Изобретение относится к полиграфической промышленности и касается разработки способа изготовления бронзовой фольги горячего тиснения, которая может найти применение в полиграфии для тиснения различного переплетного материала, а также для клеймения реквизитов обуви на натуральной подкладочной коже.
Традиционный способ изготовления фольги горячего тиснения включает последовательное нанесение на полимерную подложку воскового, лакового, фонового и адгезионного слоев [1]. Полученная таким образом фольга предназначается для тиснения надписей и рисунков на переплетах книг. Лаковый слой данной фольги выполняют на основе спирторастворимого связующего, например поливинилэтилаля, циклогексанонформальдегидной смолы или их смесей, фоновый слой состоит из напыленного в вакууме алюминия, а грунтовочный слой нанесен из поливинилацетатной эмульсии, сополимерной эмульсии винилацетата с дибутилмалеинатом, стиролбутадиеновых латексов. Указанная фольга имеет хрупкую, неэластичную лаковую пленку.
Другие известные способы получения полиграфической фольги отличаются от вышеуказанного используемыми веществами в составах для нанесения лакового и адгезионного слоев, при этом, как правило, используют суспензии компонентов покрытия в органических растворителях, что создает пожароопасную обстановку на производстве.
Ранее предпринимались попытки изготовления фольги горячего тиснения при использовании водяных суспензий компонентов покрытия [2]. Однако указанная фольга имела неудовлетворительные технологические свойства и могла быть использована только для конкретных материалов запечатываемых поверхностей, таких как дедерин, коленкор, бумага, т.е. характеризовалась избирательностью применения.
Известен способ изготовления бронзовой рулонной фольги на бумажной основе, когда на бумажную основу наносят плавкое вещество, после чего механическим путем прикатывают бронзовый порошок для создания красочного слоя [3]. При этом способе изготовления происходит значительное распыление бронзового порошка, что значительно ухудшает экологию окружающей среды и условия охраны труда. Указанный способ является энерго- и материалоемким, а полученная при этом бронзовая фольга имеет недостаточные печатно-технические свойства, а именно: высокое осыпание, отмарывание и др.
Наиболее близким к предлагаемому является способ изготовления бронзовой фольги горячего тиснения, включающий последовательное нанесение на полиэтилентерефталатную пленку воскового разделительного слоя, пигментного слоя из бронзового порошка и грунтовочного слоя на основе полимерного связующего и наполнителя [4] . Согласно этому способу бронзовый порошок также механически прикатывают на полиэтилентерефталатную пленку, предварительно покрытую воском из его расплава, что не устраняет значительного пыления и потерь бронзового порошка при его нанесении и отрицательно сказывается на условиях труда. Нанесение грунтовочного слоя на основе полимерного связующего и наполнителя осуществляется в составе композиции на основе органических растворителей, что создает пожароопасную обстановку на производстве. Полученная по данному способу бронзовая фольга характеризуется недостаточными печатно-техническими свойствами: четкостью оттисков и прочностью к истиранию.
Задачей настоящего изобретения является разработка способа изготовления высококачественной бронзовой фольги горячего тиснения экологически безопасным путем, в отсутствие органических растворителей и пыления бронзового порошка. Высокое качество бронзовой фольги горячего тиснения, полученной по данному изобретению, обеспечивает получение четких оттисков на изделие с более высокой механической прочностью.
Задача решена с помощью изобретения способа изготовления бронзовой фольги горячего тиснения, при котором на полиэтилентерефалатную пленку наносят восковой разделительный слой из раствора восковой композиции на основе воска буроугольного в смеси органических растворителей, после чего бронзовый порошок наносят в составе для грунтовочного слоя из водной суспензии, включающей полимерное связующее, наполнитель и дополнительно поверхностно-активные вещества - полиоксипропилен и порошок стиральный малофосфатный "Радуга" при следующем содержании компонентов, мас.%:
Поливинилацетатная дисперсия - 4,0 - 5,0
Поливиниловый спирт - 0,1 - 0,6
Крахмал - 0,04 - 0,1
Аэросил - 0,1 - 0,25
Охра - 3,5 - 4,3
Бронзовый порошок - 28 - 32
Полиоксипропилен (лапрол) - 1,8 - 2,5
Порошок стиральный малофосфатный "Радуга" - 0,8 - 1,5
Вода - Остальное
Для изготовления бронзовой фольги горячего тиснения используют следующие материалы, выпускаемые отечественной промышленностью: полиэтилентерефталатная пленка ПЭТ-М (12 мкм - ГОСТ 24234, 20 мкм - ГОСТ 24234-80), воск буроугольный, поливинилацетатную дисперсию марки Д51В, ДФ 57/15 ВП - ГОСТ 18992-80, полиоксипропилен (лапрол 503 ТУ 6-05-16-79-83), стиральный порошок "Радуга" ТУ 10.14.48-91, поливиниловый спирт марок 18/11, ТФ ТУ 6-05-190-87, аэросил неуплотненный А-175 (ГОСТ 14922-77), крахмал (ГОСТ 7699-78), охра сухая марок 0-1, 0-2 (ОСТ 6-10-430-80), бронзовая пудра (ТУ 48-21-150-72).
