Изобретение относится к способу изготовления мебели и деталей мебели, при котором картон или волокнистый материал типа картона соединяют, укладывая его послойно с прослойкой из клея холодного отверждения, с образованием из слоистого материала каркаса мебели путем прессования и отверждения.
Из описания полезной модели ФРГ DE-UI82 09 206 известно изготовление сидений для стульев, спинок или кресел из картона или ламинированного картона, причем фасонные детали, отштампованные из более легкого (от 250 до 500 г/м) и более тяжелого картона (от 500 до 1000 г/м - уточнение переводчика), после послойного нанесения клея холодного отверждения укладываются в пресс и там спрессовываются с образованием одной из форм, соответствующих сидению или спинке, после того как произойдет холодное отверждение клея, осуществляется извлечение слоистой детали из формы.
Однако таким образом могут изготавливаться лишь фасонные детали со сравнительно небольшим изгибом, а время выдержки до затвердевания клея холодного отверждения сравнительно велико, вследствие чего пресс и форма долго простаивают. Кроме того, имеются большие отходы при прессовании.
Задачей изобретения является создание нового способа, с помощью которого можно изготавливать мебель и детали мебели, в том числе с сильным изгибом при коротком времени формования.
Задача решается тем, что картон в виде полосы после нанесения клея навивается в полую заготовку и затем за одну операцию прессования формуется между внутренними и внешними формующими элементами, после чего происходит извлечение из формы с удалением сердечника с последующим отверждением.
Предпочтительные формы выполнения раскрыты в подпунктах. Мебель и детали мебели нового типа, а также устройство для осуществления способа также раскрыты в подпунктах.
Новый способ базируется на образовании навитой заготовки из подлежащего ламинированию картона или волокнистого материала. Еще не затвердевший клей холодного отверждения позволяет придать навитой заготовке с помощью внутренних и внешних прессующих инструментов окончательную форму, причем происходит упрочнение и уплотнение слоев ламината, увеличивающее адгезию клея холодного отверждения. Заготовка является настолько стабильной, что она может сразу же сниматься с пресса, после чего при промежуточном складировании может происходить окончательное затвердевание клея. Уже до отверждения можно осуществлять последующую обработку, например, прикрепление ножек и приклеивание замыкающих элементов, что не приводит к суммированию нескольких периодов времени для отверждения.
При формообразовании и прессовании в тот же инструмент необходимо ввести вкладыши под винты, выполнить отверстия и т.п. в материале с помощью пневматически и гидравлически управляемых пуансонов, если пуансоны и вставляемые элементы не располагаются непосредственно в кулачках пресса.
Заготовки могут разрезаться или разделяться в зависимости от требований с помощью резки пилой, причем образуется, например, решетчатая структура поверхности сидения или спинки.
Соединения структур сидений или замыкающих элементов, а также соединения между несколькими частями из слоистого материала рационально изготавливать посредством сшивания скобами, которые вводятся в слоистый материал в любом направлении, с получением надежного закрепления.
Слоистый материал получают навивкой, предпочтительно грубого, бумажнообразного, полученного вторичной обработкой картона, изготовленного из макулатуры и/или материала на основе макулатуры. Но могут также применяться и новый картон или новая бумага. В качестве соединительных средств применяют клей холодного или горячего отверждения или другие виды клея. В качестве клея холодного отверждения подходит не имеющий вредных веществ переплетный клей, например поливинилацетат или поливинилалкоголь. Для несущих структур плит или стенок мебели для лежания или мебели для сидения достаточно от 2 до 25 слоев картона, имеющего показатель от 25 до 1200 г/м2.
Устройства для осуществления способа навивки и процесса прессования целесообразно выполнять шириной в несколько метров для того, чтобы за один процесс навивки можно было изготовить по меньшей мере один корпус спальной мебели или несколько деталей подлокотников. Сердечник для навивки, предпочтительно, состоит из поддающегося расширению основного корпуса, на который в зависимости от изготовляемой модели устанавливаются подходящие для нее накладки. Сердечник для навивки устанавливается с возможностью замены на опору, содержащую привод навивки. Целесообразно использовать два сердечника для навивки, используемые попеременно, причем в то время, как один находится в прессе и затем происходит освобождение от формы, на другом осуществляется навивка. Навитая заготовка может также сниматься с сердечника для навивки и устанавливаться на другой отдельный сердечник для прессования, благодаря чему приспособление для навивки работает непрерывно.
Полоса картона поступает от накопительного ролика через накопительную петлю к валику для нанесения клея и оттуда к навитой заготовке. Для того чтобы исключить размокание полосы во время замены сердечника для навивки или остановки приспособления для навивки по каким-либо другим причинам, на нем расположено приспособление для съема полосы с валика для нанесения клея. Кроме того, если сердечник для навивки заменяют, полоса удерживается с помощью направляющих, расположенных перед и за приспособлением для проклеивания.
В случае необходимости, по ширине полосы можно разместить с равномерным распределением механизм разрезания, если параллельно изготавливают несколько предметов, например детали подлокотников. Поперечный роликовый нож разрезает полосы на заданное количество витков.
