Изобретение относится к полиграфии, а конкретно к брошюровочно-переплетным процессам, и может быть использовано для подготовки корешковой части скомплектованных блоков к последующему бесшвейному клеевому скреплению.
Известен способ, при котором обработка корешка книжного блока выполняется фрезой, представляющей собой диск, на торцевой поверхности которого по окружности укреплены резцы, фрезерные головки вращаются с большой скоростью (около 3000 об/мин). При обрезке блоков из бумаги с малой поверхностной плотностью, низкой проклейкой поверхность корешка получается шероховатой и торшонирования не требуется. При обработки корешка блоков из плотной, проклеенной бумаги после срезки корешковых фальцев проводят торшонирование как самостоятельную операцию торцевыми фрезами с зубьями из твердых сплавов в виде отдельных резцов или гребенок либо фрезерными головками с набором дисковых фрез и др.
Такой способ имеет ряд недостатков:
быстрый износ инструмента, вследствие чего ухудшается качество обработки корешка;
ослабление связи между волокнами бумаги, что ведет к недостаточной прочности скрепления блока;
интенсивное выделение бумажной пыли;
повышенный шум, сопутствующий обработке корешка;
достаточно большая мощность привода резальной секции (5-10 кВт).
В основу изобретения положена идея создания нового простого энергосберегающего способа подготовки корешковой части блоков к последующему клеевому бесшвейному скреплению и устройство для реализации этого способа, в результате работы которого плоским ножом одновременно со срезкой корешковых фальцев блока производится нанесение прорезей равномерной глубины в его корешковой части.
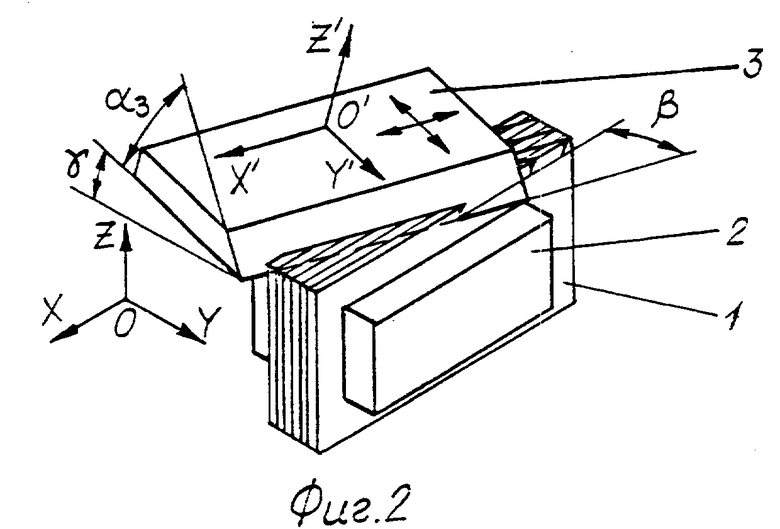
Поставленное задание выполняется таким образом, что в результате обрезки корешок блока приобретает рельеф, показанный на фиг. 1. Глубина прорезей H в корешковой части листов блока не должна превышать 1,5 мм. Профили соседних листов несколько смещены один относительно другого в направлении движения блока. Вершины зубьев профиля листов отогнуты, их перекрытие создает в корешке дополнительное, кроме последующего клеевого, механическое скрепление блока. Равномерность по высоте микрорельефа корешка блока обеспечивается тем, что на протяжении цикла движения ножа кромка его лезвия постоянно параллельна плоскости корешковых фальцев блока.
Отличительные от прототипа признаки изобретения:
-удаление корешковых фальцев скомплектованного книжного блока и подготовка его корешка к последующему нанесению клея осуществляются в один прием;
создаваемый после срезки микрорельеф корешка блока позволяет значительно повысить качество его клеевого скрепления и улучшить раскрываемость;
уменьшаются усилия, возникающие при осуществлении процесса резания;
уменьшается энергоемкость привода инструментального узла (до 1,5.3 кВт);
в качестве ножа могут быть использованы отходы ножей с одно- и трех-ножевых резальных машин;
улучшаются экологические условия работы обслуживающего персонала (низкий уровень шума, почти полное отсутствие пылевыделения).
