Изобретение относится к полиграфическому производству, в частности к произ- водстиу книжных брошюрных блоков и белопой продукции (бпокнотов, альбомов,
бланочной продукции) бесшвейным способом.
Известен способ бесшвейного скрепления с удалением (срезкой) корешковых сгибов тетрадей, заключающийся в том, что подобранные комплекты тетрадей транспортируются в зажимах от позиции к позиции, где выполняются операции: срезка фальцев, торшонирование (рыхление) корешка, нанесение на срезанную часть корешка клея и сушка.
Известен способ бесшвейного скрепления, выбранный в качестве прототипа, с частичным удалением корешковых сгибов тетрадей, заключающийся в том, что скомплектованный блок транспортируется к позициям, где производят срезку только средней части корешкового поля блока и заполняют ее клеем или клеем с волокнистой тканью (марлей)
Известна машина для бесшвейного скрепления блоков Панда (фирма Мюлер- Мартини), выбранная в качестве прототипа, которая содержит транспортирующее устройство с зажимами для блоков, устройство для фрезерования корешка, клеевой аппарат, устройство для упрочнения корешка блока марлей (или приклейка мягкой обложки).
Недостаток известного способа и машины состоит в том, что не обеспечивается необходимая прочность и долговечность блока. Это объясняется слабыми связями волокон листа с клеевой пленкой, которые зависят от структуры бумаги, динамики склеивания, условий эксплуатации книги. Дополнительная обработка - торшонирование после срезки фальцев тетрадей и другие вспомогательные операции - хотя и увеличивают площадь контакта с клеевой пленкой, однако расшатывают волокна листа, вследствие чего прочность их связей с клеем падает. Частичная фрезеровка корешкового поля с последующим заполнением прорезей клеем или приклейка в этой марли (или другой волокнистой ткани) хотя и спо- собствуетлекоторому упрочнению корешка блока, однако не оказывает существенного влияния на прочность и долговечность книги, зато приводит к ее плохой раскрываемости, к увеличению массы клея в корешковой части блока, что снижает его упругость, так как клеевой слой и проклеенная ткань (марля) образует жесткую клеевую прокладку после сушки.
Цель изобретения - повышение прочности (долговечности) книжного блока, экономии материала.
Указанная цель достигается тем, что в способе скрепления блоков осуществляют фрезерование на корешке, нанесение клея, упрочнение корешка и его сушку, причем фрезерование поперечных прорезей на корешке осуществляют с заданным интервалом по всей длине корешка, после чего наносят клеевой слой на плоскость и в поперечные прорези, укладывают в прорези армирующие нити, которые обрезают на
ширину корешка и фиксируют нити полоской бумаги на корешке.
В машине для скрепления и реализации способа, содержащей транспортирующее устройство блоков, устройство для
фрезерования на корешке, клеевой аппарат, включающий ванну с термостатирую- щим элементом и клеенаносящий цилиндр, устройство для упрочнения корешка блока и сушку, устройство для фрезерования на корешке выполнено в виде цилиндра с набором дисковых инструментов установленных с возможностью перестановки на заданный интервал, клеенаносящий цилиндр клеевого аппарата выполнен сборным и содержит
зубчатые кольца для аккумуляции клея, установленные с возможностью регулирования расстояния между ними в соответствии с расстоянии между дисковыми инструментами устройства для фрезерования, устройство для упрочнения корешка выполнено в виде укрепленной на валу пространственной звезды, на лучах которой параллельно оси установлены штанги с тарельчатыми зажимами для натяжки армирующих нитей,
расположенных с интервалом соответствующим расстоянию между дисковыми инструментами. При этом вал пространственной звезды установлен в направляющих с возможностью возвратно-поступательного
движения по вертикали и связан с механизмом циклового поворота звезды и машина дополнительно содержит цикловой механизм совместного перемещения клеевого аппарата и устройства для фрезерования
относительно корешка блока. Кроме этого, устройство снабжено механизмом для обрезки нитей, пластинчатые ножи которого установлены относительно плоскости корешка блока с возможностью перестановки их по ширине
корешка.