Если в пресс установлен навитой сердечник, что может осуществляться с помощью подъемных и поперечных транспортирующих кареток, он подключается к трубопроводу для подачи сжатого воздуха, благодаря чему сердечник расширяется до конечных упоров в окончательной внутренней форме. Одновременно осуществляется прессование навитой заготовки с нескольких сторон прессующими пуансонами, оборудованными соответствующими формообразующими элементами. Через несколько секунд процесс прессования заканчивается и формующие пуансоны возвращаются назад, а сердечник подвергается контрактации. После этого сердечник вытягивается и устанавливается на позицию ожидания, пока не будет снята следующая навитая заготовка, после чего он снова зажимается в приспособлении для навивки.
На сердечнике для навивки предусмотрены кулачки управления, сигнализирующие об определенном угле поворота для того, чтобы постоянно и в заданной последовательности осуществлялись подвод начала полосы, укладка отрезанного конца полосы, а также начало и конец нанесения клея и открывание опоры для снятия навитой заготовки. В зоне разделяющего разрезания предпочтительно не наносить клей для того, чтобы не приклеивались формующие элементы. Начало каждой полосы удерживается с помощью зажимающей направляющей на сердечнике для навивки, управляемом пневматически с помощью чувствительного элемента.
Для изготовления выпукло сформированных навитых заготовок предусмотрены соответствующим образом сформированный сердечник для навивки с формирующими элементами и соответствующее оснащение внешних прессовых кулачков. С помощью такого оснащения можно изготавливать подструктуру для подлокотников мягкой мебели, элементы спинок, сидений и нижних частей кушетки простой конструкции. В случае необходимости, на эти нижние элементы устанавливаются, например, украшения и фасонные детали из пеноматериала, например, в зоне опоры для рук на подлокотниках.
На продольно разделенной навитой заготовке соответствующей формы образуются, например, две оболочки спинок кресел, в которые укладывается набивочный материал. Точно также из приблизительно прямоугольной навитой заготовки образуются две U-образных навитых заготовки, каждая из которых служит сиденьем.
Комфорт при сидении повышается, если поверхность сиденья выполнена перфорированной или в виде решетки. Перфорирование осуществляют предпочтительно в еще не отвержденном состоянии, благодаря чему получается упрочненный выпуклый край.
Весь составленный из отдельных элементов каркас покрывают, предпочтительно, мягкой обивкой, простеганной вместе с набивочным материалом. Благодаря этому при небольших затратах получается прекрасная по форме, удобная и устойчивая мягкая мебель, которая выполнена из материала, являющегося, по большой части, легко перерабатываемым в процессе вторичной переработки и, значит, приемлемым с точки зрения защиты окружающей среды.
Другая предпочтительная форма выполнения изобретения заготовок для мебели заключается в том, что сердечник для навивки или специальный прессовый сердечник имеет одно или несколько отверстий для оснащения пресса дополнительными прессовыми кулачками. Отверстие(я) в сердечнике для навивки снабжено(ы) управляемо устанавливаемыми и втягиваемыми опорами, на которых образуется навитая заготовка.
Эта опора может представлять собой раздуваемый шланг, из которого отводится воздух во время процесса формования. Опора выставляется настолько, чтобы зажатая над ней зона навитой заготовки соответствовала отверстию, когда пресс зажимает его. Таким образом создают вогнутые формы, например внутренние части спинок сидений в мягкой мебели. Выполнение за одно целое позволяет экономить на соединительных работах, упрочняющем материале, а также позволяет снизить вес.
Если из навитой заготовки непосредственно после ее изготовления удаляют сердечник, после чего в навитую заготовку вставляют выполненный соответствующим образом прессовый сердечник, из еще способной деформироваться навитой заготовки можно прессовать комплексные выпуклые и вогнутые формы. Если прессовый сердечник выполнен короче, чем сердечник для навивки, можно выполнять на торцовых сторонах навитой заготовки отбортовки, а также две вставки клином в зоне углов. Это создает очень жесткие формы оболочки.
Кроме того, можно изготавливать декоративные формы, например выдавливать у спинок с помощью узких тупых прессовых пуансонов складки в узких шлицеобразных углублениях. За счет этого можно изготовить, например, боковые округления верхних краев спинок с третьим размером, выходящим за ограниченную прессованием деформацию.
Новая техника изобретения позволила создать волокнистый ламинат высокой плотности (HDF).
На фиг. 1 схематически показана технологическая последовательность способа; на фиг. 2 - схематично в поперечном сечении приспособление для навивки; на фиг. 3 - схематично пресс, поперечный разрез; на фиг. 4 - еще одно выполнение сердечника для навивки с навитой заготовкой; на фиг. 5 - еще одно выполнение пресса по фиг. 4; на фиг. 6 и 7 - другие оборудования сердечника для навивки; на фиг. 8 - мягкое сиденье мебели в среднем вертикальном сечении; на фиг. 9 - заготовка двух опор спинки кресла перед разрезом; на фиг. 10 - мягкая мебель в среднем вертикальном сечении второго типа; на фиг. 11 - мягкая мебель, вид спереди, без обивки по диагонали сверху; на фиг. 12 - основной корпус кушетки, вертикальное сечение.
