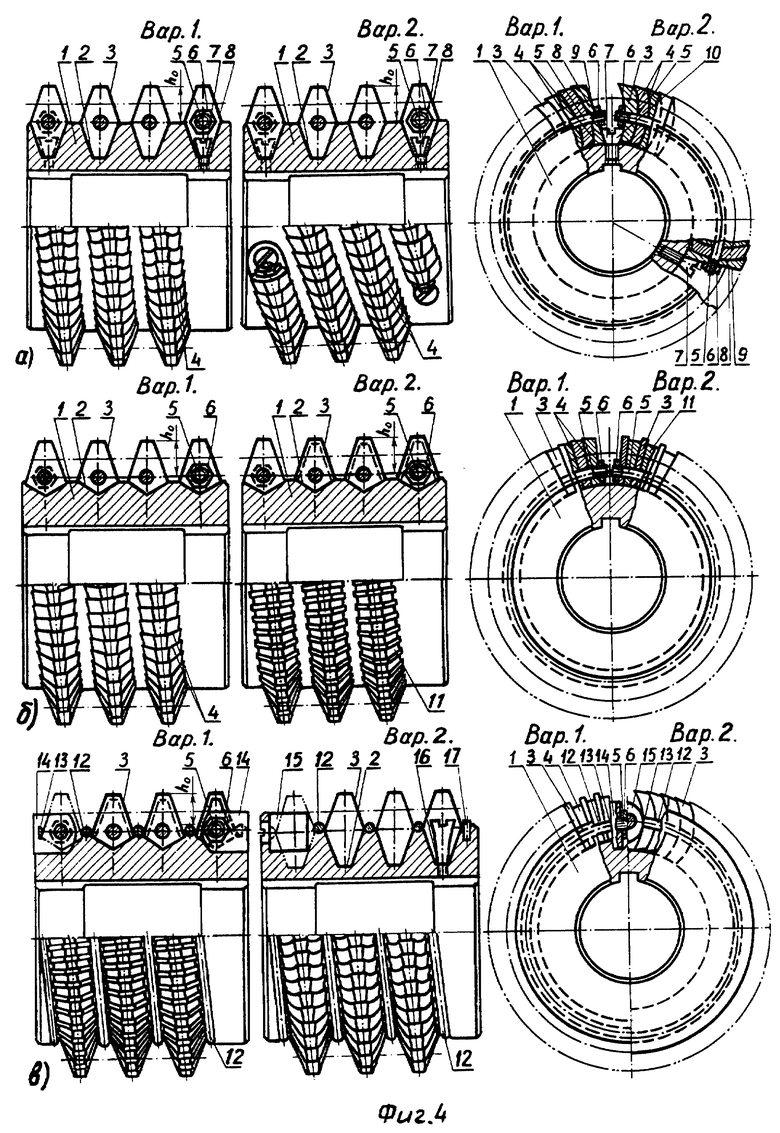
На фиг. 3.а приведена конструкция сборного круга, который имеет корпус 1, в винтовые канавки 2 которого введены выполненные из плоских колец одновитковые пружины 3 с нанесенным по их наружной поверхности абразивным слоем 4 на высоту профиля h0 ≥ 2,5 m (где m - модуль нарезаемых зубьев) и зажатые по скосам 5 на обоих торцах стопорными винтами 6 с конической головкой. При этом гиперболоидная производящая поверхность формируется после правки круга.
Для упрощения конструкции круга (вариант 2) винтовые канавки на корпусе 1 исключены, ширина витков пружины 3 равна шагу исходной зубчатой рейки Pω, а осевая фиксация и зажим пружин выполнены по буртику 7 на корпусе гайками 8 и 9, одна из которых контрящая.
Недостатком использования одновитковых пружин является ограничение длины пружины, что вынуждает их применять лишь для многозаходных конструкций кругов. Для устранения указанного недостатка предложены новые конструкции кругов, у которых одновитковые пружины состыкованы своими торцами.
На фиг. 3.б показана конструкция однозаходного круга, у которого одновитковые пружины 3 состыкованы по выполненным на торцах витков скосам 10 (вариант 1) или по выступам и адекватным им впадинам 11 различной формы: угловой, дуговой и др. (вариант 2). При этом абразивный слой в зоне стыков может не наноситься, что обеспечивает дополнительный эффект от прерывистого резания при шлифовании. Другие конструктивные элементы кругов аналогичны предыдущему варианту исполнения.
Недостатком данных конструкций является уменьшение длины одновитковых пружин за счет выполнения адекватных выступов и впадин на торцах, что усложняет установку второго стопорного винта. Для устранения указанного недостатка предложены новые конструкции, у которых между вогнутыми стыкуемыми торцами введены дополнительные стопорные элементы.
На фиг. 3.в показана новая конструкция однозаходного круга, у которого одновитковые пружины 3 состыкованы через шарики 12 (или ролики с обратным конусом, или усеченные пирамиды с ромбическим, квадратным или иным подобным основанием) по выполненным на торцах 13 адекватным им выемкам (вариант 1). Остальные конструктивные элементы круга аналогичны предыдущему варианту исполнения.
Для упрощения конструкции круга состыковка по торцам 5 может быть выполнена стопорными винтами 6 с конической (вариант 2) или иной головкой, адекватной по форме торцу, а для исключения осевых перемещений пружины введены в канавки 2. Крепление аналогично исходному исполнению круга, а буртики и гайки могут быть исключены.
Известны также шеверы для обработки зубчатых колес (см. книгу: Металлорежущие инструменты /Г.Н.Сахаров, О.Б.Арбузов, Ю.Б.Боровой и др. - М.: Машиностроение, 1989. - с. 234-244). При этом червячные шеверы применяют в основном для обработки червячных колес, что объясняется их меньшей точностью и более высокой сложностью в производстве и эксплуатации, связанных с винтовой формой производящих поверхностей. Другим их недостатком является цельная конструкция, что затрудняет изготовление, особенно оснащение их твердосплавными или сверхтвердыми инструментальными материалами.
Переход к сборным червячным шеверам с реечной формой производящих поверхностей, полученных на базе предлагаемых ZH червяков и способов их обработки, устраняет указанные недостатки.
Конструкции таких сборных шеверов поясняются на чертежах.