Именно фрезерование поперечных прорезей дисковыми инструментами, нанесение клея на плоскость корешка и в прорези
сборным клеенаносящим цилиндром с зубчатыми кольцами для аккумуляции клея, армирование корешка блока нитками с укладкой их в прорези при помощи механизма пространственной звезды и заклейка ко5 решка полоской бумаги (или окантовка) и сушка обеспечивают, согласно способу, повышение прочности и долговечности книжного блока за счет создания единой соединительной основы из клея, армирующих нитей и дополнительной фиксирующей
полоски бумаги прочно скрепляющих отдельные листы и тетради в блоке.
Пример осуществления предлагаемого способа. В транспортирующее устройство вводятся блоки, которые перемещаясь с заданным интервалом проходят последовательную технологическую обработку. В позиции I (фиг.1) осуществляется фрезерование поперечных прорезей дисковыми инструментами на глубину 2-2,5 мм при скреплении отдельных листов, но не более толщины фальца тетради при скреплении блока, состоящего из отдельных тетрадей. Расстояние между дисковыми инструментами и их количество обусловлено форматом издания и его значением, так как определяет прочность скрепления. В позиции I производят нанесение клея на плоскость корешка и в прорези сборным клеенанося- щим цилиндром с зубчатыми кольцами для аккумуляции клея. Расстояния между зубчатыми кольцами и их количество устанавливается в соответствии с положением дисковых инструментов. Регулируется также положение клеенаносящего цилиндра относительно плоскости корешка. В позиции III осуществляют упрочнение корешка путем укладки в прорези армирующих нитей и обрезки нитей по ширине корешка. В позиции IV производят приклейку фиксирующей полоски бумаги к плоскости корешка и перевод блока в сушильное устройство после чего листы и тетради в корешке блока прочно связаны между собой армирующими нитями, клеем и-фиксирующей полоской бумаги.