На фиг. 1 показана технологическая последовательность при изготовлении конструктивных элементов мебели. Она состоит в основном из операций по нанесению (LA) клея (LE) на картон (K), навивке (WI) картонной полосы (KB), прессованию (PP) навитой заготовки (W), удалению сердечника (EK), а также извлечению из формы и отверждению ее (AH). В случае необходимости, при прессовании (PR) добавляется перфорирование (PF) и/или оснащение (BS) навитой заготовки (W) металлическими элементами для скрепления дюбелей, вкладышей под винты (SK) и т.п. Кроме того, уже перед отверждением (AH) может осуществляться установка (ES) и закрытие распорок (ST), а также проклеивание (LV) и присоединение облицовки (DP) к навитой заготовке (W).
После отверждения (AH) навитую заготовку (W), в случае необходимости, предпочтительно разрезают на несколько частей (W1, W2) в операции разделения (TS). Далее может осуществляться выполнение 85 пилой прорезей и т.п. Навитая заготовка (W) может альтернативно сниматься на первой операции снятия с сердечника (EK1) и устанавливаться на отдельный прессовый сердечник.
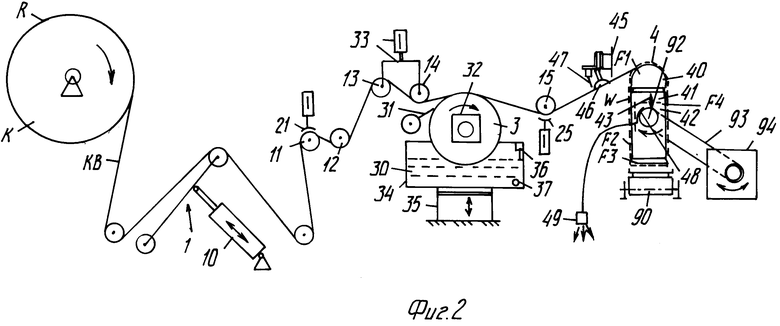
На фиг. 2 схематично показано приспособление для навивки в поперечном сечении. Картон (K) сматывается с накопительного ролика (R) в виде картонной полосы (KB) и направляется через приспособление 1 для натяжения полосы, которое создает предварительное нетяжение с помощью пневмоцилиндра 10 и при остановке приспособления для навивки образует петлю, пока ролик (R), управляемый образованием петли, не остановится. Из-за не круглого, в основном, контура навитой заготовки (W) при постоянной скорости вращения могут возникнуть также продольные колебания свободной полосы картона (KB), которые улавливает приспособление 1 для натяжения полосы, без ускорения и торможения накопительного ролика (R). Дополнительно навивающее устройство 4 удерживается на качающемся плече 93, привод 94 качания которого имеет компенсацию длины.
Полоса картона (KB) проходит через несколько направляющих роликов 11-15, первый и последний из которых снабжены регулируемыми направляющими планками 21, 25, которые удерживают полосу картона (KB) в случае, если сердечник для навивки не вращается. Между двумя из направляющих роликов 14, 15 расположен валик 3 для нанесения клея, погруженный нижней стороной в ванну 30 с клеем, на выходе из которой расположен скребок 31, наносящий вверху клей на полосу картона (KB). Направление скорости вращения валика 3 для нанесения клея соответствует скорости перемещения полосы картона (KB). При этом валик подключен через исполнительную передачу к регулируемому приводу 32, который получает сигнал от расположенного впереди направляющего ролика 14. Альтернативно предусматривается более медленный привод свободного хода, который приводится во вращение движением полосы. Оба расположенных перед валиком 3 для нанесения клея ролика 13, 14 связаны с подъемным приспособлением 33, которое при остановке полосы картона (KB) приподнимает их от валика 3 для нанесения клея. При этом привод 32 валика продолжает работать с прежней скоростью вращения, что предотвращает высыхание клея на его свободной поверхности.
Клей в ванне 30 постоянно поддерживается на заданном уровне путем регулируемого заполнения с помощью измерителя уровня 36 и измерителя вязкости 37, вязкость постоянно проверяют и поддерживают уровень путем добавки расходуемой жидкости. Резервуар 34 для ванны с клеем расположен на подъемном приспособлении 35, благодаря чему он может опускаться для очистки.
За устройством для нанесения клея следует сердечник 4 для навивки с приводом 42. Сердечник 4 для навивки состоит из двух элементов 40, 41, удерживаемых с возможностью ограниченного перемещения относительно друг друга, которые снабжены заменяемыми формообразующими элементами (F1-F4), наружные поверхности которых определяют внутреннюю форму навитой заготовки (W). Оба элемента 40, 41 сердечника прижимаются друг к другу пружинами и отводятся друг от друга пневматически управляемым эксцентриком 43. Обе осевые опоры 44 сердечника 4 разделены и для открывания управляются пневматически таким образом, что навитая заготовка (W) вместе с сердечником может сниматься и транспортироваться в пресс. Привод 42 сердечника находится между сдвоенной опорой 92, которая обеспечивает свободное удерживание сердечника 4 с навитой заготовкой (W) таким образом, что после отвода в сторону опоры 1 к другому концу сердечника навитую заготовку (W) можно снять с помощью приспособления 90 для съема. Опоры 91, 92 сердечника могут поворачиваться вокруг общей оси 95, благодаря чему привод 96 поворота полосы картона (KB) при постоянной скорости навивки испытывает постоянное натяжение с одинаковой подачей.