На фиг. 4.а показан червячный шевер, имеющий корпус 1, на наружной гиперболоидной поверхности которого выполнены винтовые канавки 2 (имеющие образующие, расположенные в одной плоскости, нормальной к витку), которые служат опорной поверхностью для режущих элементов 3, выполненных из отдельных пластин, например из твердого сплава или сверхтвердых материалов, контактирующих между собой у однозаходных шеверов (вариант 1) по цилиндрическим, у многозаходных - по сферическим (вариант 2) или иным вогнутым поверхностям 4, допускающим движение "самих по себе" при самоустановке пластин вдоль винтовой поверхности канавок (например, в результате стягивания введенной в их отверстия пружиной 5 и последующим зажимом гайками 6). Крепление в канавках стянутых между собой пластин может быть выполнено механическим способом, например зажимом винтами по торцам витков, при этом головка винта 7 может быть выполнена конической, для чего у замыкающей виток пластины 8 выполнена адекватная ей спинка 9, а головка винта 10 должна быть выполнена криволинейной, адекватной передней поверхности пластины. Поскольку по задним боковым режущим кромкам зубьев шевера возможно выполнение ленточек шириной 0,1... 1 мм, окончательное его профилирование обеспечивается после сборки шлифованием по ZH винтовой производящей поверхности, поэтому исходная высота выступающих частей пластин должна превышать на 5...10% высоту h0 профиля зуба шевера. Симметричный профиль пластин позволяет выполнить их переустановку поворотом на 180o и новое профилирование. Выбор величины радиуса вогнутости пластин, в зависимости от их толщины и размеров шевера, составляет ноу хау данного изобретения.
У шеверов средних и крупных модулей (фиг. 4.б) пластины 3, для уменьшения их размеров, могут быть выполнены трапецеидальными, с выступом на основании, исключающим осевое смещение при установке, для чего на гиперболоидной поверхности корпуса 1 выполнены канавки 2, адекватные выступам. Для упрощения пластин их форма может быть выполнена клиновой 4 (вариант 1) или плоскопараллельной (вариант 2) с клиновыми вставками 11, при этом между собой они могут быть стянуты введенной в их отверстия пружиной 5 и зажаты гайками 6. Крепление в канавках стянутых между собой пластин возможно пайкой, вклеиванием или механическим способом (фиг. 4.в), например зажимом их с помощью введенных в межзубные впадины пружин 12, торцы 13 которых упираются в поворотные шпонки 14 (вариант 1), зажатые за крайними пластинами на пружинах 5 гайками 6 и введенные в адекватные им шпоночные пазы на корпусе. Для мелкомодульных шеверов, на пластинах которых невозможно выполнение отверстий (вариант 2), радиальное крепление вогнутых пластин 3 возможно пружинами 12, а осевой зажим их в канавке 2 возможен: со стороны передней поверхности - эксцентриковым валиком 15, установленным в буртике корпуса шевера, а со стороны спинки пластин - винтом 16, головка которого адекватна спинке. Фиксация торцов 13 пружины возможна эксцентриковым валиком и клиновым штифтом 17. При этом радиальная жесткость пружин 12 должна быть достаточной для исключения смещения пластин.
Повышение точности шевера обеспечивается правкой после установки на шевинговальном станке по разработанному ранее способу.
Известны также затылованные червячные фрезы, задняя поверхность которых получена осевым затылованием (см. книгу: Семенченко И.И. Режущий инструмент, Т. 3. - М.: Машгиз, 1944, с. 215-218). Их недостатками является уменьшение ширины зубьев, а также сложность реализации способа затылования и создания соответствующего оборудования.
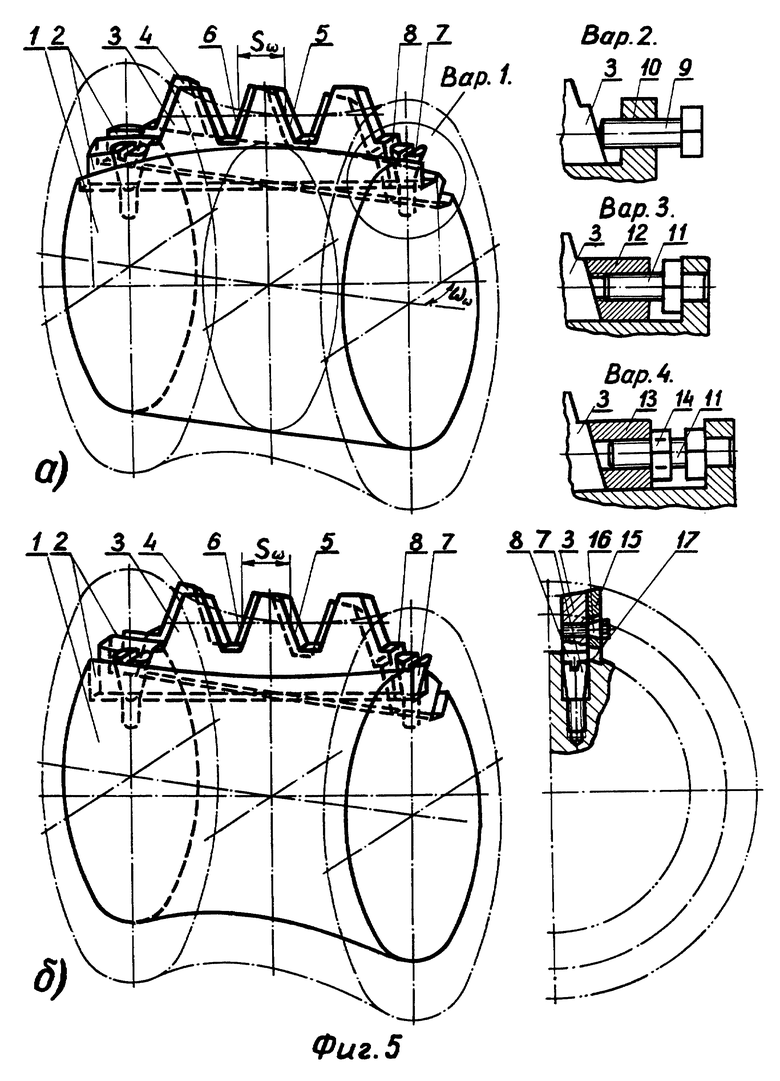
Для устранения указанных недостатков предлагается выполнение фрез сборной конструкции, у которых зубья имеют раздельные правую и левую режущие кромки, выполненные на чередующихся друг с другом рейках, имеющих при установке в корпусе возможность осевого смещения между собой для сохранения после затылования исходной ширины между правыми и левыми режущими кромками чередующихся зубьев. Конструкции таких сборных фрез поясняются на чертежах.
