Изобретение относится к производству фольги горячего тиснения различных цветов, которая может найти применение в полиграфии, а также для клеймения реквизитов товаров, полученных из различных по своей природе материалов, таких как натуральная кожа, полиметилметакрлат, полистирол и сополимеры полистирола. Фольга может найти применение для маркировки электропроводов и изоляционных трубок с изоляцией из поливинилхлорида, фторопласта или полиэтилена.
Известные до настоящего времени виды фольги горячего тиснения были разработаны для использования на конкретных материалах, таким образом возможность их использования носила избирательный характер. Так, для печатания по пластмассам предложен материал, состоящий из полимерной пленки и фонового слоя, содержащего связующее и пигмент, где в качестве связующего используют полистирольный лак.
Известна фольга горячего тиснения для использования в полиграфии, которая выполнена из полиэтилентерефталатной пленки с нанесенным на нее термопокрытием на основе сополимера бутилового эфира метакриловой кислоты с амидом метакриловой кислоты, нитроцеллюлозы и двуокиси титана.
Все перечисленные выше виды фольги горячего тиснения были получены при использовании суспензий компонентов покрытия в органических растворителях. Применение органических растворителей создает пожароопасную обстановку на производстве и, кроме того,
Ранее были предприняты попытки изготовления фольги горячего тиснения при использовании водных суспензий компонентов покрытия.
Количественный состав компонентов покрытия белой фольги горячего тиснения, %:
Поливинилацетатная дисперсия - 15,85
Смачиватель НБ - 0,98
Двуоксь титана - 62,50
Алюмосиликат - 15,7
Милори - 0,026
Дибутилфталат - 2,96
Ксилитан - 2,0 - 100
Количественный состав компонентов покрытия черной фольги горячего тиснения, %:
Поливинилацетатная дисперсия - 33,83
Смачиватель НБ - 3,6
Глицерин - 9,73
Мел - 10,0
Милори - 14,28
Лак основной зеленый - 14,28
Сажа газовая канальная - 14,28 - 100
(Технологический регламент. Цветная фольга серии 411 В).
Однако указанные марки фольги горячего тиснения имели ограниченную область применения, поскольку предназначались для конкретных материалов запечатываемых поверхностей, таких как ледерин, коленкор, бумага.
Наиболее близкий аналог - фольга, которую используют в полиграфии при оформлении переплетов книг с поливинилхлоридным покрытием для тиснения выполнена из полиэтилентерефталатной пленки с нанесением на нее термопокрытия на основе полимерного связующего - сополимера винилихлорида с винилацетатом, пигмента - технического углерода и наполнителя - химически осажденного мела.
Недостаток - использование органических растворителей.
Известен способ изготовления фольги горячего тиснения, включающий приготовление покрытия на основе термопластичного связующего - поливинилацетата, нанесение суспензии на полиэтилентерефталатную пленку и сушку полученного материала.
До настоящего времени не представлялось возможным изготовить фольгу горячего тиснения различных цветов на высокоскоростном оборудовании без применения органических растворителей для приготовления и нанесения суспензий компонентов покрытия на полимерную пленку.
Обычно устройства для нанесения жидких компонентов на длинномерный материал включают ванну для жидких компонентов, наносящий и отжимной валки. Недостатком таких устройств является невозможность создания необходимого давления в зоне нанесения жидкого материала, что значительно снижает качество получаемого материала.
Используемая в настоящее время трехкрасочная машина "Колорит" для изготовления фольги горячего тиснения включает ванну с суспензией компонентов покрытия, купающийся растровый вал, на который нанесен растр глубокой печати, прижимной вал, ракельный нож. Суспензии компонентов покрытия в органических растворителях удовлетворительно наносят на полиэтлентерефталатную пленку при достаточно высокой скорости движения пленки, которая составляет более 50 м/мин. Суспензию компонентов покрытия в воде не удается наносить на пленку при вышеуказанных скоростях движения пленки, поскольку при этом получают дефектное покрытие. При малых скоростях движения пленки - не более 20 м/мин - удается более или менее удовлетворительно наносить покрытие из водной суспензии на пленку, но при этом значительно снижается производительность оборудования.
