Изобретение относится к энергетическому машиностроению, в частности к пайке телескопических конструкций, которые содержат внешнюю и внутреннюю оболочки из разнородных материалов.
Такие конструкции выполняют в виде связанных между собой оболочек: внутренней оболочки из теплопроводного металла, например бронзы, и наружной - силовой из высокопрочной стали. Оболочки образуют двухслойный пакет и соединены между собой ребрами внутренней оболочки, скрепленными с наружной посредством высокотемпературной пайки. Для обеспечения плотного и прочного паяного шва при пайке необходимо прижатие соединяемых оболочек друг к другу.
Известен способ пайки двухслойных телескопических конструкций, содержащих наружную и внутреннюю оболочки, предназначенных для использования в качестве теплообменников в энергетическом машиностроении. Способ включает сборку, герметизацию оболочек с образованием полости между ними, вакуумирование ее, нагрев, пайку и охлаждение в атмосфере инертного газа. Прижатие оболочек друг к другу осуществляют за счет создания в печи избыточного внешнего давления [ 1].
Известна пайка трехслойных конструкций теплообменников [2].
Использование известных способов для пайки конструкций, содержащих несколько внутренних оболочек, затруднено, поскольку возросшее по величине давление, необходимое для поджатия увеличенного количества оболочек, приводит к недопустимым местным деформациям крайних оболочек пакета в местах, расположенных над полостями, и не обеспечивает повсеместного прилегания соединяемых поверхностей.
Задача изобретения - создание технологии пайки телескопических многослойных конструкций, исключающих возможность возникновения деформаций крайних внутренних оболочек и образования неспаев в паяных соединениях.
Задача решена за счет того, что полость, прилегающую к крайней внутренней оболочки, заполняют газом под давлением, соответствующим разности внешнего давления и максимально допустимого давления, определяемого по пределу текучести материала этой оболочки при температуре пайки. Это обстоятельство обеспечивает создание давления прижатия внутренних оболочек друг к другу и к наружной оболочке, не вызывая в их материале внутренних напряжений, превышающих предел текучести.
Технический результат - повышение выхода годной продукции за счет обеспечения плотного контакта между паяемыми поверхностями и отсутствия деформации стенок внутренних оболочек.
Способ в соответствии с изобретением осуществляют следующим образом.
Проводят высокотемпературную пайку многослойной телескопической конструкции, содержащей несколько внутренних оболочек (чаше две, реже - три оболочки). Наружная силовая оболочка выполнена из нержавеющей стали 10Х18Н10Т, внутренние - из бронзы БрХ0,8.
Собранную для пайки многослойную конструкцию заваривают по торцам оболочек с образованием внутренних полостей.
Полость, прилегающую к крайней внутренней оболочке, соединяют с системой инертный газ - аргон или смесь аргона с азотом. Конструкцию помещают в контейнер или компрессионную печь. Пространство контейнера или печи заполняют инертным газом и создают заданное давление газа, необходимое для поджатия оболочек друг к другу, Это давление газа в печи является внешним по отношению к полостям многослойной конструкции, оболочки которой необходимо соединить в процессе пайки. Полость, прилегающую к крайней внутренней оболочке, заполняют газом под давлением, соответствующим разности внешнего давления и максимально допустимого давления, определяемого по пределу текучести материала этой оболочки при температуре пайки. Это давление газа в полости является противодавлением по отношению к внешнему давлению газа и предварительно рассчитано так, чтобы перепады давлений между оболочками были достаточны для поджатия оболочек по паяемым поверхностям друг к другу, но не приводили к местным деформациям их. В результате создания противодавления в полости нагрузка на крайнюю внутреннюю оболочку уменьшена, что позволяет сохранить ее устойчивость в процессе пайки. Другие внутренние полости вакуумируют до остаточного давления менее 1•10-3мм рт. ст. Используют в качестве припоя сплав на основе серебра. Температура пайки 970± 10oC с выдержкой 30 мин. Поджатие оболочек осуществляют на протяжении всего процесса пайки.
Были проведены металлургический анализ паяных соединений и пневмогидроиспытаний конструкций. Нарушения герметичности не обнаружены. Выход годной продукции - 95%.
Пример. Проводили пайку теплообменника в виде трехслойной телескопической конструкции.
На чертеже изображена схема этой конструкции.
Конструкция содержит наружную силовую оболочку 1 с ребрами внутри, первую внутреннюю оболочку 2 с ребрами снаружи и вторую - крайнюю оболочку 3 с ребрами снаружи. Внутренняя оболочка 2 образует с наружной оболочкой 1 полость 4, а внутренняя оболочка 2 с оболочкой 3 - полость 5.
Внешнее давление газа и противодавление в полости 5, необходимые для поджатия оболочки, назначены по расчету, проведенному перед пайкой с учетом заданных размеров конкретной конструкции.