На фиг. 5.а показана предлагаемая фреза, на корпусе 1 которой для формирования гиперболоидной производящей поверхности выполнены под углом ωω прямолинейные канавки 2, куда введены чередующиеся зубчатые рейки 3 и 4, имеющие зубья с режущими кромками или на правой 5 или на левой стороне 6, что исключает при затыловании их одновременное формирование. Осевое смещение реек друг относительно друга для формирования исходной ширины зубьев Sω обеспечивается регулировочными винтами 7 с конической головкой (вариант 1) путем их осевого смещения относительно скосов 8 на торцах реек. Вместо радиально установленных регулировочных винтов могут быть применены горизонтальные 9 (вариант 2), введенные в резьбовые отверстия 10 на буртиках корпуса фрезы. Для исключения резьбовых отверстий в корпусе могут быть использованы винты 11 (вариант 3) с клиновыми гайками 12, или с клиньями 13 и гайками 14 (вариант 4).
На фиг. 5.б показана предыдущая червячная фреза, у которой на рейках 3 и 4 зубья оснащены поворотными сменными режущими пластинами 15, установленными различными способами, например простейшим - по коническим винту 16 и отверстию (с зазором) и упором основания в уступ на рейке или в канавку 17 на гиперболоидном корпусе, форма которой обеспечивает осевое смещение реек. При этом у трапецеидальных пластин возможна переустановка на обратную сторону, а у шестигранных - еще 2 переустановки, за счет поворота на 180o.
Окончательное профилирование режущих кромок данных фрез осуществляется после регулировки реек по предлагаемому способу затылования, при котором правые и левые режущие кромки обрабатывают поочередно с разной величиной осевой подачи затыловочного суппорта, увеличиваемой и уменьшаемой за один оборот фрезы с периодичностью 0,5zфk раз, по следующей зависимости:
где zф - количество реек фрезы,
k - количество затылуемых режущих кромок на зубе (k = 1 при выполнении правой и левой режущих кромок на отдельных зубьях, k = 2 при выполнении их на 1 зубе),
P'з - продольный ход затыловочного суппорта при повороте фрезы на одну рейку,
P - шаг витков фрезы в плоскости продольного хода затыловочного суппорта,
αбок - величина требуемого бокового заднего угла (для правозаходных фрез верхний знак относится к правой стороне зуба, нижний - к левой, а для левозаходных фрез знаки меняются на противоположные).
У предлагаемых фрез увеличение (или уменьшение) P'з, необходимое для поочередного формирования задних углов на одной из боковых сторон зуба, не приводит к отрицательным боковым задним углам на другой стороне зуба, поскольку таковая исключена при осевом смещении реек друг относительно друга, а на этом пространстве осуществляется выход затыловочного суппорта в исходное положение для обработки следующего зуба. Преимуществом предлагаемой сборной червячной фрезы и способа ее затылования является возможность выполнения на боковых режущих кромках задних углов любой величины и постоянство ширины между чередующимися зубьями.
Реализация предлагаемого способа затылования возможна также у фрез, не имеющих чередования правой и левой режущих кромок на отдельных зубьях (k = 2). При этом каждая сторона зуба реек затылуется отдельно, ускорение и замедление хода P'з в секторах π/zф выполняется на каждой рейке, со сдвигом на угол π/zф при переходе к другой стороне.
Предлагаемые конструкции червячных инструментов отличаются от известных выполнением профиля витков, в нормальном сечении равного профилю всех входящих в станочное зацепление с обрабатываемым колесом зубьев исходной инструментальной рейки, который затем сохраняется неизменным (Pω = const, Sω = const, αω = const, где Pω - шаг, Sω - толщина, αω - угол профиля зубьев рейки по начальной прямой) при любом числе заходов и любых углах подъема витков, для чего их правку выполняют инструментами 2-го порядка с коррекцией угла ωω косой подачи по зависимости, учитывающей уменьшение диаметра инструмента при правке:
где Pω - шаг зубьев рейки по начальной прямой, мм,
zи - количество заходов инструмента,
dω - диаметр начальной окружности инструмента, мм,
Δ d - уменьшение диаметра начальной окружности инструмента за одну правку, мм,
n - число правок.
Наиболее эффективно несоответствие профиля червячного инструмента профилю исходной инструментальной рейки исключает правка по предложенному способу образования ZH основных червяков, реализация которого возможна при создании у шлифовальных, шевинговальных и затыловочных станков соответствующих механизмов правки.
Известны станки для шлифования зубьев колес абразивными червячными шлифовальными кругами (см. книгу: Резание конструкционных материалов, режущие инструменты и станки /В. А.Кривоухов, П.Г.Петруха, Б.Е.Бруштейн и др. Под общ. ред. П. Г. Петрухи. - М.: Машиностроение, 1974, с. 501-503). При этом правку абразивного червяка выполняют накатниками или алмазными резцами, установленными на механизме правки, который получает перемещение параллельно оси червяка от ходовых винтов, связанных между собой через гитару сменных зубчатых колес. Параллельность этих осей и движений является недостатком данных станков, исключающим возможность правки гиперболоидных червячных кругов, для которой требуется косая подача по нормали к винтовой линии червяка.
Для исключения указанного недостатка предложен новый механизм правки, установленный в поворотной головке, ось вращения которой перпендикулярна к оси червячного шлифовального круга и обеспечивает наклон ходового винта с гайкой и размещенной на ней подвижной кареткой с правящим инструментом под углом ωω вдоль оси червячного круга, между которыми выполнена кинематическая связь.
Предлагаемые конструкции зубошлифовальных станков поясняются на чертежах.