Задачей настоящего изобретения является изготовление высококачественной фольги горячего тиснения на высокоскоростном оборудовании и при этом обеспечение высокой производительности оборудования, пожаробезопасности производства и экологии окружающей среды.
Задача решена благодаря тому, что фольга горячего тиснения включает полиэтилентерефталатную пленку с нанесенным на нее термопокрытием на основе полимерного связующего, пигмента и наполнителя, где в качестве полимерного связующего используют поливинилацетат в сочетании с поливиниловым спиртом, в качестве пигмента - двуокись титана или технический углерод в сочетании с голубым фталоцианиновым пигментом или пигменты различных цветов, а в качестве наполнителя - химически осажденный мел или его сочетание с аэросилом. При этом фольгу горячего тиснения получают при использовании дисперсий исходных компонентов в водной среде с добавлением поверхностно-активных веществ.
Для получения цветной фольги горячего тиснения используют полиэтилентерефталатную пленку марки ПЭТ-М толщиной 12 мкм (ГОСТ 24234-80). На полимерную пленку может быть нанесен предварительно восковой слой из торфяного воска или полиэтиленового воска с температурой каплепадения не ниже 82oC.
В качестве полимерного связующего используют поливиниловый спирт (ПВС) марок В-1Н, 18/11, ГФ (ТУ 6-11-020-9955-20-99, ГОСТ 10779-76) с плотностью 1,20 - 1,40 г/см3 при 20oC. Кроме того в качестве полимерного связующего используют также дисперсию поливинилацетатную грубодисперсную марки Д51В, ДФ 57/15 ВП без пластификатора (ГОСТ 18992-84).
В качестве наполнителя при изготовлении фольги можно использовать химически осажденный мел (ГОСТ 8253-79) или его смесь с аэросилом. Дисперсия полимерного связующего дополнительно включает поверхностно-активное вещество, например, полиоксипропилен (лапрол 503) (ТУ 6-05-16-79-83) в сочетании со стиральным порошком "Радуга" (ТУ 10.14.48-91) или их смесь в сочетании с полифосфатом аммония "Факкор" (ТУ 6-08-495-81). Дисперсия полимерного связующего включает в качестве пеногасителя бутанол (ГОСТ 5208-81). Количества всех перечисленных компонентов, используемых для изготовления цветной фольги горячего тиснения, представлены в таблице 3.
При получении фольги белого цвета в качестве пигмента используют двуокись титана (ГОСТ 9808-84), а при получении фольги черного цвета используют в качестве пигмента технический углерод марки К-354 (ГОСТ 6220-76). Для получения цветной фольги горячего тиснения различных цветов, таких как синий, красный, желтый, зеленый и др., используют соответствующие красители: лак синий в сочетании с лаком бирюзовым или пигмент алый в сочетании с пигментом желтым, пигмент зеленый фталоцианиновый в сочетании с лаком бирюзовым и др. Дисперсии компонентов термопокрытия готовят при перемешивании в воде с добавлением поверхностно-активных веществ и бутанола в качестве пеногасителя. Содержание компонентов в водной суспензии приведено в таблице 1.
Изобретение иллюстрируют следующие примеры.
Пример 1 (наиболее близкий аналог). На полиэтилентерефталатную пленку толщиной 12 мкм при комнатной температуре наносят суспензию на основе сополимера винилхлорида с винилацетататом в органическим растворителе, включающую, мас. %: сополимер 23, пигмент - техуглерод 38,5 и наполнитель - мел 38,5. После сушки при 90 - 110oC получают фольгу горячего тиснения.