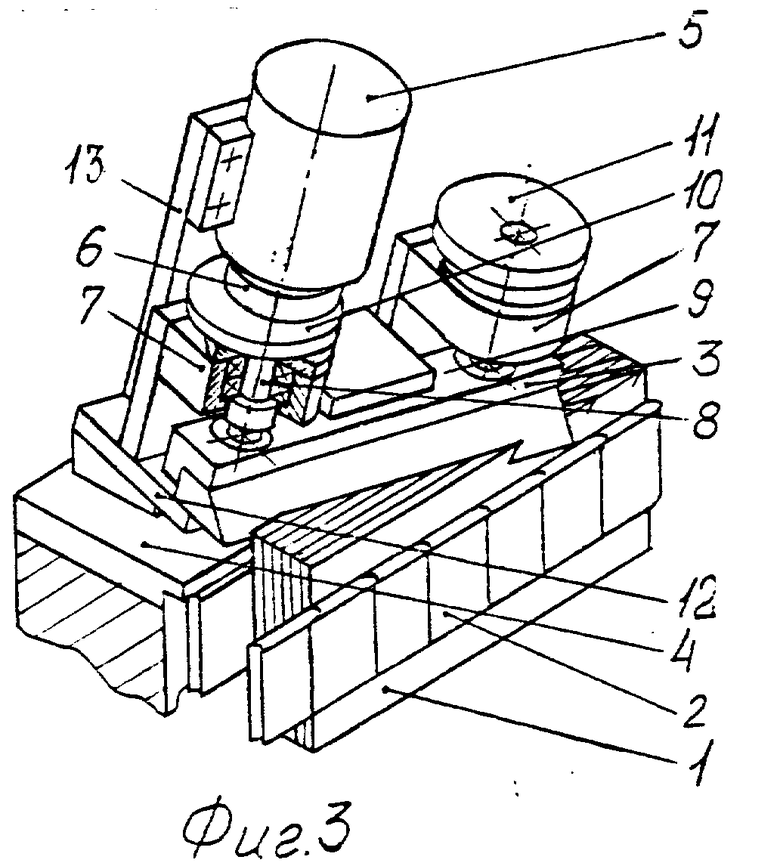
Способ подготовки корешка книжного блока к нанесению клея заключается в том, что блок 1 (фиг. 2) устанавливается в транспортирующее устройство 2 и зажимается в нем. Далее он надвигается с постоянной линейной скоростью на плоский нож 3 с односторонней заточкой лезвия под углом α3 Кромка ножа составляет острый угол β с направлением перемещения блоков. Каждая точка кромки ножа совершает низкочастотное движение по окружности радиуса R, равному 0,5•10-3 10•10-3 м, в плоскости X'O'Y', составляющей острый угол g с плоскостью корешка блока. Угол g выбирается в пределах 6-50o в зависимости от сорта бумаги и технологических требований к изданию. По ходу движения блока в зоне действия лезвия ножа одновременно со срезкой фальцев происходит нанесение микрорельефа на корешок блока. После обработки корешка блок транспортируется на операцию нанесения клея на его корешковую часть.
Устройство подготовки корешка книжного блока состоит из основания 4 (фиг. 3), транспортера 2 с зажатым в нем блоком 1 и инструментального узла с приводом перемещения инструмента. Привод инструмента состоит из двигателя 5, муфты 6, подшипниковых узлов 7, валов-эксцентриков 8 и 9, на которых закреплены маховики 10 и 11, ножедержателя с ножом 3 и установлен на наклонной плите 12. Наклонная плита 12 установлена на основании 4 так, что нож 3 в крайней точке своего движения занимает указанное выше положение относительно будущей плоскости корешка блока 1. На плите 12 с помощью кронштейна 13 установлен двигатель 5 таким образом, что ось вращения его вала перпендикулярна плоскости движения ножа 3.