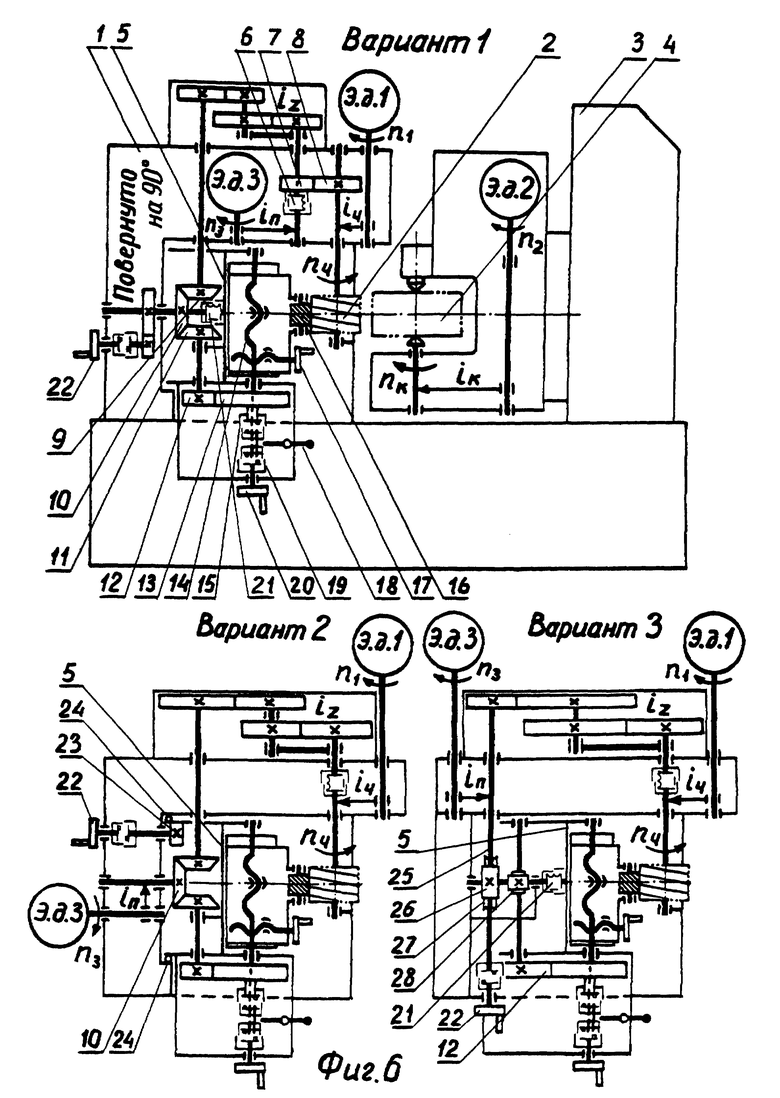
На фиг. 6 показана принципиальная схема предлагаемого зубошлифовального станка, имеющего шлифовальный суппорт 1 с червячным шлифовальным кругом 2 с частотой вращения nч, стойку 3 с поворотным столом для круговой и продольной подач обрабатываемого колеса 4, с частотой вращения nк, а также кинематические цепи iч и iк, которые синхронизированы между собой, например за счет электрической связи между двумя синхронными электродвигателями: привода главного движения Э.д.1 с частотой вращения n1 и привода круговой подачи Э. д. 2 с частотой вращения n2. По варианту 1 - подача установленного в поворотной головке 5 механизма правки выполняется от индивидуального электродвигателя Э. д. 3 с частотой вращения n3 через коробку подач iп, которая при включении муфты 6 через шестерни 7 и 8 обеспечивает вращение червячного шлифовального круга, а через гитару iz передает вращение конической паре 9 и 10, с которой введена в зацепление коническая шестерня 11, имеющая на своем валу цилиндрическое колесо 12, входящее в зацепление со свободно вращающимся цилиндрическим колесом 13, связанным с ходовым винтом 14, имеющим шаг tх.в., обеспечивающим продольное перемещение каретки при включении верхней полумуфты 15. При наладке поперечное перемещение каретки с правящим роликом 16 осуществляется вручную винтом 17, а продольное перемещение каретки осуществляется винтом 14 при включении рычагом 18 нижней полумуфты 19, связывающей винт с ручным приводом 20. Поворот головки осуществляется при включенной муфте 21 и выключенной муфте 6, с помощью ручного привода 22.
При наладке необходимо точное совмещение осей червячного шлифовального круга, ролика и поворотной головки, которое выполняется по шаблонам, подобно наладке на обработку глобоидных червяков (см. книгу: Производство зубчатых колес: Справочник /С.Н.Калашников, А.С.Калашников, Г.И.Коган и др.; Под общ. ред. Б.А.Тайца. - М.: Машиностроение, 1990, с. 364-368). Остальные параметры зубошлифовального станка и условия его наладки не отличаются от базового, поэтому подробно не рассматриваются.
По варианту 2 - привод механизма правки от индивидуального электродвигателя Э. д. 3 с частотой вращения n3 и коробкой подач iп непосредственно связан с коническим колесом 10, что упрощает конструкцию станка (в т.ч. за счет исключения пары колес 7, 8). Для упрощения поворота головки 5 при наладке, ручной привод 22 через шестерню 23 связан с зубчатым венцом на корпусе поворотной головки (зубчатый венец может быть как наружным, так и внутренним, что обеспечивает надежную установку головки на шариковые (или роликовые) опоры 24. Все остальные элементы станка и условия его наладки не отличаются от предыдущего варианта исполнения.
По варианту 3 - привод механизма правки от индивидуального электродвигателя Э. д. 3 с частотой вращения n3 и коробкой подач iп непосредственно связан с валом 25 червяка 26 установленной в шлифовальном суппорте червячной пары, колесо 27 которой через винтовую пару 28 обеспечивает вращение цилиндрического колеса 12 поворотной головки, наклон которой при наладке осуществляется ручным приводом 22 через червячную пару при включенной муфте 21. Остальные элементы станка и условия его наладки не отличаются от предыдущего варианта исполнения.
Известны также зубошлифовальные станки для обработки зубчатых колес дисковыми шеверами (см. книгу: Резание конструкционных материалов, режущие инструменты и станки /В. А.Кривоухов, П.Г.Петруха, Б.Е.Бруштейн и др. Под общ. ред. П. Г.Петруха. - М.: Машиностроение, 1974, с. 504-506). При обеспечении достаточных углов скрещивания оси колеса и шевера возможна замена дисковых шеверов червячными. Поскольку точность предлагаемых сборных конструкций гиперболоидных шеверов определяется правкой их профиля с шагом витков Pω, под углом подъема винтовой линии γω= ωω, выполненной после установки на зубошевинговальном станке, недостатком известных станков является отсутствие механизма, выполняющего такую правку.