Пример 2 (по изобретению). На полиэтилентерефталатную пленку толщиной 12 мкм при комнатной температуре наносят красочную суспензию белого цвета и после сушки при температуре 110 - 120oC получают фольгу горячего тиснения белого цвета. Красочную суспензию белого цвета готовят путем растворения 200 г поливинилового спирта (ПВС) в 16 л воды при нагревании до кипения воды с последующим охлаждением раствора. После чего к полученному раствору при перемешивании добавляют поливинилиацетатную дисперсию с концентрацией 51% в водной среде в количестве 3,13 кг и 1 кг воды, использованной для смыва поливинилацетатной дисперсии из емкости для ее приготовления. После перемешивания в течение 15 - 20 мин в аттритор добавляют поверхностно-активное вещество (ПАВ) - полиоксипропилен (лапрол 503) в количестве 0,68 кг и 0,5 кг воды, полученной от смыва указанного ПАВ из емкости. Спустя 15 - 20 мин в аттритор при перемешивании подают 7,2 кг двуокиси титана и 3,6 кг химически осажденного мела. После загрузки сухих компонентов диспергирование продолжают в течение трех ч, после чего проводят измерение максимального размера твердых частиц суспензии ("по клину" ГОСТ 6589-57). Если достигнута степень перетира в пределах 7 - 10 мкм, в аттритор добавляют 3,0 кг воды, полученной от смыва остатков водного раствора ПВС из реактора и после перетира в течение 15 - 20 мин добавляют раствор другого ПАВ - порошка стирального "Радуга" из расчета 200 г порошка в 2,0 кг воды, а также 0,5 воды от смывки остатков этого ПАВ из реактора и 2,26 кг воды с температурой не ниже 20oC. Перемешивание продолжают в течение 15 - 20 мин, после чего в суспензию добавляют 0,9 кг бутанола и перемешивают 15 мин. Затем оставляют при комнатной температуре на 10 - 15 ч для стабилизации. Перед нанесением на пленку полученную суспензию необходимо перемешать. При этом она должна иметь температуру не ниже 20oC и следующие показатели: условная вязкость по вискозиметру ВЗ-4 при 20oC 12 - 16 с; степень перетира ("по клину") 7 - 19 мкм. Для получения фольги горячего тиснения различных цветов нужно использование следующих пигментов (таблица 2).
Пример 3. На полиэтилентерефталатную пленку толщиной 12 мкм при комнатной температуре наносят красочную суспензию черного цвета и после сушки при температуре 110 - 120oC получают фольгу горячего тиснения черного цвета. Красочную суспензию черного цвета готовят путем растворения 188 г поливинилового спирта (ПВС) в 16 л воды при нагревании до кипения воды и перемешивании с последующим охлаждением раствора, после чего к полученному раствору при перемешивании добавляют полвинилацетатную дисперсию с концентрацией 51% в водной среде в количестве 3,98 кг и 1 кг воды, использованной для смыва поливинилацетатной дисперсии из емкости для ее приготовления. После диспергирования в течение 15 - 20 мин в аттритор добавляют поверхностно-активное вещество (ПАВ) - полиоксипропилен (лапрол 503) в количестве 0,82 кг и 0,5 кг воды, полученной от смыва указанного ПАВ из емкости. Диспергирование продолжают 15 - 20 мин. После чего в аттритор при перемешивании подают другое ПАВ - полифосфат аммония (ФАККОР) в количестве 0,035 кг, а затем добавляют мел химически осажденный в количестве 7,98 кг, воду, полученную от смыва ПВС в количестве 3,0 кг, пигмент голубой фталоцианиновый в количестве 0,034 кг и технический углерод в количестве 2,19 кг. По мере загущения смеси добавляют воду с температурой не ниже 20oC в количестве 1,85 кг. Перемешивание продолжают в течение 4 ч, после чего проводят измерение размера твердых частиц суспензии ("по клину" ГОСТ 6589-57). Если достигнута необходимая степень дисперсности (размер частиц 7 - 10 мкм), в аттритор добавляют третье ПАВ - порошок стиральный "Радуга" из расчета 0,268 кг порошка в 2,0 кг воды, а также 0,5 кг воды, полученной от смыва емкости, в которой готовят раствор стирального порошка "Радуга". Перемешивание продолжают в течение 15 мин, после чего добавляют в смесь 1,11 кг бутанола и перемешивают в течение 10 мин. Затем оставляют смесь при комнатной температуре на 10 - 15 ч для стабилизации. Перед нанесением на пленку суспензию необходимо перемещать. При этом она должна иметь температуру не ниже 20oC и следующие показатели: условная вязкость по вискозиметру ВЗ-4 при 20oC 16 - 21 с; степень перетира ("по клину") 7 - 10 мкм.