Для изготовления бронзовой фольги горячего тиснения предварительно готовят раствор буроугольного воска в смеси растворителей (бензин:толуол) и водную суспензию компонентов грунтовочного слоя, включающую бронзовый порошок. Раствор воска наносят на полиэтилентерефталатную пленку на машине Исида, используя раствор воска с концентрацией 0,2%, после чего наносят грунтовочный слой на машине ЦФЛ, при этом масса красочного грунтовочного слоя составляет 10 - 16 г/м2. Полученный таким образом материал подвергают сушке при температуре 78 - 80oC, допустимой на машинах ЦФЛ.
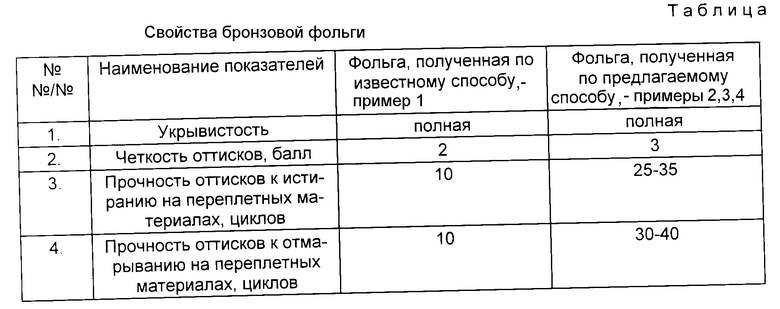
Пример 1. На полиэтилентерефталатную пленку толщиной 12 мкм наносят воск из его расплава, после этого на восковой слой механически прикатывают бронзовый порошок, а затем наносят грунтовочный слой из раствора в органическом растворителе, включающего полимерное связующее, например поливинилацетатную дисперсию, и наполнитель - аэросил, после чего полученный материал сушат. Свойства полученной бронзовой фольги горячего тиснения приведены в таблице.
Пример 2. На полиэтилентерефталатную пленку толщиной 12 мкм наносят раствор буроугольного воска в смеси растворителей бензин:толуол (85:15) с концентрацией 0,2% и сушат при температуре 100 - 110oC. Затем наносят грунтовочный красочный слой из водной суспензии, содержащей полимерное связующее - поливинилацетатную дисперсию в количестве 4,0 мас.% и поливиниловый спирт в количестве 0,1 мас.%, наполнитель: аэросил в количестве 0,1 мас.%, крахмал в количестве 0,04 мас. %, охру в количестве 3,5 мас.%, бронзовый порошок в количестве 28 мас. %, поверхностно-активные вещества: полиоксипропилен в количестве 1,8 мас.% и порошок стиральный малофосфатный "Радуга" в количестве 0,8 мас.%, вода - остальное. При этом грунтовочная водная суспензия имеет следующие характеристики: вязкость по вискозиметру В3-4 при 20oC 12 - 16 с. Полученный материал высушивают при температуре 78 - 80oC. Свойства полученной фольги приведены в таблице.
Пример 3.
Бронзовую фольгу изготавливают по примеру 2, используя следующий состав грунтовочного красочного слоя: поливинилацетатная дисперсия - 4,5 мас.%, поливиниловый спирт - 3,5 мас.%, аэросил - 0,15 мас.%, крахмал - 0,07 мас.%, охра - 4,0 мас.%, бронзовый порошок - 30 мас.%, полиоксипропилен - 2,2 мас. %, порошок стиральный "Радуга" - 1,2 мас.%, вода - остальное.
Пример 4.
Бронзовую фольгу горячего тиснения готовят по примеру 2, используя при этом следующий состав грунтовочного красочного слоя: поливинилацетатная дисперсия - 5,0 мас.%, поливиниловый спирт - 0,6 мас.%, аэросил - 0,25 мас.%, крахмал - 0,1 мас.%, охра - 4,3 мас.%, бронзовый порошок - 32 мас.%; полиоксипропилен 2,5 мас.%, порошок стиральный "Радуга" - 1,5 мас.%, вода - остальное.