Для исключения указанного недостатка предложен новый зубошевинговальный станок, оснащенный механизмом правки червячного шевера, установленным в правящей поворотной головке, ось вращения которой перпендикулярна к продольной оси червячного шевера и обеспечивает наклон ходового винта с гайкой и связанной с ней подвижной кареткой с правящим шлифовальным кругом, имеющим индивидуальный привод, под углом ωω вдоль оси шевера, между которыми выполнена кинематическая связь.
Предлагаемые конструкции зубошевинговальных станков поясняются на чертежах.
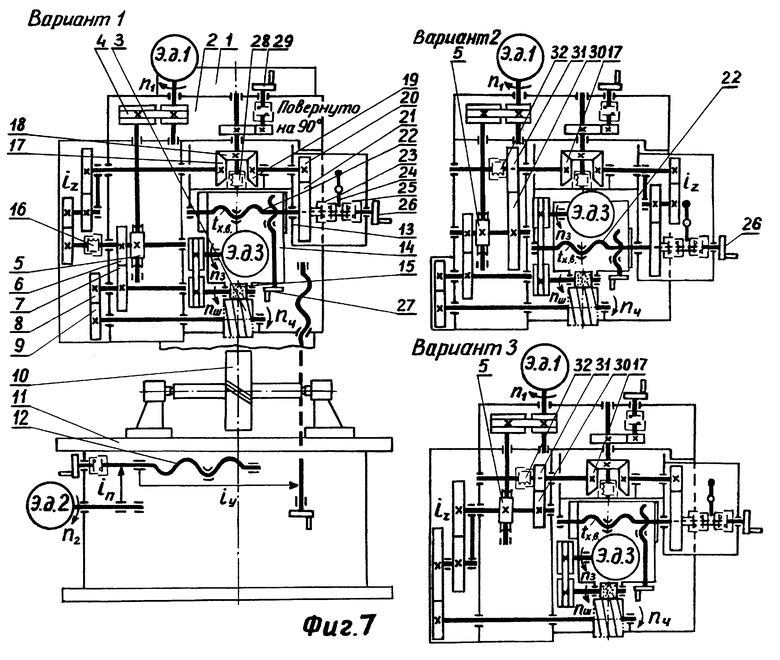
На фиг. 7 показана принципиальная схема предлагаемого забошевинговального станка, имеющего стойку 1 с инструментальным суппортом 2 для вращения червячного шевера 3 с частотой nш, получаемой от электродвигателя привода главного движения Э.д.1, с частотой вращения n1, через кинематическую цепь с клиноременной передачей 4, червячной парой 5 и двумя парами цилиндрических колес 6, 7 и 8, 9, последняя из которых является сменной и служит для регулировки частоты вращения шевера до требуемой скорости резания величины nш. С шевером введено в зацепление свободно вращающееся обрабатываемое зубчатое колесо 10, которое установлено на оправке в центрах передней и задней бабок, размещенных на столе 11, имеющем винтовой привод 12 продольной подачи от электродвигателя Э.д.2, с частотой вращения n2, через кинематическую цепь ic, а также связанную с ними кинематическую цепь iy поперечной подачи. При этом все указанные кинематические цепи не отличаются от базового варианта исполнения станка. Отличие заключается в выполнении механизма правки червячного шевера, установленного в поворотной головке 13, имеющей возможность поворота по оси, перпендикулярной к продольной оси червячного шевера и снабженной кареткой 14 с правящим шлифовальным кругом 15 с индивидуальным приводом от электродвигателя Э. д.3 с частотой вращения n3. По варианту 1 - осевая подача каретки выполняется при включении муфты 16 через гитару iz, конические колеса 17 и 18, с которыми введено в зацепление коническое колесо 19, имеющее на своем валу цилиндрическое колесо 20, входящее в зацепление со свободным цилиндрическим колесом 21, связанным с винтовой парой 22, имеющей шаг tх.в. и обеспечивающей продольное перемещение каретки при включении верхней полумуфты 23.
При наладке продольная подача каретки осуществляется винтовой парой 22 при включении рычагом 24 нижней полумуфты 25, связывающей винт с ручным приводом 26, а поперечная - ручным винтовым приводом 27. Поворота правящей головки осуществляется при включенной муфте 28 и выключенной муфте 16, с помощью ручного привода 29.
При наладке необходимо точное совмещение осей червячного шевера, шлифовального круга и правящей головки, которое выполняется по шаблонам, подобно наладке на обработку глобоидных червяков (см. книгу: Производство зубчатых колес: Справочник / С. Н.Калашников, А.С.Калашников, Г.И.Коган и др.; Под общ. ред. Б.А.Тайца. - М.: Машиностроение, 1990, с. 364-368). Остальные параметры зубошевинговального станка и условия его наладки не отличаются от базового, поэтому подробно не рассматриваются.
По варианту 2 - гитара iz вращения винтовой пары 22 выполнена со стороны ручного привода 26, а вращение колеса 17 конической передачи обеспечивается от червячной передачи 5 через пару цилиндрических колес 30, 31 при включенной муфте 32. Все остальные параметры станка и условия его наладки не отличаются от предыдущего варианта исполнения.
Вариант 3 отличается от варианта 1 исключением колес 6, 7, 8 и 9, которые заменены гитарой iz, что упрощает станок, но вызывает изменение частоты nш, соответственно корректируя скорость резания. При этом связь конического колеса 17 с червячной передачей 5 обеспечивается аналогично варианту 2 - цилиндрическими колесами 30, 31 при включенной муфте 32. Все остальные параметры станка и условия его наладки не отличаются от предыдущего исполнения.
Для любого из данных вариантов исполнения зубошевинговального станка механизм поворота правящей головки может быть выполнен по вариантам 2 и 3 механизма поворота правящей головки зубошлифовального станка, приведенного на фиг. 6.