Пример 4 (по изобретению). На полиэтилентерефталатную пленку толщиной 12 мкм предварительно наносят восковой слой из раствора восковой композиции (сплав СФ-3 85% и буроугольный воск сырой 15%) в смеси растворителей: бензин - толуол в соотношении 85 : 15, при этом концентрация раствора воска составляет 0,2%. После нанесения воскового слоя наносят любой из перечисленных красочных слоев.
Нанесение раствора воска на плекну-основу производят на машине "Исида-700", сушку осуществляют при температуре 100 - 110oC. Массу воскового слоя не определяют, качество нанесения воскового слоя определяют визуально.
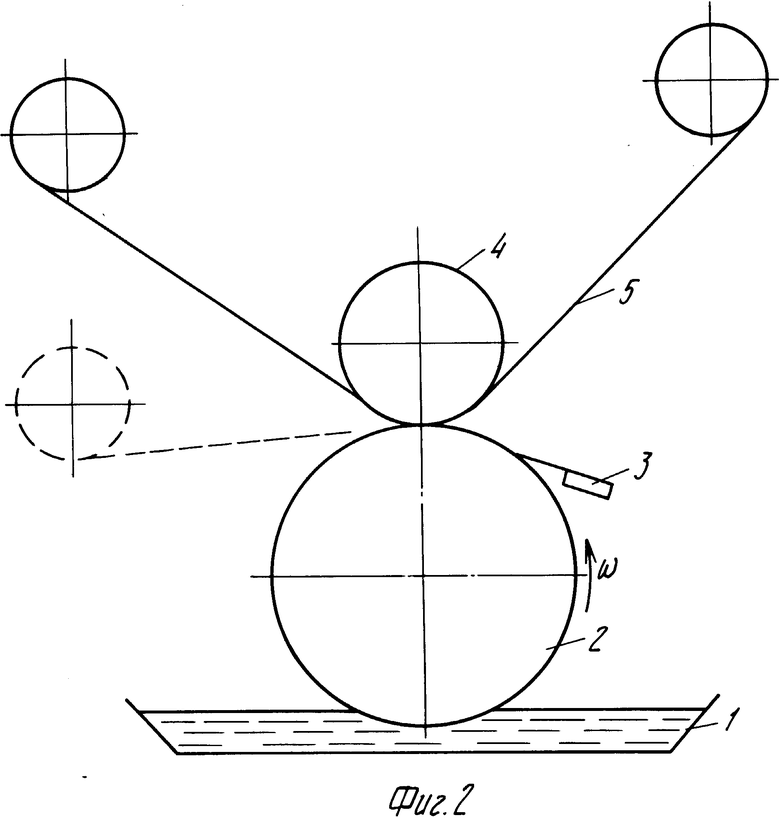
Нанесение водно-дисперсной композиции красочного слоя осуществляют растровым способом на установке "Колорит" (LK02LM). На фиг. 1 представлена схема установки; на фиг. 2 приведена схема растрового способа нанесения слоя фольги. Устройство для изготовления фольги горячего тиснения включает ванну 1 для суспензии компонентов покрытия, купающийся растровый вал 2, ракельный нож 3, прижимной вал 4 и стабилизатор 5 угла отрыва.
Устройство дополнительно содержит стабилизатор 5 угла отрыва пленки, выполненный из пластины 6 из нержавеющей стали с хромовым покрытием в виде рамки, которую закрепляют с помощью держателя 7 под углом 70±10o к поверхности растрового вала. Длина рабочей кромки стабилизатора должна быть на 10 мм меньше ширины пленки (1300 мм) для предотвращения контакта стабилизатора с композицией на поверхности растрового вала. Радиус рабочей кромки стабилизатора в поперечном сечении должен быть не более 1 мм.
Приведенные материалы свидетельствуют о том, что разработана фольга горячего тиснения различных цветов и способ ее изготовления при использовании водных суспензий компонентов покрытия, что обеспечивает пожаробезопасность производства и экологию окружающей среды.
Созданное устройство позволяет наносить водную суспензию красочного слоя фольги на высокоскоростном оборудовании, что обеспечивает высокую его производительность.