Перед сердечником 4 расположен механизм поперечной резки 45, к направляющей которого полоса картона (KB) прижимается с помощью присосок в то время, как удаляется готовая навитая заготовка (W) и устанавливается новый сердечник 4 для навивки. Кроме того, сбоку на держателе механизма резки расположен управляемый надрезающий нож 47, имеющий возможность перемещения и фиксации, который осуществляет продольное разрезание полосы картона (KB), если параллельно изготавливают несколько деталей. Управление механизмом 45 поперечной резки, прижимными планками 21, 25, присосками 46 и подъемными приспособлением 33 осуществляется через регулируемые кулачки управления 42 со счетчиком 49 витков.
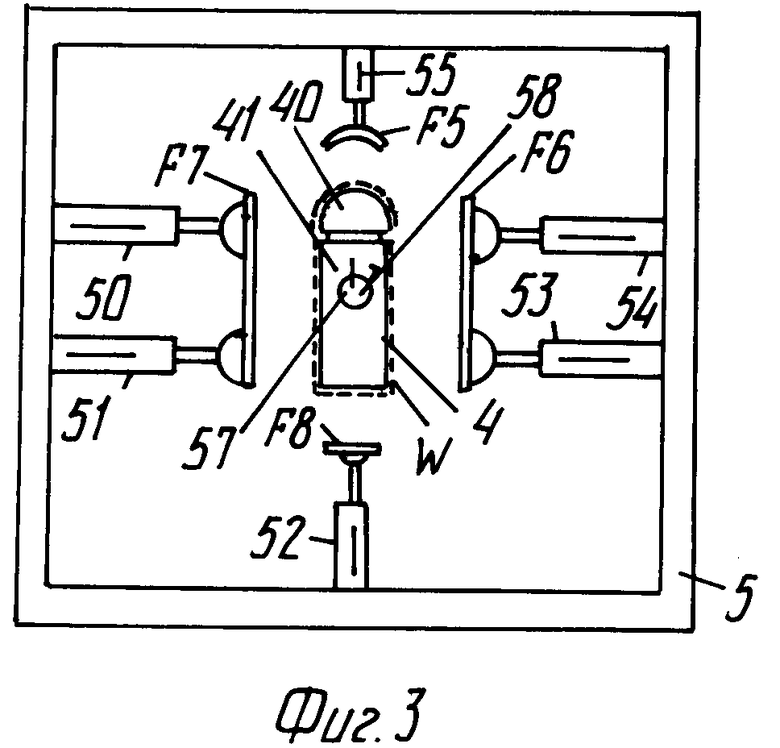
На фиг. 3 показано поперечное сечение пресса 5 в схематичном изображении с расположенными на одной раме гидравлическими или пневматическими цилиндрами 50-56, которые расположены со всех сторон вокруг прессового или сердечника для навивки 4 с навитой заготовкой (W), установленного на центральной опоре 57. Пневмопуансоны несут формообразующие элементы (F5-FB), которые выполнены в соответствии с внутренними формообразующими элементами (F1-F4). На центральной опоре 57 находится подвод 58 сжатого воздуха, который расширяет элементы 40, 41 сердечника относительно навитой заготовки (W) и внешние прессовые кулачки, а после отвода прессовых кулачков снова уменьшает давление, после чего навитая заготовка (W) может быть снята.
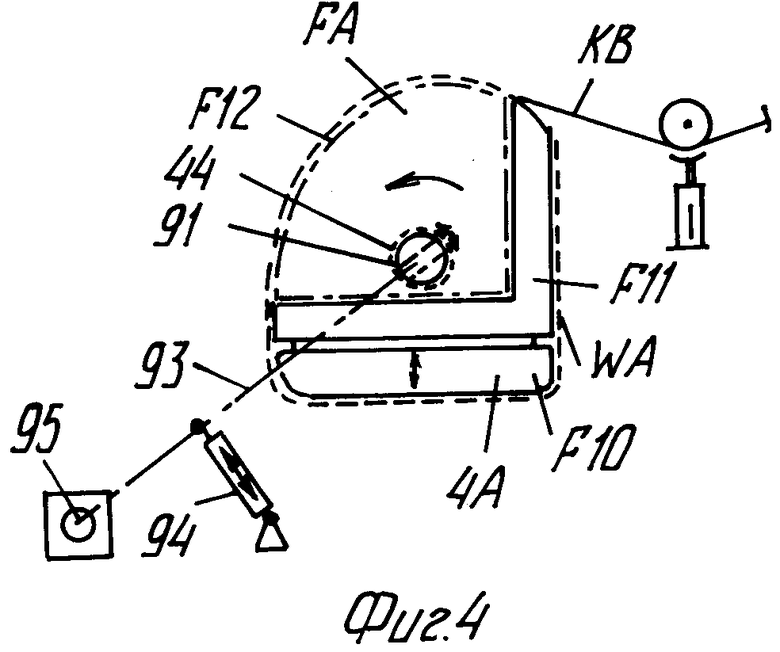
На фиг. 4 показан еще один вариант выполнения сердечника (4A) для навитой заготовки. Он содержит, наряду с расширяемыми формообразующими элементами (F10, F11), несомыми боковыми фланцами, вырез (FA), в котором расположен имеющий возможность расширения опорный корпус (F12). Общий периметр, который получает навитая заготовка (W) за счет формообразующих элементов (F10, F11) и опорного корпуса (F12), соответствует периметру готовой детали из ламината.