Известны также затыловочные станки для затылования червячных фрез (см. книгу: Вереина Л. И., Усов Б.А. Конструкции и наладка токарно-затыловочных станков. - М. : Высш. шк., 1980, с. 21-23). Их недостатком является невозможность косого затылования в плоскости, нормальной к виткам червяка, а также невозможность выполнения переменной продольной подачи затыловочного суппорта за один оборота фрезы. Если первый недостаток устраняет конструкции, приведенные на фиг. 7, то второй недостаток до сих пор не устранен.
Для его устранения предложен затыловочный станок с модифицированной конструкцией затыловочного суппорта, обеспечивающей изменение продольной подачи за счет установки на кинематической цепи, связывающей продольную подачу с вращением фрезы, дополнительной пары некруглых (или эксцентриковых) зубчатых колес. При этом рассмотрены два вида станков, поскольку предлагаемый способ затылования возможен не только для предлагаемых гиперболоидных, но и для цилиндрических фрез.
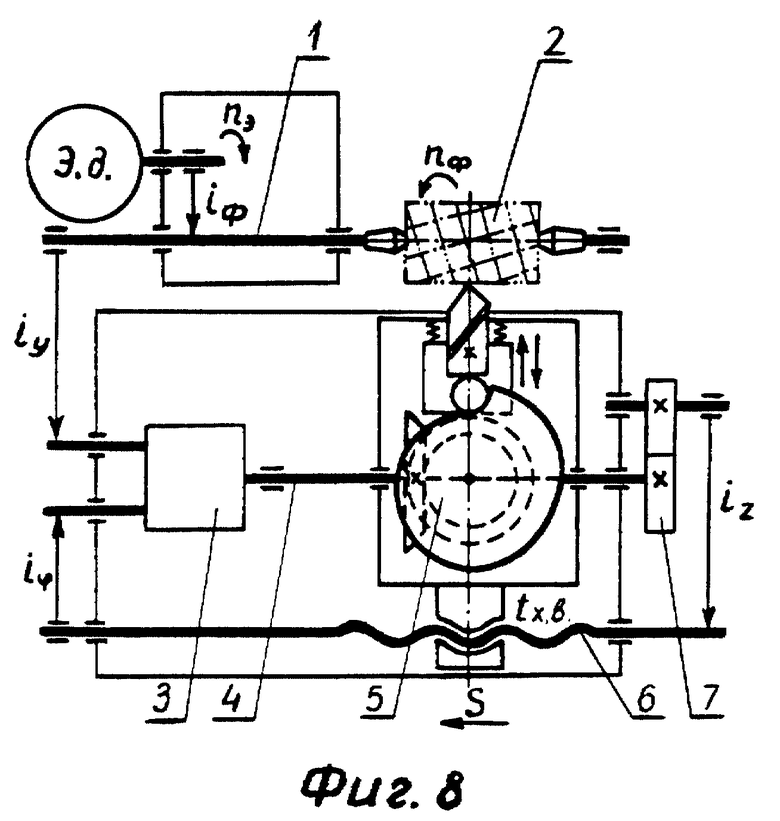
На фиг. 8 показана новая конструкция затыловочного станка для обработки цилиндрических фрез, разработанная на базе традиционной (см. книгу: Вереина Л. И. , Усов Б.А. Конструкции и наладка токарно-затыловочных станков. - М.: Высш. шк. , 1980, с. 21-23). Станок имеет электродвигатель привода главного движения Э. д. с частотой вращения nэ, которая через коробку скоростей iф передается шпинделю 1 с фрезой 2, имеющей частоту вращения nф и связанной через гитару подач iy и дифференциал 3 с валом 4 конической передачи для вращения затыловочного кулачка 5 рабочего хода затыловочного инструмента, установленного на затыловочном суппорте. При этом продольную подачу S суппорта обеспечивает ходовой винт 6 с шагом tх.в., связанный с валом 4 парой некруглых колес 7 и гитарой iz, а также гитарой iΦ через дифференциал для дополнительного поворота фрезы. Поскольку все элементы станка (кроме пары некруглых колес с одинаковым числом зубьев, разность радиусов начальной окружности которых обеспечивает изменение угловой скорости соответственно разработанному способу затылования: ivar от 1+tg αбок до 1-tg αбок ) и их наладка не отличаются от исходного, поэтому не приводятся.
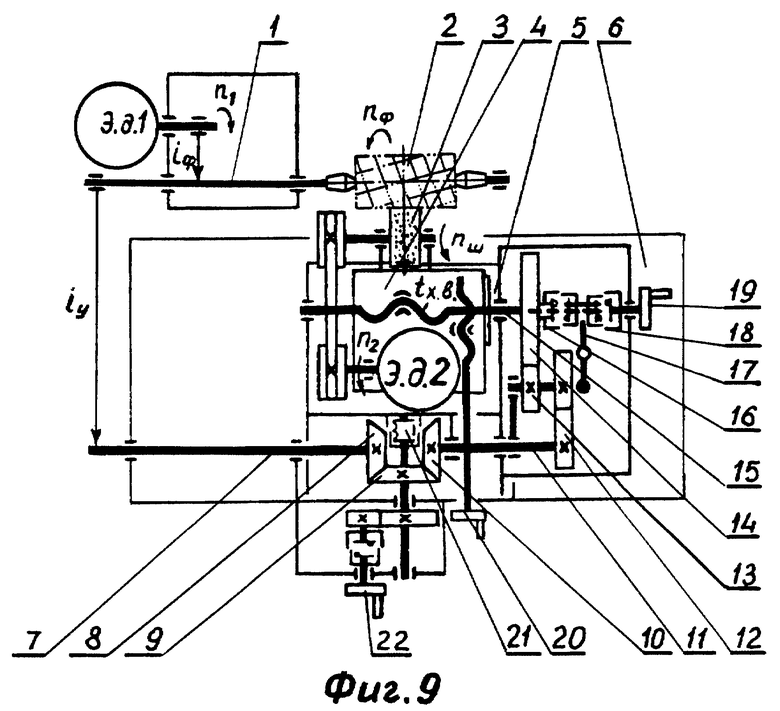
На фиг. 9 показана новая конструкция затыловочного станка с поворотной инструментальной головкой для обработки гиперболоидных фрез, разработанная на базе исходной, приведенной на фиг. 7. Станок имеет электродвигатель привода главного движения Э.д.1 с частотой вращения n1, которая передается шпинделю 1 с фрезой 2, имеющей частоту вращения nф, через коробку скоростей iф. Ее затылование осуществляется затыловочным инструментом 3 (например, шлифовальным кругом с частотой вращения nш, обеспечиваемой от индивидуального привода с электродвигателем Э.д.2, имеющим частоту вращения n2), установленным на подвижной каретке 4 поворотной головки 5, установленной на суппорте 6 с возможностью поворота на угол ωω в плоскости, перпендикулярной к оси фрезы. Рабочая подача подвижной каретки при затыловании осуществляется от шпинделя, связанного через гитару iy с входным валом 7 механизма косых подач, имеющим конические зубчатые колеса 8, 9, 10, у которых на выходном валу 11 установлена пара некруглых (эксцентриковых) зубчатых колес 12 (подобных предыдущему исполнению затыловочного станка), связанных со сменным зубчатым колесом 13, обеспечивающим передаточное отношение 2/(kzф) с колесом 14, свободно установленным на валу ходового винта 15 с шагом tх.в. для продольной подачи каретки, вращение которого обеспечивается колесом 14, при включении полумуфты 16 рычагом 17. При наладке продольная подача каретки обеспечивается при включении рычагом 17 полумуфты 18 ручного привода 19, а поперечная - ручным винтовым приводом 20. Наклон на угол ωω поворотной головки при наладке обеспечивается при включенной муфте 21 с помощью ручного привода 22. Остальные условия работы станка и его наладка не отличаются от базовых вариантов.