Изобретение найдет применение в полиграфии, для клеймения реквизитов обуви, пластмасс, маркировки электропроводов и шприцев одноразового применения.
Полученная по изобретению фольга имеет следующие характеристики:
укрывистость полная без пробелов;
четкость оттисков по 3-х бальной шкале, не менее - 3 балла;
четкость тиснения в оттисках по 3-х польному модельному штампу при температуре 85 - 110oC - 3 балла, при температуре 120 - 150oC - 2 балла;
устойчивость оттисков к воздействию воды, бензина и минерального масла, не менее - 30 циклов;
устойчивость оттисков к истиранию на увлажненных образцах, не менее - 5 циклов;
устойчивость оттисков к воздействию света, не менее - 5 баллов;
прочность оттисков к истиранию, в циклах, не менее - 15 циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЗОВОЙ ФОЛЬГИ ГОРЯЧЕГО ТИСНЕНИЯ | 1995 |
|
RU2113355C1 |
| ФОЛЬГА ДЛЯ ГОРЯЧЕГО ТИСНЕНИЯ | 2007 |
|
RU2340461C1 |
| Фольга горячего тиснения | 1986 |
|
SU1368196A1 |
| Фольга горячего тиснения | 1988 |
|
SU1560438A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОДИСПЕРСИОННОГО КЛЕЯ | 1997 |
|
RU2132860C1 |
| Фольга горячего тиснения для золочения обрезов книжных блоков | 1978 |
|
SU889485A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКООБРАЗНОЙ КРАСКИ | 1998 |
|
RU2147594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВАННОГО ИГРАЛЬНОГО СУКНА | 1996 |