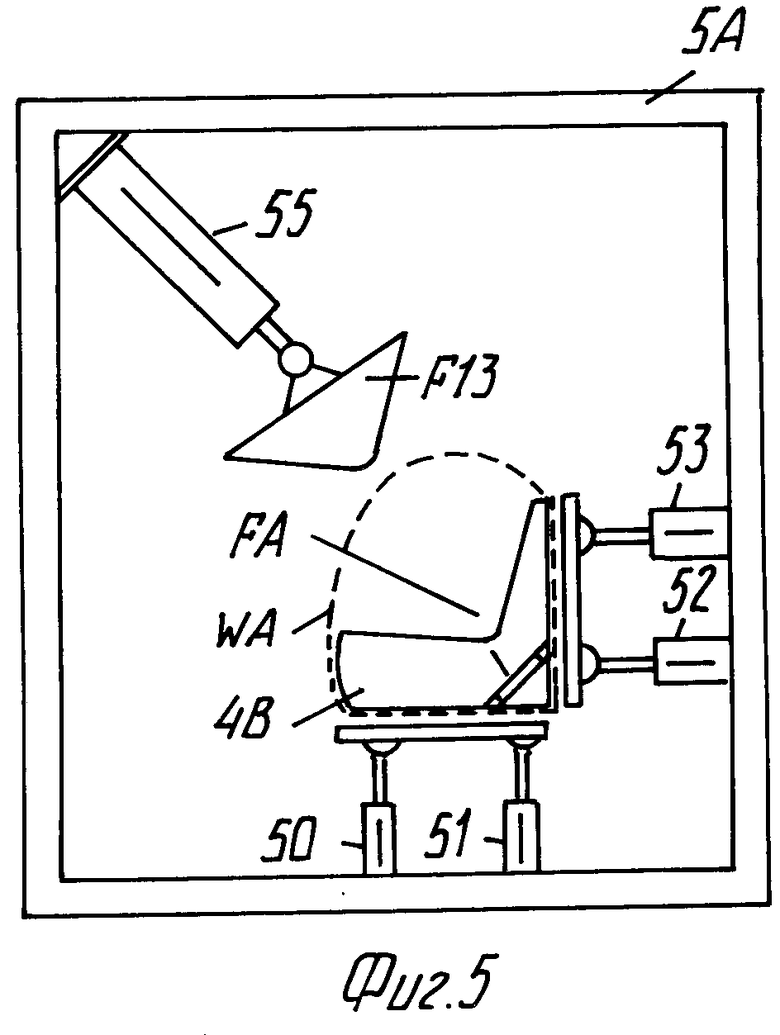
На фиг. 5 показано выполнение пресса (5A) с вложенным прессовым сердечником (4B) и навитой заготовкой (WA). Гидравлические или пневматические пуансоны 50-55 расположены с двух сторон и в направлении выреза (FA). Там шарнирно установлен формующий элемент (F13) на пуансоне 55, который соответствует вырезу (FA) и вдавливает, формуя с соответствующей вогнутостью, навитую заготовку (WA).
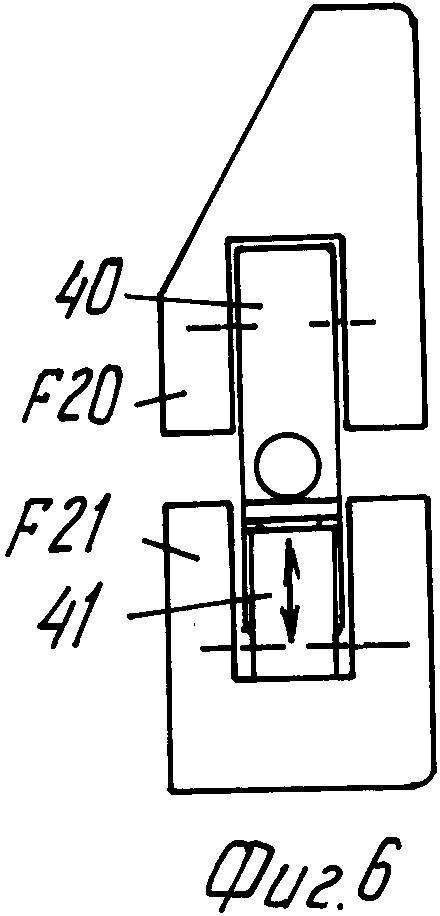
На фиг. 6 показан еще один вариант выполнения сердечника для навивки, оснащенного прямоугольным и трапециевидным формующим элементам (F20, F21). С его помощью может навиваться профильный элемент подлокотников.