Установка перед зубчатой передачей вращения ходового винта с передаточным отношением 2/(kzф) пары некруглых зубчатых колес может быть выполнена для любого исполнения станка, приведенного на фиг. 7.а, б, в.
Главной особенностью всех предложенных механизмов для косой подачи является совмещение оси поворота суппорта с осью обрабатываемого гиперболоидного инструмента, что исключает необходимость вертикальной наладки и упрощает конструкцию, однако при этом требуется точная установка вдоль оси гиперболоиды.
Совокупность приведенных признаков полностью характеризуют предложенные червячные инструменты, способы и оборудование для их изготовления, что соответствует критерию техническое решение. Приведенные варианты всех разработанных технических решений ранее не были известны из базового уровня техники, что соответствует критерию новизна, и не вытекают из них автоматически, явным образом, что соответствует критерию неочевидности. Их воплощение возможно в современных условиях реального производства, поскольку они отличаются от базовых исполнений лишь параметрами профиля червяка, конструкцией корпуса и режущей части червячных шлифовальных кругов шеверов и фрез, движениями подач для их обработки и конструкциями оборудования для их выполнения, что соответствует критерию промышленной применимости. При этом обеспечивается положительный эффект, заключающийся в повышении точности инструмента и в упрощении процессов их формообразования, что повышает технико-экономические показатели их изготовления и эксплуатации. Поэтому предлагаемые технические решения обладают всеми признаками изобретений, которые развивают предыдущие варианты исполнений.
Примеры конкретного исполнения предлагаемых изобретений.
Для однозаходного червячного шевера Z1, модуля m = 3,5 мм, с делительным диаметром червяка d1 = 35 мм, углом подъема винтовой линии червяка на делительном диаметре γω = 5o42'38'', шагом витков Pω1 = 10,996 мм и длиной винтовой части L0 = 66 мм, или 6 витков, отклонение профиля зуба шевера от профиля зуба исходной зубчатой рейки уже на витках справа и слева от среднего составляет 3 мкм и возрастает до 23 мкм у аналогичного четырехзаходного шевера, имеющего угол подъема винтовой линии червяка на делительном диаметре γω = 29o15'10'' и шаг витков Pω1 = 43,982 мм, что адекватно искажает параметры обрабатываемого им зубчатого колеса. При этом динамические, кинематические и кинетостатические характеристики обрабатываемого колеса значительно ухудшаются.
Выполнение четырехзаходного шевера на базе червяка предлагаемой гиперболоидной формы ZH, сформированного винтовым движением исходной зубчатой рейки, развернутой на делительном диаметре червяка на угол ωω = 29o15'10'', устраняет указанные искажения, а оснащение твердосплавными режущими пластинами значительно повышает стойкость или производительность. При этом делительный диаметр d1 изменяется от исходных 35 мм в середине, до 50,5 мм у краев шевера, но технологически изготовление их на предлагаемом оборудовании не отличается от изготовления цилиндрических сборных червячных шеверов. Для правки данного шевера по предлагаемому способу необходим разворот механизма правки на угол ωω = 29o15'10'', при этом наладка продольного хода механизма правки не отличается от базовой. На таком шевере возможна установка сферических шестигранных пластин толщиной 3 мм и радиусом округления сферы 5,03 мм.
Выполнение аналогичных параметров возможно у червячных шлифовальных кругов и фрез.
Экономический эффект от применения предлагаемых изобретений заключается в: 1) повышении точности обрабатываемых зубчатых колес, что увеличивает срок их эксплуатации и улучшает динамические характеристики (ввиду сложности учета в данной работе не определяется); 2) сокращении расхода инструментальных материалов и повышении долговечности работы инструмента; 3) в снижении затрат на изготовление и эксплуатацию инструмента.
Для шеверов модуля m = 3,5 мм, Cб - средняя стоимость базового - около 2 тыс.$, а предлагаемого Cп - около 6 тыс.$. Однако повышение его стойкости за счет применения твердосплавных пластин в 4...5 раз (Tп = 4...5 Tб), особенно при обработке зубчатых венцов высокой твердости, значительно перекрывает дополнительные затраты. При этом экономический эффект на 1 шевер только от сокращения их расхода за счет повышения стойкости составит:
Учитывая, что средние затраты на предлагаемую модернизацию составят от 50 до 100 тыс.$, поэтому уже для партии в 25...50 шеверов они будут перекрыты. При годовой потребности страны в таких шеверах до 1 тыс. штук, суммарный экономический эффект составит: 1,9...3,95 млн.$, что подтверждает целесообразность их широкого применения.
Экономический эффект от применения предлагаемых конструкций червячных шлифовальных кругов и фрез составляет аналогичные суммы.
Без предлагаемой модернизации оборудования изготовление данных инструментов невозможно, однако обеспечиваемый при этом экономический эффект является условным и обсчету не подлежит.
