Изобретение относится к стоматологии, в частности к алмазно-абразивной обработке вязких металлических материалов, и может быть применено при отделочной обработке зубных протезов из коррозионно-стойкой стали в технологическом процессе их изготовления.
Известен способ отделочной обработки зубных протезов, включающий выполнение двух технологических операций: 1) шлифование кругами на вулканитовой связке; 2) полирование с применением паст ГОИ.
Недостатком этого способа является то, что коррозионная стойкость зубных протезов оказывается неудовлетворительной вследствие протекания питтинговой коррозии при эксплуатации протезов в полости рта. Зародыши каверн - источников питтинговой коррозии, образуются на поверхности зубных протезов при полировании коррозионно-стойкой стали пастой ГОИ. Кроме того, поскольку вулканитовые круги изготавливаются на специализированных машиностроительных предприятиях, нет возможности адаптировать физико-механические характеристики круга к конкретным параметрам зубного протеза с учетом навыков оператора-стоматолога.
Наиболее близким к заявляемому объекту по технической сущности является известный способ обработки зеркал из чистой меди, включающий технологические операции: 1) предварительной обработки; 2) полирования алмазной пастой; 3) полирования суспензией на основе ультрадисперсного порошка (УДП) оксида алюминия.
Недостатком данного способа является его неприменимость в технологии изготовления зубных протезов из коррозионно-стойкой стали вследствие невозможности реализации операции алмазного точения, применяемой в качестве предварительной обработки.
Для решения этой задачи отделочную обработку зубных протезов из коррозионно-стойкой стали проводят в несколько этапов: предварительную обработку производят абразивным составом на основе кремнийорганического герметика, а полирование производят за две операции, причем на первой полировальной операции применяют алмазную пасту зернистостью 0,5 - 1 мкм, а вторую полировальную операцию производят с применением пасты на основе ультрадисперсного порошка оксида алюминия с размерами частиц, имеющих сферическую форму, в пределах 0,6 - 0,9 мкм.
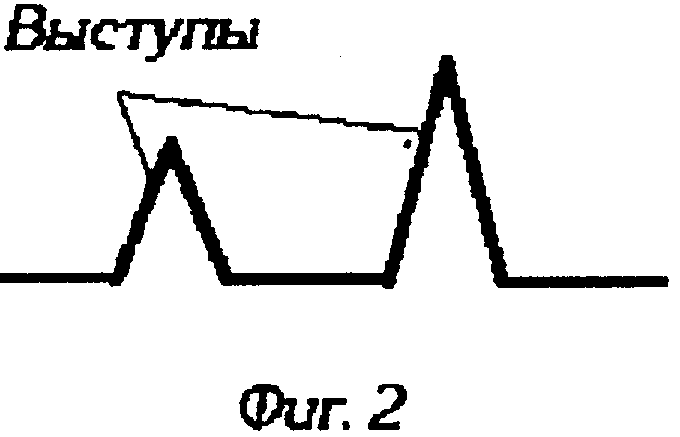
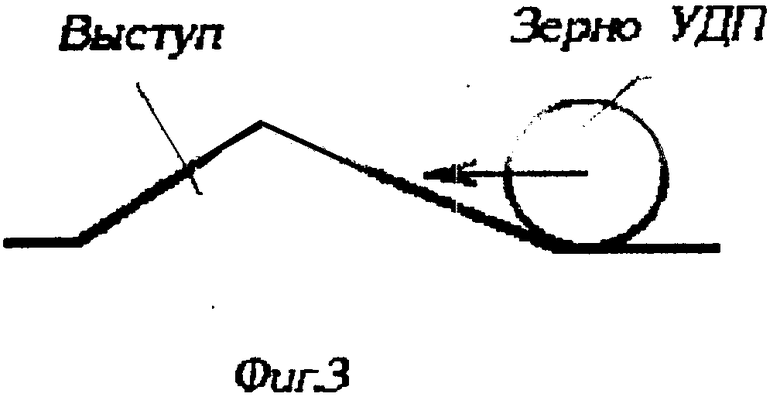
На фиг. 1 показана каверна, образующаяся при полировании пастой ГОИ; на фиг. 2 - выступы, образующиеся при полировании алмазной пастой; на фиг.3 - механизм воздействия частиц УДП на выступы микрорельефа.
Сочетание признаков является фактором, качественно изменяющим механизм формирования поверхностного слоя зубных протезов из коррозионно-стойкой стали. Наибольшее применение в стоматологи имеет коррозионно-стойкая сталь марки 12Х18Н9Т, содержащая 1% Ti. Титан в структуре указанного материала имеет склонность к ликвации, образуя хрупкие карбиды титана. В процессе полирования по существующей технологии, т.е. с применением пасты ГОИ, реализуется механо-химический метанизм полирования. При этом частицы оксида хрома, входящие в состав пасты ГОИ, сцепляясь с участками - ликвациями татана на обрабатываемой поверхности, производят хрупкое их разрушение с образованием на обрабатываемой поверхности микрокаверн (фиг.1), служащих причиной коррозионных (гальванических) процессов в полости рта пациента. В процессе полирования коррозионно-стойкой стали алмазной пастой реализуется микроабразивный механизм полирования. При применении алмазной пасты оптимальной зернистости на обработанной поверхности коррозионно-стойкой стали наблюдаются микровыступы высотой до 0,5 - 1 мкм (фиг.2), которые представляют собой карбиды титана, имеющие вследствие повышенной микротвердости более низкую интенсивность сполировывания. Наличие таких выступов на обработанной поверхности зубного протеза недопустимо, поскольку они являются удобными элементами микропрофиля для закрепления микроорганизмов, составляющих зубной налет. Применение на второй операции полирования ультрадисперского порошка с частицами сферической формы оптимальной зернистости приводит к выглаживающе-вдавливающему воздействию (фиг.3) частиц УДП на имеющиеся после операции полирования алмазной пастой микровыступы. В результате устраняются неравномерности структуры поверхностного слоя зубных протезов.