Пример осуществления способа по прототипу на машине Панда (Швейцария) фирмы Мюлер-Мартини. Подобранные блоки вводят в зажимы транспортирующего устройства и перемещают от секции к секции, где производится (фрезерование) фальцев тетрадей на глубину до б мм при помощи специальных дисковых фрез, торшонирова- ни е (рыхление) срезаемого корешка блока при помощи торцевых инструментов и шлифовальных кругов, очистка среза корешка от бумажной пыли, двухразовое нанесение клеевого слоя с промежуточным обогревом, заклейка корешка полоской бумаги или окантовка блока, или приклейка мягкой оболочки. Машина может работать с горячими и холодными клеями, включаться в поточную линию или выполнять процессы как операционная машина. Прочность книжного блока по указанному способу оценивается усилием образованных связей между клеевой пленкой и единичными волокнами отдельных листов после торшо- нирования.
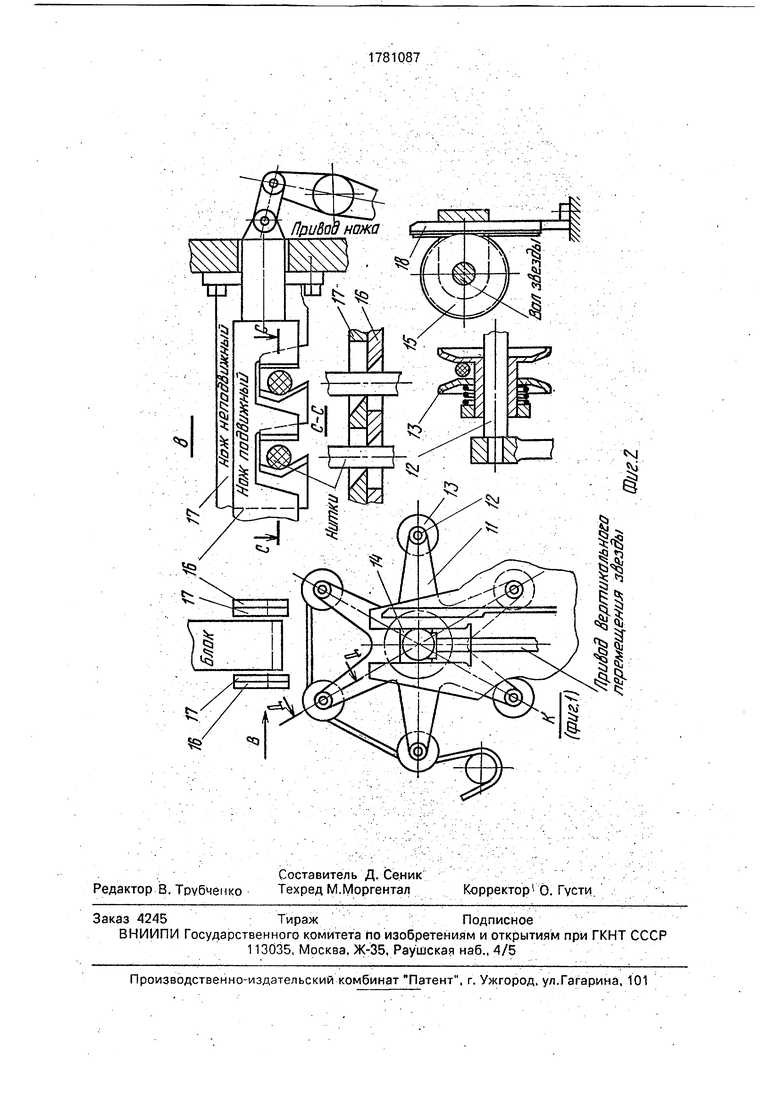
Машина для скрепления блоков по предлагаемому способу (фиг.1, 2) содержит транспортирующее устройство 1 для зажима и переноса блоков к технологическим 5 позициям, устройство для фрезерования на корешке блока 2, включающее цилиндр 3 с набором дисковых инструментов 4, привод цилиндра (на чертеже не показан). Клеевой аппарат 5 содержит ванну 6 с термостатиру0 ющим элементом, сборный клеенаносящий цилиндр с зубчатыми кольцами 7 для аккумуляции клея и регулировочные болты 8 для установки клеевого аппарата относительно плоскости корешка и привод клеенаносяще5 го цилиндра. При этом устройство для фрезерования и клеевой аппарат смонтированы на едином ползуне 9, с возможностью его возвратно-поступательного движения в станине 10 от циклового механизма (на чертеже
0 не показан).
Устройство для упрочнения корешка, включает механизм пространственной, звезды 11 (см. фиг,1 и 2) на лучах которой параллельно оси укреплены штанги 12 с та5 рельчатыми зажимами 13, механизм вертикального перемещения вала звезды 14 от циклового механизма, механизм по ворота звезды 11, включающий зубчатое колесо 15 укрепленное на валу звезды и неподвижно
0 закрепленную на станине рейку 18 и механизм обрезки нитей с пластинчатыми подвижными ножами 16 и неподвижными ножами 17.
Машина работает следующим обра5 зом.