В настоящее время разработаны экспериментальные конструкции червячных шлифовальных кругов, шеверов и фрез, а также проекты по модернизации механизмов правки и подачи суппорта для станков моделей 5В833, 5715 и 1Б811, которые будут изготовлены и апробированы в 1999 г. на АО "Херсонские комбайны".
Совокупность приведенных данных показывает целесообразность широкого применения предлагаемых инструментов, способов и станков для их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| МНОГОЗАХОДНЫЙ ЧЕРВЯЧНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
RU2124421C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
Изобретение относится к машиностроению, в частности к червячным инструментам для обработки зубчатых изделий. Червячный инструмент имеет режущую часть и сформирован на базе основного гиперболоидного червяка, полученного при винтовом движении исходной зубчатой рейки, имеющей наклон вдоль оси ее винтового движения под углом, равным углу подъема витков червяка на начальном цилиндре. При этом для уменьшения искажения профиля зубьев активный червяк выполнен при винтовом движении всего ряда зубьев исходной зубчатой рейки, входящих в станочное зацепление с обрабатываемым колесом. Режущая часть выполнена в виде плоских одновитковых пружин или закрепляемых пружинами режущих пластин. Способ изготовления заключается в том, что для совмещения профиля червяка с профилем исходной рейки после сборки и установки на зубообрабатывающем станке выполняют правку червячного инструмента в сечении, нормальном к среднему витку при неизменном профиле витков, равном профилю всех входящих в станочное зацепление с обрабатываемым колесом зубьев исходной инструментальной рейки с коррекцией угла косой подачи по приведенной зависимости. Станок для эксплуатации червячного инструмента для возможности правки гиперболоидных червячных инструментов снабжен механизмом правки или формирования гиперболоидной производящей поверхности, установленным в поворотной головке, ось вращения которой перпендикулярна к оси червячного инструмента, с возможностью наклона ходового винта с гайкой и размещенной на ней подвижной кареткой с инструментом второго порядка под углом к оси червячного инструмента, кинематически связанного с кареткой. Станок для изготовления червячного инструмента для обеспечения возможности косого затылования имеет затылованный суппорт, оснащенный для обеспечения осевого хода при затыловании парой некруглых или эксцентриковых колес, установленных в кинематической цепи, связывающей продольную подачу инструментальной каретки с вращением червячного инструмента в виде фрезы, у которых радиусы начальной окружности обеспечивают изменение соотношения угловой скорости в заданном интервале. 4 с. и 21 з.п. ф-лы, 9 ил.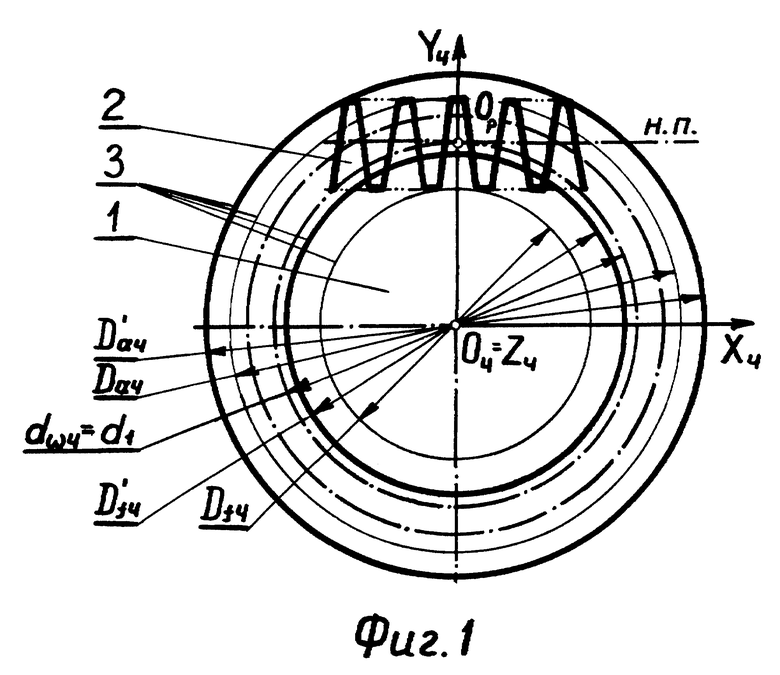
где Pω - шаг зубьев рейки по начальной прямой, мм;
zи - количество заходов червячного инструмента;
dω - диаметр начальной окружности червячного инструмента, мм;
d - уменьшение диаметра начальной окружности червячного инструмента за одну правку, мм;
n - число правок.
где zф - количество реек червячного инструмента;
k - количество затылуемых режущих кромок на зубе (k = 1 при выполнении правой и левой режущих кромок на отдельных зубьях, k = 2 при выполнении их на одном зубе);
P'з - продольный ход затыловочного суппорта при повороте червячного инструмента на одну рейку;
P - шаг витков червячного инструмента в плоскости продольного хода затыловочного суппорта;
αбок - величина требуемого бокового заднего угла (для правозаходных червячных инструментов верхний знак относится к правой стороне зуба, нижний - к левой, а для левозаходных червячных инструментов знаки меняются на противоположные),
при этом у червячных инструментов, не имеющих чередования правой и левой режущих кромок на отдельных зубьях, каждую сторону зуба реек затылуют отдельно, при этом ускорение и замедление хода Pз в секторах π/zф выполняют на каждой рейке со сдвигом на угол π/zф при переходе к другой стороне.
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Сборная червячная фреза | 1989 |
|
SU1692778A1 |
| 0 |
|
SU94516A1 | |
| Способ профилирования червячных фрез | 1984 |
|
SU1342634A1 |
| Абразивный червяк | 1986 |
|
SU1484493A1 |
| Червячная фреза и способ ее изготовления | 1983 |
|
SU1659185A1 |
| EP 0080545 A1, 08.06.1983 | |||
| US 3688368, 05.09.1972 | |||
| Образец для оценки прочности бетона | 1989 |
|
SU1670479A2 |
| КРИВОУХОВ В.А | |||
| и др | |||
| Резание конструкционных материалов, режущие инструменты и станки | |||
| - М.: Машиностроение, 1974, с.501-506, рис.XIX.25 | |||
| ВЕРЕИНА Л.И | |||
| и др | |||
| Конструкция и наладка токарно-затыловочных станков | |||
| - М.: Высшая школа, 1980, с.21-23. | |||