Скомплектованный блок 1 подается в зону обрезки корешковых фальцев с помощью транспортера 2, который движется в направляющих основания 4. Предварительно двигатель 5 приводит в движение посредством муфты 6 механизм двухкривошипного четырехзвенника, состоящего из ведущего вала-эксцентрика 8 с установленным на нем маховиком 10, ножедержателя с ножом 3 и ведомого вала-эксцентрика 9 с установленным на нем маховиком 11. Полная срезка корешковых фальцев блока 1 с одновременным нанесением прорезей в его корешке производится ножом 3 на протяжении ряда циклов его движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ скрепления блоков и машина для его осуществления | 1991 |
|
SU1781087A1 |
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 1998 |
|
RU2121440C1 |
| Способ срезания корешковых фальцев для бесшвейного скрепления книжных и брошюрных блоков | 1989 |
|
SU1668162A1 |
| Способ бесшвейного скрепления книжных блоков | 1981 |
|
SU992231A1 |
| Способ обработки корешка книжного блока | 1985 |
|
SU1279861A1 |
| СПОСОБ КЛЕЕВОЙ ВЫСОКОПРОЧНОЙ БРОШЮРОВКИ КНИГ | 2013 |
|
RU2628983C2 |
| Способ бесшвейного скрепления книжных блоков | 1980 |
|
SU921883A1 |
| Способ бесшвейного скрепления книжных и брошюрных блоков | 1987 |
|
SU1527014A1 |
| Способ изготовления книги с бесшвейным скреплением тетрадей в блок без срезки фальцев и устройство для его осуществления | 1987 |
|
SU1532319A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
Изобретение относится к брошюровочно-переплетному производству. Существо изобретения: блок устанавливается в транспортирующее устройство, зажимается в нем и надвигается на плоский нож, совершающий низкочастотное движение, для последующей срезки фальцев и обработки корешка. Устройство подготовки корешка состоит из основания, транспортера и инструментального узла с приводом перемещения ножа. Привод ножа установлен на плите, наклоненной под острым углом к плоскости корешка блока, причем нож приводится в движение от двигателя посредством механизма двухкривошипного четырехзвенника, состоящего из кинематически связанных посредством ножедержателя ведущего и ведомого валов-эксцентриков. Полная срезка фальцев корешка блока с одновременным нанесением прорезей в нем осуществляется на протяжении ряда циклов движения ножа. 2 с. и 1 з.п. ф-лы, 3 ил.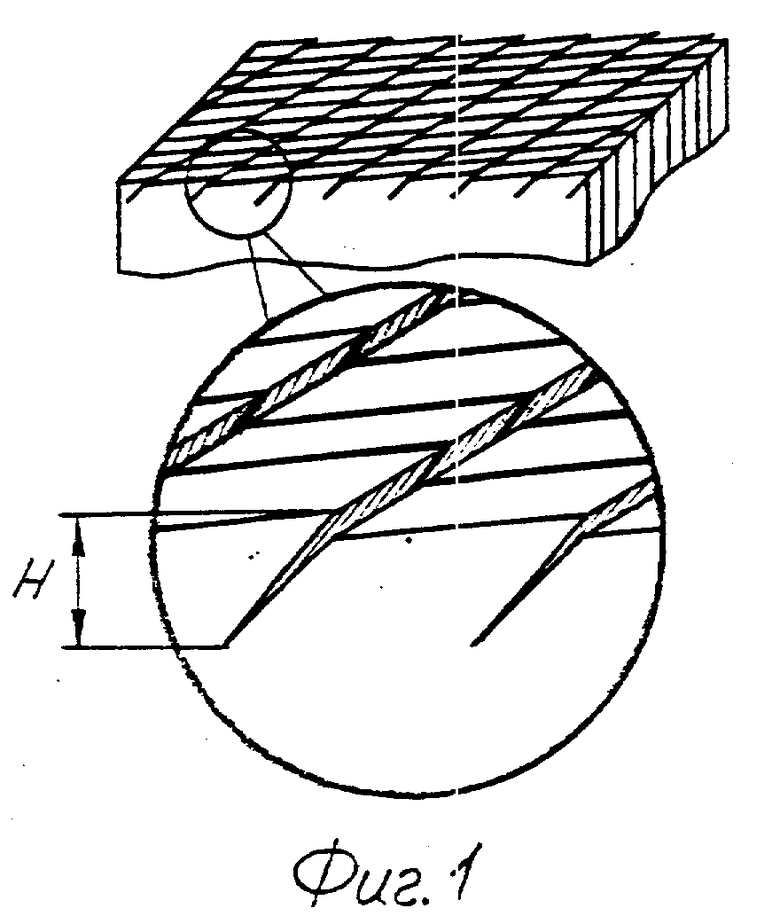
| Биткова К.М | |||
| и др | |||
| Брошюровочно-переплетное производство | |||
| - М.: Книга, 1980, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