После комплектовки блок выравнивает- ся по корешку и вводится в транспортирующее устройство 1 (фиг.1), которое переносит блок к технологическим позициям, где осу0 ществляется: в позиции I - фрезерование поперечных прорезей на корешке при помощи дисковых инструментов 4, установленных на цилиндре 3. В позиции II при помощи сборного клеенаносящего цилиндра с зуб5 чатыми кольцами 7 осуществля ют нанесение клея на плоскость корешка и в образованные поперечные прорези. В позиции III осуществляют укладку в прорези корешка армирующих нитей и их обрезку
0 с двух сторон по ширине корешка Нити подают из бобины при помощи пространственной звезды 11 (фиг.1, фиг.2). Вал пространственной звезды, установленный в проушины ползуна 14, совершает верти5 кальное перемещение под действием циклового механизма (на чертеже не показан), в результате чего армирующие нити вводят в прорези корешка. При этом, нити также свободно входят между лезвиями неподвижных 17 и подвижных 16 ножей, расположенных с двух сторон корешка блока на необходимом уровне по ширине корешка. В крайнем верхнем положении пространственной звезды с армирующими нитями подвижный нож 16 совершает резкое перемещение при помощи циклового механизма (на чертеже не показан), в результате чего армирующие нити обрезаются,
В период опускания пространственной звезды жестко связанное с валом звезды зубчатое колесо 15 обкатывается по неподвижной рейке 18, вследствие чего происходит поворот звезды на необходимый угол. При этом очередной пучок натянутых между тарельчатыми зажимами ниток поворачивается и становится параллельным плоскости корешка, В позиции IV происходит приклейка и прйкатка полоски бумаги по размерам корешка блока. После этого блок переводят в сушильный бункер для дальнейшей обработки
Предлагаемый способ скрепления блока и машина для реализации этого способа обеспечивают надежное скрепление блока, состоящего как из отдельных листов, так и подобранного из тетрадей, что обеспечивает применение машины в книжно-журнальном и беловом производстве, а при включении предлагаемой машины в поточную линию по обработке книг может заменить технологические принципы шитья книжных блоков нитками, исключив из технологической цепи ниткошвейные машины. Необходимо учесть, что производство толстых журналов с применением способа бесшвейного скрепления по прототипу порождает брак и в несколько раз снижает их долговечность, Применение предлагаемого способа для скрепления толстых журналов повысит их долговечность.
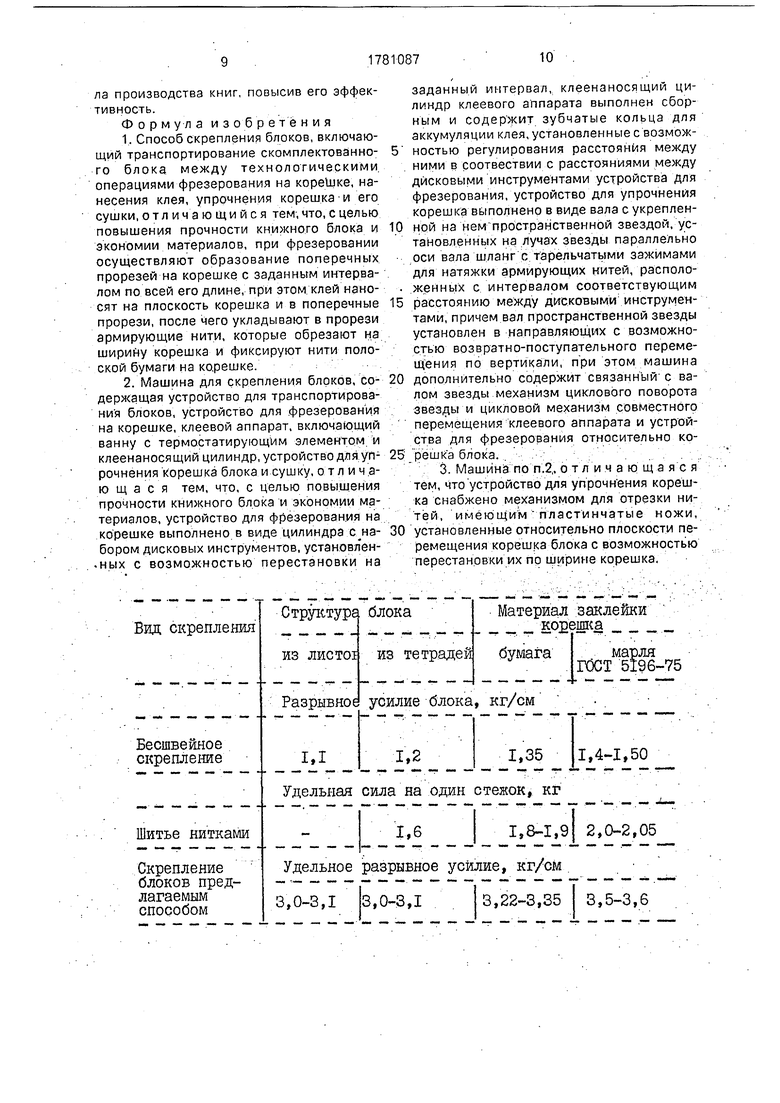
Сравнительные исследования величины разрывного усилия блоков скрепленных по предлагаемому способу и существующему бесшвейному способу, а также блоков сшитых на ниткошвейной машине БНШ-6, дали возможность оценить степень прочности блока в зависимости от его структуры (блок из отдельных листов или блок из тет- р адей), вида материала, которым заклеен корешок и способа скрепления блока.