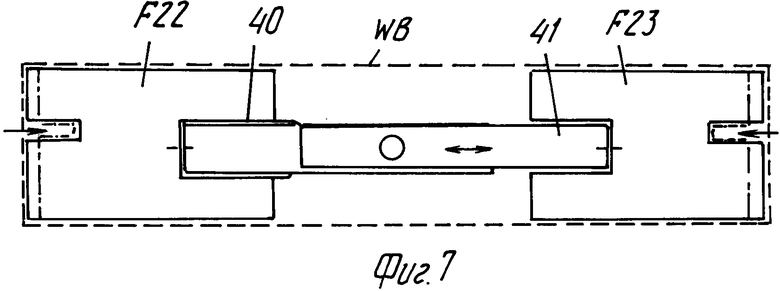
На фиг. 7 показан прессовый сердечник с двумя длинными формующими элементами (F22, F23) прямоугольной формы. С их помощью может формоваться каркас кушетки с ларем, а также подвергаться прессованию на продольных сторонах и с торцов. Готовая спрессованная навитая заготовка (WB) надрезается со своей узкой стороны и после этого вынимается из формы. Высокая возможность перестановки элементов сердечника позволяет профилировать узкие стороны с помощью других формообразующих элементов, перемещаемых в продольном направлении, которые вынимаются из формы при сведенных вместе элементах сердечника 40, 41.
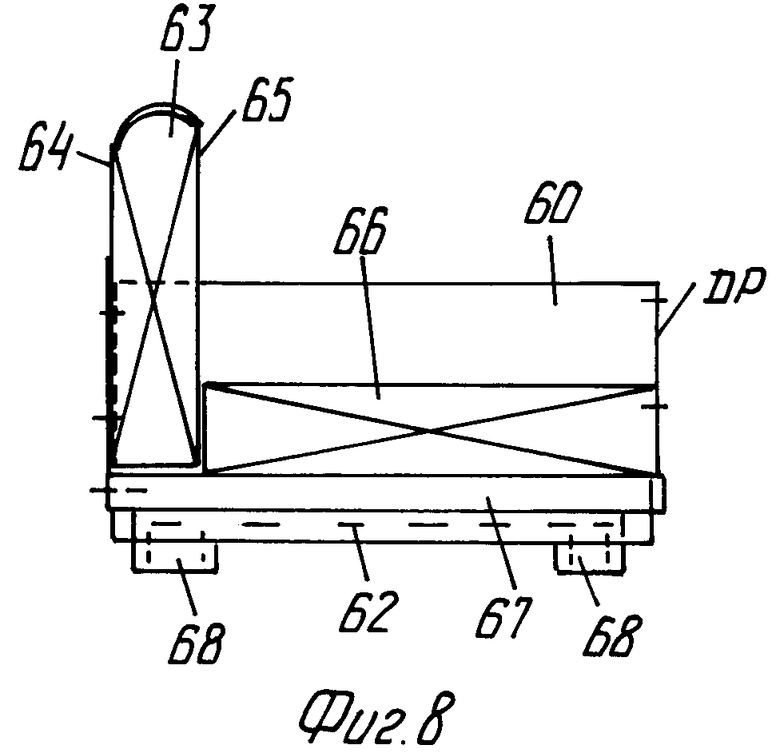
На фиг. 8 показано мягкое кресло в вертикальном разрезе по его средней линии. Подлокотник 60 состоит из навитого профиля, полученного в соответствии с фиг. 2 и 3. С торцевой стороны приклеена и прикреплена скобами панель (DP). К поверхности сиденья скобами прикреплены опорные планки 62. Спинка 63 состоит из плоского навитого профиля с закругленными узкими сторонами, который симметрично разделен рядом с закругленными, таким образом получается одна из половин опоры 64 спинки, на которую уложена подушка 65 из пеноматериала. Сиденье 66 состоит из разделенного на узкой стороне плоского навитого элемента 67 с мягкой подушкой. Все изделие покрыто обивкой с простеганным волокном (не показана). Под боковыми элементами 60 подлокотников смонтированы ножки 68.
Заготовка опорных элементов 64 спинки перед разделением показана на фиг. 9.