|
RU2131953C1 |
| КОМПОЗИЦИЯ ДЛЯ АМОРФНОГО ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2143012C1 |
| ПЛЕНКА ДЛЯ ТЕРМОТРАНСФЕРНОЙ ПЕЧАТИ (ВАРИАНТЫ) | 2011 |
|
RU2457954C1 |
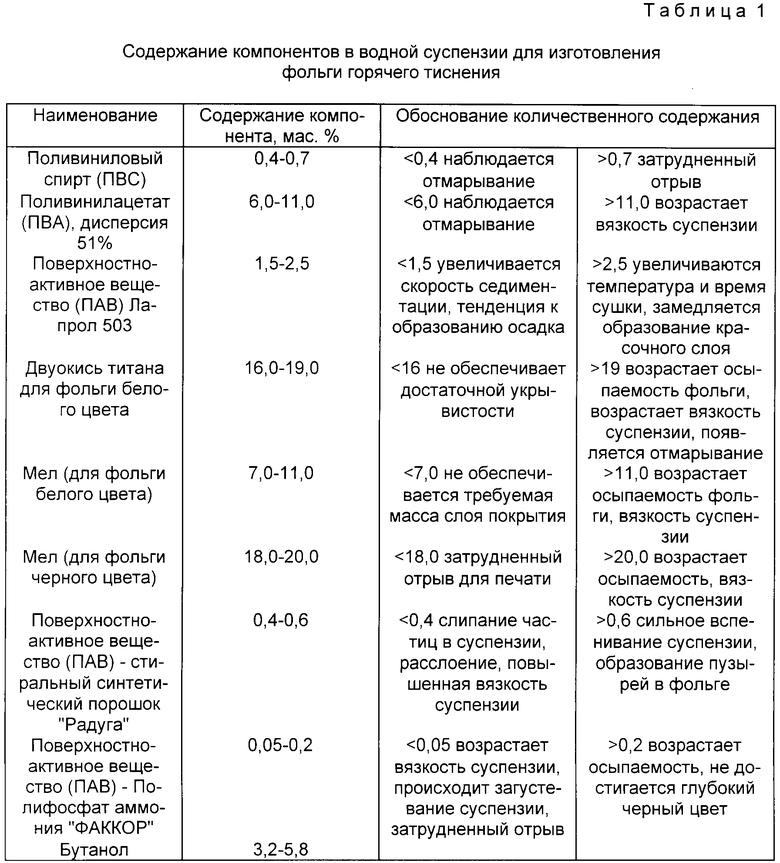
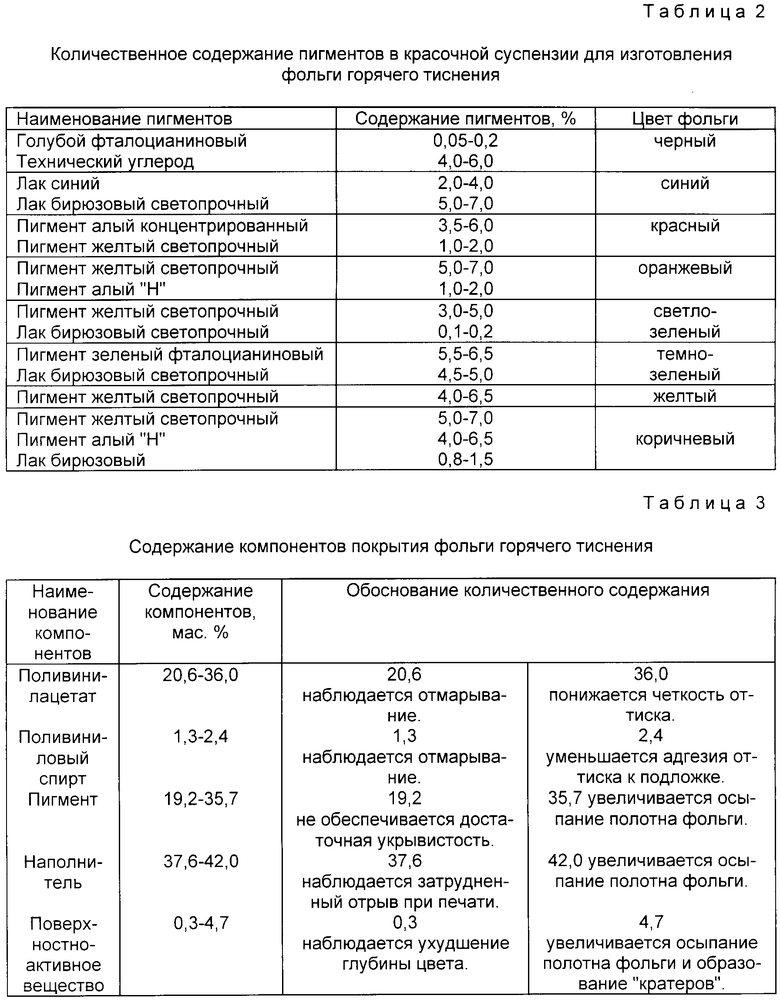
Использование: производство фольги горячего тиснения и ее применение в полиграфии, для клеймения реквизитов товаров, полученных из различных материалов: натуральная кожа, полиметилметакрилат, полистирол и сополимеры полистирола и т.д. Сущность изобретения. Фольга горячего тиснения включает полиэтилен, терефталатную пленку и покрытие на основе термопластичного связующего поливинилацетата, сегмента и наполнителя. Покрытие дополнительно содержит в качестве связующего поливиниловый спирт и поверхностно-активное вещество при следующем соотношении компонентов масс.%: поливинилацетат - 20,6 - 36,0, поливиниловый спирт - 1,3 - 2,4, пигмент - 19,2 - 35,7, наполнитель - 37,6 - 42,0, поверхностно-активное вещество - 0,3 - 4,7. Способ изготовления фольги горячего тиснения включает приготовление водной суспензии покрытия на основе термопластичного связующего - поливинилацетата, нанесение суспензии на полиэтилентерефталатную пленку и сушку полученного материала. В водную суспензию компонентов покрытия вводят водный раствор поливинилового спирта, поверхностно-активное вещество и бутанол в качестве пеногасителя. 3 с. и 2 з.п. ф-лы, 2 ил.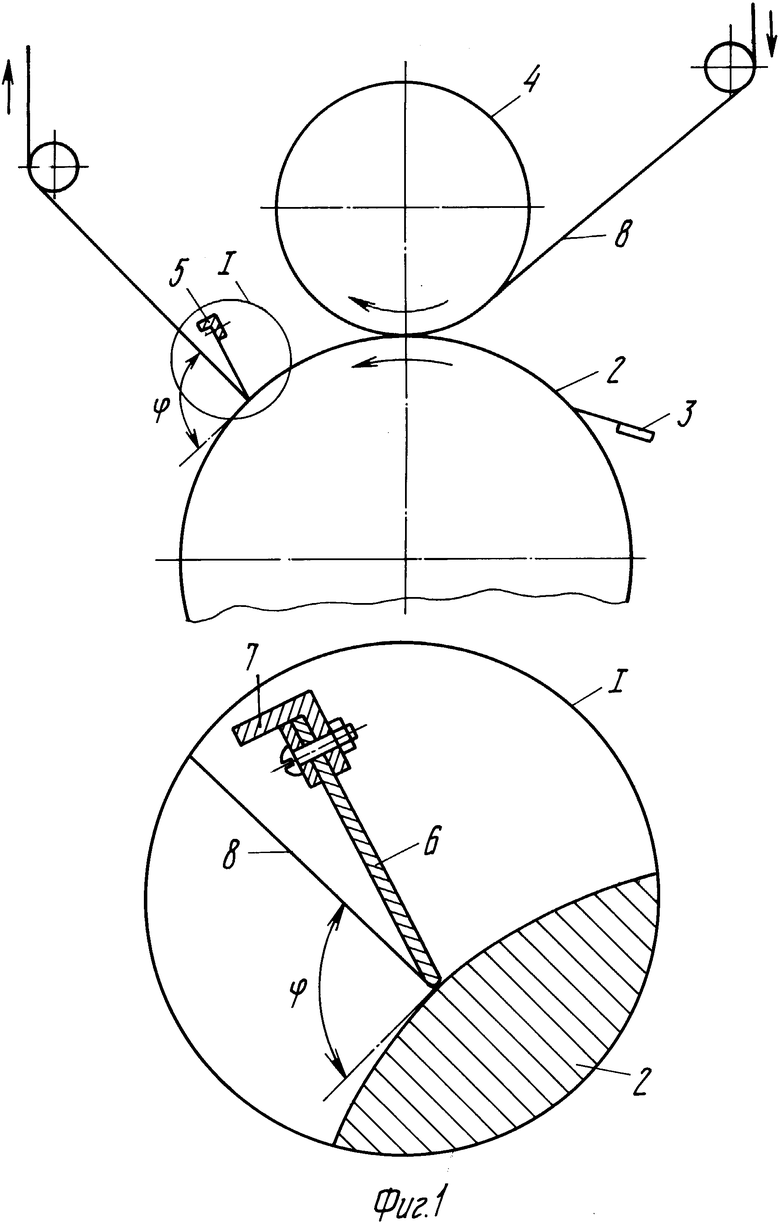
Поливинилацетат 20,6 36,0
Поливиниловый спирт 1,3 2,4
Пигмент 19,2 35,7
Наполнитель 37,6 42,0
Поверхностно-активное вещество 0,3 4,7
2. Фольга по п. 1, отличающаяся тем, что она содержит дополнительно восковой слой, расположенный между полиэтилентерефталатной пленкой и покрытием на основе термопластичного связующего.
Поливинилацетат 6,0 11,0
Поливиниловый спирт 0,4 0,7
Пигмент 3,2 19,0
Наполнитель 7,0 20,0
Поверхностно-активное вещество 0,05 2,5
Бутанол 3,2 5,8
Вода Остальное
4. Способ по п.3, отличающийся тем, что нанесение водной суспензии компонентов покрытия на полиэтилентерефталатную пленку производят после нанесения на нее разделительного воскового слоя.
| SU, авторское свидетельство, 962009, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
| SU, авторское свидетельство, 1560438, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
| SU, авторское свидетельство, 76036, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство, 1368196, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Каталог фирмы Kurz Pragefolien, Maschinenvertray, 73/79412, 1979 | |||
| Technische Dokumentation, (Jeil B, Puukt 1, 3-Farbeu-Druckmaschiue Type ZK 02 ZM. | |||