Для сравнительных исследований приняты
формат издания
количество тетрадей
толщина блоков из
листов
бумага с поверхност
плотностью
клей
ацетатнаяэмульсия ПВАД толщина клеевой
пленкидо 0,5 мм
глубина проникновения
клея между тетрадями (от уровня корешка) до 1,5 мм глубина прорезейдо 2,5 мм
блоки сшитые на ниткошвейном автома- те БНШ-6 (фабрика Атлас), капроновыми нитками. Объем блока - до 14 тетрадей - блоки, скрепленные бесшвейным методом по существующей технологии на машине БК-П линии Темп.
Результаты сравнительных исследований приведены в таблице.
В результате исследований выявлено: скрепление книжного блока с использованием предлагаемого способа (при помо- щи армирующих ниток) повышает разрывное усилие в два-три раза по сравнению с традиционным способом бесшвейного скрепления, а также значительно больше ниточного шитья (см. таблицу); заклейка ар- мированного корешка блока укрепляющей полоской бумаги на 6-8% повышает удельное усилие на разрыв, а применение для этих целей марли по ГОСТ 5196-75 увеличивает это усилие еще на 10%; прочность ар- мированного блока в значительной степени зависит от прочности армирующих ниток. Капроновые нитки в несколько сложений на 19-22% повышают разрывное усилие против хлопчатобумажных ниток (ГОСТ 6309- 73); использование предлагаемого способа скрепления блока армирующими нитками вместо применяемого ниткошвейного шитья дает возможность исключить из общего технологического процесса изготовления книг процесс потетрадного шитья блоков с применением дорогостоящих ни- ткошвейных машин и за счет этого перейти к поблочной обработке независимо от объема книги, сократив при этом технологиче- ский цикл производства и повысив его эффективность, а также, значительно сократить расход дорогостоящих ниток: вместо (127,2-182,4) м ниток на 1000 тетрадей при трех стенках расходовать для такого же объ- 0 ема 20-22 м, т.е. в 6,4-8,5 раз меньше при стабильной высокой прочности блоков (см. таблицу).
Таким образом, применение предлагае- 5 мого способа скрепления блока с армированием корешка нитками значительно повышает прочность и долговечность книг, сокращает расход материалов и, кроме этого, может коренным образом уменьшить продолжительность технологического цикла производства книг, повысив его эффективность.
Формула изобретения
1.Способ скрепления блоков, включающий транспортирование скомплектованного блока между технологическими операциями фрезерования на корешке, нанесения клея, упрочнения корешка и его сушки, отличающийся тем, что, с целью повышения прочности книжного блока и экономии материалов, при фрезеровании осуществляют образование поперечных прорезей на корешке с заданным интервалом по всей его длине, при этом клей наносят на плоскость корешка и в поперечные прорези, после чего укладывают в прорези армирующие нити, которые обрезают на ширину корешка и фиксируют нити полоской бумаги на корешке.