Свойства бронзовой фольги, полученной по изобретению, в сравнении со свойствами фольги по известному способу приведены в таблице. Представленные в таблице данные свидетельствуют о том, что полученная по изобретению бронзовая фольга обладает лучшими печатно-техническими свойствами, по сравнению с известной и обеспечивает получение более четких оттисков на изделие с более высокой прочностью оттисков к истиранию и отмарыванию.
Способ по изобретению соответствует критерию "промышленная применимость", поскольку может быть применен при использовании известных отечественных компонентов для изготовления фольги на существующем оборудовании.
Литература
1. SU, авторское свидетельство, 239481, C 08 J 7/04, 1966.
2. Технологический регламент. Фольга серии 411 В.
3. SU, авторское свидетельство, 138482, B 41 N 1/100, 1959.
4. Технический регламент "Производство бронзовой фольги горячего тиснения серий 114 и 184", 1982 г.
5. SU, Авторское свидетельство, 1100146, кл. B 41 N 1/00, оп. 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОЛЬГА ГОРЯЧЕГО ТИСНЕНИЯ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2103178C1 |
| Фольга горячего тиснения для золочения обрезов книжных блоков | 1978 |
|
SU889485A1 |
| Переводная фольга | 1979 |
|
SU833459A1 |
| Переводная фольга | 1982 |
|
SU1100146A1 |
| Фольга горячего тиснения | 1986 |
|
SU1368196A1 |
| СЛОИСТЫЙ ДЕКОРАТИВНЫЙ МАТЕРИАЛ | 1994 |
|
RU2134200C1 |
| Фольга горячего тиснения | 1988 |
|
SU1560438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОВЫХ ИЗДЕЛИЙ, КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОВЫХ ИЗДЕЛИЙ | 1996 |
|
RU2099305C1 |
| ПЛЕНКА ДЛЯ ТЕРМОТРАНСФЕРНОЙ ПЕЧАТИ (ВАРИАНТЫ) | 2011 |
|
RU2457954C1 |
| ФОЛЬГА ДЛЯ ГОРЯЧЕГО ТИСНЕНИЯ | 2007 |
|
RU2340461C1 |
Изобретение относится к полиграфической промышленности и касается разработки способа изготовления бронзовой фольги горячего тиснения, которая может найти применение в полиграфии для тиснения различного переплетного материала, а также для клеймения реквизитов обуви. Сущность изобретения: способ позволяет получить высококачественную бронзовую фольгу, обеспечивающую получение четких оттисков на изделии с более высокой прочностью оттисков к истиранию и отмарыванию, экологически более безопасным путем. На полиэтилентерефталатную пленку наносят восковой разделительный слой из раствора воска буроугольного в органическом растворителе, после чего наносят бронзовый порошок в составе для грунтовочного слоя из водной суспензии, включающей полимерное связующее, наполнитель и дополнительно поверхностно-активные вещества при следующем содержании компонентов, мас.%: поливинилацетатная дисперсия 4,0 - 5,0, поливиниловый спирт 0,1 - 0,6, крахмал 0,04 - 0,1, аэросил 0,1 - 0,25, охра 3,5 - 4,3, бронзовый порошок 28 - 32, полиоксипропилен 1,8 - 2,5, порошок стиральный "Радуга" 0,8 - 1,5, вода - остальное.
Способ изготовления бронзовой фольги горячего тиснения, заключающийся в последовательном нанесении на полиэтилентерефталатную пленку разделительного воскового слоя, включающего буроугольный воск, бронзового порошка и грунтовочного слоя, имеющего полимерное связующее и наполнитель, включающий аэросил, отличающийся тем, что разделительный восковой слой наносят в виде раствора буроугольного воска в смеси органических растворителей, а бронзовый порошок наносят в составе водной суспензии компонентов грунтовочного слоя, полимерное связующее которого состоит из поливинилацетатной дисперсии и поливинилового спирта, а наполнитель дополнительно содержит крахмал, охру и поверхностно-активные вещества - полиоксипропилен и порошок стиральной малофосфатный "Радуга" при следующем содержании компонентов, мас.%:
Поливинилацетатная дисперсия - 4,0 - 5,0
Поливиниловый спирт - 0,1 - 0,6
Крахмал - 0,04 - 0,1
Аэросил - 0,1 - 0,25
Охра - 3,5 - 4,3
Бронзовый порошок - 28 - 32
Полиоксипропилен - 1,8 - 2,5
Порошок стиральный малофосфатный "Радуга" - 0,8 - 1,5
Вода - Остальноен
| SU, авторское свидетельство, 239481, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| SU, авторское свидетельство, 138482, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| SU, авторское свидетельство, 11001 46А, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