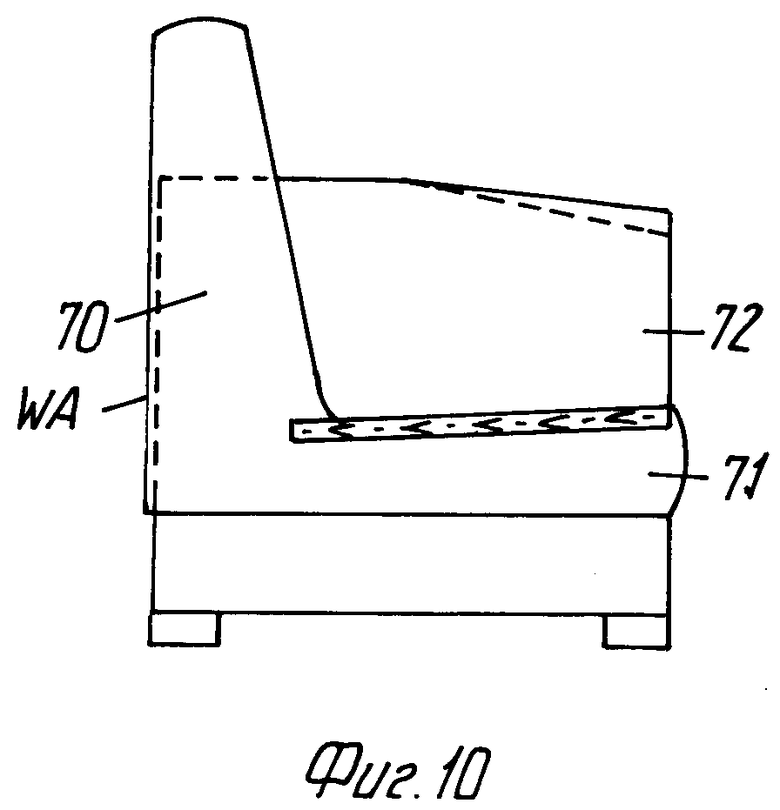
На фиг. 10 показана мягкая мебель второго вида без обивки в разрезе по средней линии. Отформованная вогнутой навитая заготовка (WA) образует спинку 70 и сиденье 71. Подлокотники 72 получены из навитой заготовки формы тоннеля. Она закрыта с торцов.
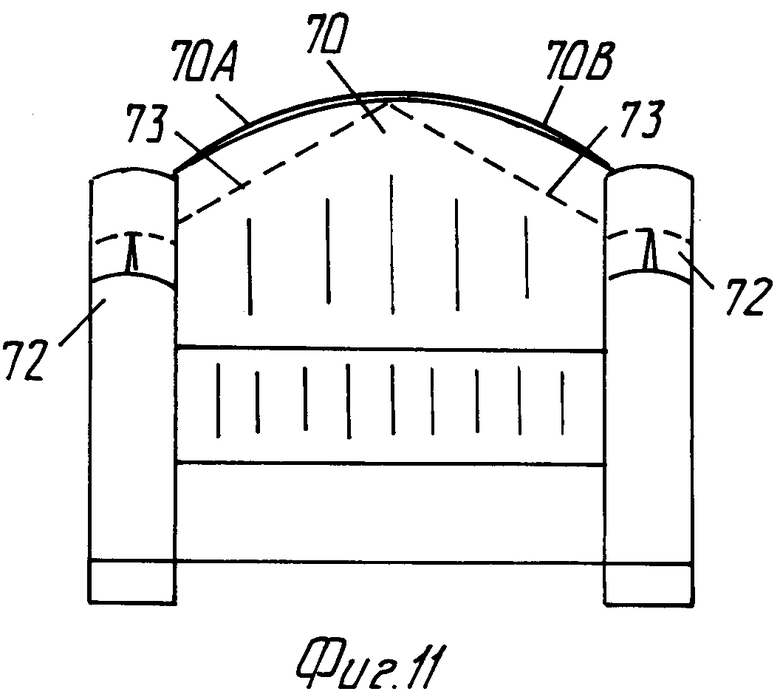
На фиг. 11 показано кресло второго типа под углом сверху и спереди, без обивки. Спинка 70 понижается от середины в обе стороны (70A, 70B), где сверху запрессовываются складки 73. Сиденье имеет разделение верхней стороны навитой заготовки в форме перекладины.
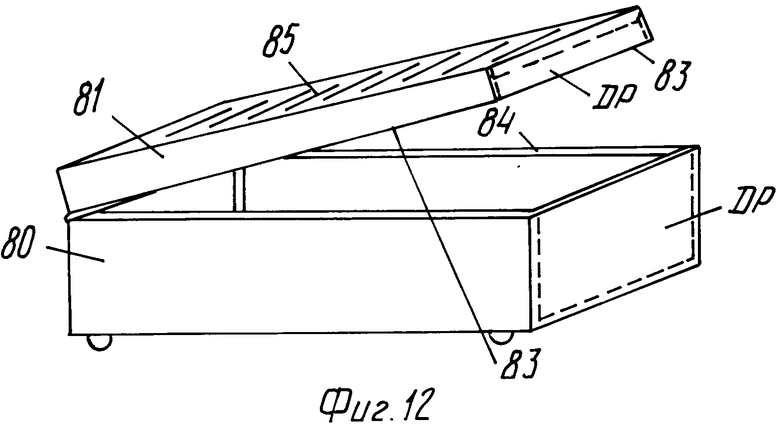
На фиг. 12 показан корпус кушетки, изготовленной на сердечнике по фиг. 7. Продольные стороны навитой заготовки разделены. Одна из отделенных частей 80 служит ящиком кушетки, а другая часть 81-опорной частью кушетки, имеющей U-образную форму, в которую укладывается подушка 82. Ящик 80 кушетки имеет по верхнему краю проходящую по периметру окантовывающую, упрочняющую и несущую закраину 84, на которую опирается часть 81 кушетки своей закраиной 83. С одной стороны он соединен предпочтительно шарнирно с ящиком 80. По торцам кушетки U-образные профильные части закрыты боковинами (DP) путем приклеивания и сшивания скобами. Коробчатая форма позволяет иметь при незначительном весе ламината высокую несущую способность и прочность на изгиб. Является также возможным запрессовать в поперечном направлении на опорных поверхностях кушетки сборки, складки и/или выполнить надрезы 85 для обеспечения в случае необходимости эластичности профиля.