2.Машина для скрепления блоков, содержащая устройство для транспортирования блоков, устройство для фрезерования на корешке, клеевой аппарат, включающий ванну с термостатирующим элементом и клеенаносящий цилиндр, устройство для упрочнения корешка блока и сушку, о т л и ч а- ю щ а с я тем, что, с целью повышения прочности книжного блока и экономии материалов, устройство для фрезерования на корешке выполнено в виде цилиндра с набором дисковых инструментов, установл ен.ных с возможностью перестановки на
заданный интервал, клеенаносящий цилиндр клеевого аппарата выполнен сборным и содержит зубчатые кольца для аккумуляции клея, установленные с возможностью регулирования расстояния между ними в соотвествии с расстояниями между дисковыми инструментами устройства для фрезерования, устройство для упрочнения корешка выполнено в виде вала с укрепленной на нем пространственной звездой, установленных на лучах звезды параллельно оси вала шланг с тарельчатыми зажимами для натяжки армирующих нитей, располо- женных с интервалом соответствующим
расстоянию между дисковыми инструментами, причем вал пространственной звезды установлен в направляющих с возможностью возвратно-поступательного перемещения по вертикали, при этом машина
дополнительно содержит связанный с валом звезды механизм циклового поворота звезды и цикловой механизм совместного перемещения клеевого аппарата и устройства для фрезерования относительно корешка блока.
3. Машина по п.2, отличающаяся тем, что устройство для упрочнения корешка снабжено механизмом для отрезки нитей, имеющим пластинчатые ножи,
установленные относительно плоскости перемещения корешка блока с возможностью перестановки их по ширине корешка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 1998 |
|
RU2121440C1 |
| Способ бесшвейного скрепления книжных блоков | 1980 |
|
SU925681A1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| МАШИНА ДЛЯ БЕСШВЕЙНОГО СКРЕПЛЕНИЯ КНИЖНЫХ БЛОКОВ | 1998 |
|
RU2126329C1 |
| Способ бесшвейного скрепления книжных блоков | 1981 |
|
SU992231A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| СПОСОБ ПОДГОТОВКИ КОРЕШКА КНИЖНОГО БЛОКА К НАНЕСЕНИЮ КЛЕЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102245C1 |
| СПОСОБ КЛЕЕВОЙ ВЫСОКОПРОЧНОЙ БРОШЮРОВКИ КНИГ | 2013 |
|
RU2628983C2 |
| Машина для обработки книжных блоков | 1960 |
|
SU132192A1 |

Использование: полиграфическое производство, в частности производство книжных, брошюрных блоков и беловой продукции бесшвейным способом. Сущность изобретения- в способе осуществляют фрезерование поперечных прорезей на корешке с заданным интервалом по всей длине корешка, наносят клеевой слой на плоскость и в поперечные прорези, укладывают в прорези армирующие нити, которые обрезают на ширину корешка и фиксируют нити полоской бумаги на корешке. Машина для скрепления блоков содержит устройство для фрезерования на корешке, выполненное в виде цилиндра с набором дисковых инструментов, установленных с возможностью перестановки на заданный интервал. Клеенаносящий цилиндр клеевого аппарата выполнен сборным и содержит зубчатые кольца для аккумуляции клея, установленные с возможностью регулирования расстояния между ними в соответствии с расстояниями между дисковыми инструментами устройства для фрезерования. Устройство для упрочнения корешка выполнено в виде укрепленной на валу пространственной звезды, на лучах которой параллельно оси установлены штанги с тарельчатыми зажимами для натяжки армирующих нитей, расположенных с интервалом соответствующим расстоянию между дисковыми инструментами, причем вал пространственной звезды установлен в направляющих с возможностью воз- вратно-постуоательного движения по вертикали и связан с механизмом циклового поворота звезды. Машина дополнительно содержит цикловой механизм совместного перемещения клеевого аппарата и устройства для фрезерования относительно корешка блока. Кроме этого, устройство снабжено механизмом для обрезки нитей, пластинчатые ножи которого установлены относительно плоскости корешка блока с возможностью перестановки их по ширине корешка. 2 с.п. и 1 з.п. ф-лы, 2 ил,, 1 табл ел с vi 00 А о со vi
LQQltiLv
| Воробьев В.Д | |||
| и др | |||
| Технология брошюровочных процессов | |||
| М., 1989, с.163-169 | |||
| Пергамент Д.А | |||
| Брошюровочно-пере- плетное оборудование | |||
| М., 1990, с.383-385 | |||
| Машина бесшвейного скрепления Панда | |||
| Blndereport, 1989, №2 |