В качестве примера приводятся варианты реализации способа отделочной обработки зубных протезов из коррозионно-стойкой стали 12Х18Н9Т со следующими диапазонами изменения факторов отделочной обработки. На первой операции (шлифование) применялись круги на вулканитовой связке (ИВ) и круги со связкой из кремнийорганического герметика ВГО - 1 (ИКГ). На второй операции (полирование) применялась паста ГОИ, а также алмазные пасты зернистостью АСМ 0,1/0 - АСМ 2/1. На третьей операции (второе полирование) применялись пасты на основе УДП с размерами частиц порошка: менее 0,5 мкм; 0,6 - 0,9 мкм; более 1 мкм (таблица).
Из вышесказанного следует, что предлагаемое изобретение соответствует критерию промышленной применимости.
Данные таблицы свидетельствуют о повышении коррозионной стойкости зубных протезов из коррозионно-стойкой стали и снижении содержания в слюне вредных примесей при реализации предлагаемого способа отделочной обработки.
Все материалы, применяемые при реализации способа отделочной обработки в соответствии с предлагаемым изобретением, выпускаются предприятиями Российской Федерации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2336984C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ УЛЬТРАЗВУКОВОГО ДИАГНОСТИЧЕСКОГО ЗОНДА | 1994 |
|
RU2078340C1 |
| УСТРОЙСТВО ВЫСОКОЧАСТОТНОГО ВОЗБУЖДЕНИЯ ГАЗОВОГО ЛАЗЕРА | 1995 |
|
RU2113750C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1996 |
|
RU2113751C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1996 |
|
RU2113752C1 |
| ОПТИКО-ЭЛЕКТРОННОЕ ЛОГИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЧЕТНОСТИ | 1990 |
|
RU2025758C1 |
| ДАТЧИК ВЕКТОРА НАПРЯЖЕННОСТИ ЭЛЕКТРИЧЕСКОГО ПОЛЯ В ПРОВОДЯЩЕЙ СРЕДЕ | 1991 |
|
RU2012894C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ ВОДНО-СПИРТОВОГО РАСТВОРА | 1994 |
|
RU2135993C1 |
| ПОЛИРОВАЛЬНАЯ ПАСТА | 1993 |
|
RU2079532C1 |
| ЦИФРОВОЙ ЕМКОСТНЫЙ ВЫСОТОМЕР | 1992 |
|
RU2025742C1 |

Способ может быть использован для отделочной обработки зубных протезов из коррозионно-стойкой стали. Обработку проводят в несколько этапов: предварительную обработку производят абразивным составом на основе кремнийорганического герметика, а полирование производят за две операции. На первой полировальной операции применяют алмазную пасту зернистостью 0,5 - 1 мкм, а вторую полировальную операцию производят с применением пасты на основе ультрадисперсного порошка оксида алюминия с размерами частиц, имеющих сферическую форму, в пределах 0,6 - 0,9 мкм. Способ позволяет повысить коррозионную стойкость зубных протезов из коррозионно-стойкой стали и снизить содержание в слюне вредных примесей. 1 табл., 3 ил.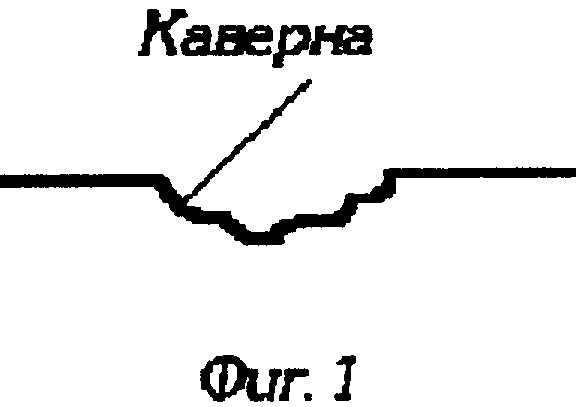
Способ отделочной обработки зубных протезов из коррозионно-стойкой стали, включающий предварительную обработку и полирование абразивными пастами, отличающийся тем, что операцию предварительной обработки производят абразивным составом на основе кремнийорганического герметика, а полирование производят за две операции, причем на первой полировальной операции применяют алмазную пасту зернистостью 0,5 1 мкм, а вторую полировальную операцию производят с применением пасты на основе ультрадисперсного порошка оксида алюминия с размером частиц, имеющих сферическую форму, в пределах 0,6 0,9 мкм.
| Назаров Ю.Ф., Постаногов В.Х., Базанов В.Н | |||
| Абразивная обработка в нанотехнологии деталей машин | |||
| - М.: ГБ НПО "Техномаш", 1993, с.54-55. |