Из фасонных тел при выборе соответствующего поперечного сечения навитой заготовки можно изготавливать также элементы полок, столешницы, стойки для стола и т.п. Вместо мягкой обивки в этом случае целесообразно предусмотреть нанесение обычного покрытия или сразу же нанести декоративную пленку или в конце процесса навивки установить необходимую фурнитуру. Для этого особенно подходят прокладки с предварительно нанесенными слоями клеящего средства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДМЕТ МЕБЕЛИ, ЕЕ ОТДЕЛЬНАЯ ДЕТАЛЬ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2466024C1 |
| МЕБЕЛЬ ДЛЯ СИДЕНИЯ | 2014 |
|
RU2677148C2 |
| Способ изготовления детали мебели | 2024 |
|
RU2839992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ МЕБЕЛИ ИЗ БУМАЖНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ | 1994 |
|
RU2115549C1 |
| ЭЛЕМЕНТ МЕБЕЛИ И МЕБЕЛЬНАЯ ФУРНИТУРА ДЛЯ СОЕДИНЕНИЯ ЧАСТЕЙ МЕБЕЛИ | 2016 |
|
RU2710064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| ДЕТАЛЬ МЕБЕЛИ | 2001 |
|
RU2205584C1 |
| ТРАНСФОРМИРУЕМАЯ МЕБЕЛЬ ДЛЯ СИДЕНИЯ И ЛЕЖАНИЯ | 1998 |
|
RU2210968C2 |
| ТРАНСФОРМИРУЕМАЯ МЯГКАЯ МЕБЕЛЬ | 2014 |
|
RU2557734C1 |
| ПРЕДМЕТ МЯГКОЙ МЕБЕЛИ С РЕКЛАМНОЙ ИЛИ ИНФОРМАЦИОННОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2367325C2 |
Использование: при изготовлении мебели и деталей мебели. Сущность изобретения: в способе изготовления мебели или деталей мебели на слои картона или картонообразного волокнистого материала наносят клей холодного отверждения, потом картон в виде полосы навивают с образованием полой навитой заготовки, соединяют прессованием и во время операции прессования формуют, после чего осуществляют извлечение из формы с удалением сердечника с заключительным отверждением с образованием ламинатных фасонных корпусов деталей мебели. Формование осуществляют между внутренними и внешними формообразующими элементами. Во время операции осуществляют перфорирование, образование складок и/или снабжение навитой заготовки сердечником, дюбелями, вкладышами для винтов и т.п. Перед отверждением устанавливают распорки, прикрепляют их скобами и осуществляют проклейку и установку боковин на открытые торцы навитой заготовки. Последнюю делят на несколько частей и/или выполняют в них образующие зазор надрезы. В устройстве для изготовления мебели и деталей устанавливают по ходу технологического процесса накопительный ролик с приводом вращения, средство для натяжения полосового материала, направляющие ролики, смонтированный между ними валик для нанесения клея, сердечник для навивки заготовки и привод сердечника. Средство для натяжения полосового материала снабжено чувствительным элементом с приводом вращения накопительного ролика. Первый и последний из направляющих роликов снабжен удерживающими планками. По меньшей мере один из направляющих роликов, расположенный рядом с валиком для нанесения клея, снабжен приспособлением подъема полосы материала от валика для нанесения клея или приведения их в контакт друг с другом. Сердечник для навивки заготовки выполнен из элементов, установленных с возможностью ограниченного перемещения относительно друг друга. Деталь мебели или мебель состоит из сложного волокнистого материала, пропитанного связующим. Слои спрессованны друг с другом. Элемент мебели состоит из навитой заготовки или части навитой заготовки. 3 с. и 28 з.п.ф-лы, 12 ил.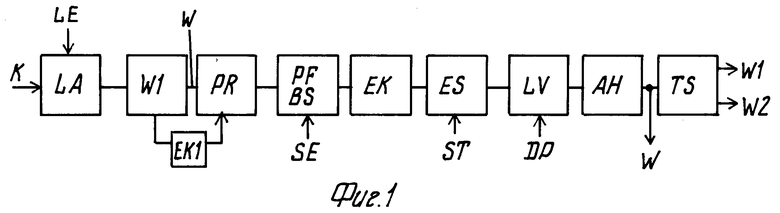
| Шалун Г.Б | |||
| Производство изделий из слоистых пластиков | |||
| - Л.: Химия, 1975, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| SU, авторское свидетельство, 1060735, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Бухтияров В.П., Иванов Н.А | |||
| и Савченко В.Ф | |||
| Полимерные материалы в производстве мебели | |||
| - М.: Лесная промышленность, 1980, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