Внешнее давление Pвн, необходимое для поджатия оболочек 2 и 3 и выбора зазора при температуре пайки, определяли из соотношения
где σт - предел текучести бронзы БрХ0,8 при температуре пайки, равный 0,7 кгс/мм2.
h0 - суммарная толщина двух внутренних оболочек, рассчитанная как разность радиусов оболочки 2 в месте спая и оболочки 3 в месте соприкосновения с газом печи (R2-R1) и равная 11 мм;
R2 - радиус внутренней оболочки 2 в месте спая с наружной оболочкой 1, равный 73,5 мм.
Внешнее давление в печи в результате подсчета равно 0,105 кгс/мм2. Это давление создает в материале оболочки 3 между ребрами при температуре пайки напряжение, определяемое из соотношения
где l3 - расстояние между ребрами оболочки 3, равное 4 мм,
h3 - толщина оболочки 3, равная 0,9 мм.
Напряжение между ребрами оболочки 3 составляет 1,04 кгс/ мм2, что превышает предел текучести бронзы, из которой изготовлена оболочка 3 σт = 0,7 кгс/мм2), и может вызвать деформацию межреберных участков при температуре пайки.
Для уменьшения давления на оболочку 3 в полость 5 необходимо ввести аргон, создавая в ней давление, равное разности внешнего давления и максимально допустимого по пределу текучести материала этой оболочки при температуре пайки. Это максимально допустимое давление определяли предварительно из соотношения .
.
Оно составило 0,072 кгс/мм2. Суммарное давление аргона на внутренние оболочки 2 и 3 не может быть более этой величины. Для обеспечения этого условия в полость 5 вводили аргон, создавая в ней противодавление (Pвн - P ,
,
где
Pобол - давление, воздействующее на оболочку 2;
σ2 - напряжение в оболочке 2;
lr - расстояние между ребрами оболочки 2, равное 2 мм;
hr - толщина оболочки 2. равная 2,5 мм.
Это напряжение составило 0,02 кгс/мм2, что не превысило предела текучести бронзы при температуре пайки.
Таким образом, при указанном выше подборе согласно изобретению внешнего давления и противодавления в оболочке 3 на каждую из внутренних оболочек оказывало суммарное давление, обеспечивающее плотный контакт между паяемыми поверхностями и отсутствие деформаций в оболочках между ребрами.
Металлографический анализ и пневмогидроиспытания подтвердили отсутствие дефектов в спаянной конструкции и разгерметизации паяного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2096143C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2094190C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДНО-СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОЙ ТЕЛЕСКОПИЧЕСКОЙ КОНСТРУКЦИИ | 1996 |
|
RU2106230C1 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ | 1996 |
|
RU2109607C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1996 |
|
RU2129482C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНО-ПАЯНОГО ТЕЛЕСКОПИЧЕСКОГО СОЕДИНЕНИЯ КОНСТРУКЦИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 1996 |
|
RU2106231C1 |
Изобретение может быть использовано при изготовлении телескопических конструкций, содержащих наружную и внутреннюю оболочки из разнородных материалов. Собранную под пайку многослойную конструкцию, имеющую несколько внутренних герметизированных полостей, паяют в печи. В печь введен инертный газ под избыточным давлением для поджатия внутренних оболочек 2, 3. Прилегающую к крайней внутренней оболочке 3 полость 5 заполняют газом под давлением. Это давление является противодавлением по отношению к внешнему давлению в печи и соответствует по величине разности внешнего давления и максимально допустимого давления и максимально допустимого давления. Допустимое давление определяют по пределу текучести материала этой оболочки при температуре пайки. Способ повышает выход годной продукции за счет обеспечения плотного контакта между паяемыми поверхностями. 1 ил.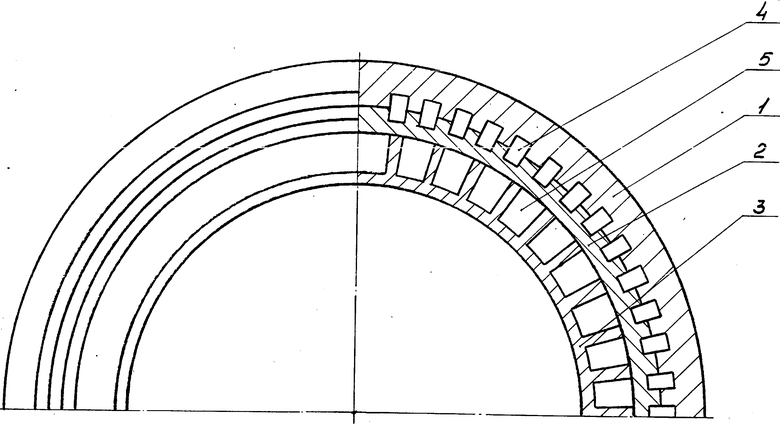
Способ пайки телескопических конструкций, преимущественно теплообменников, содержащих выполненные из разнородных материалов наружную и по меньшей мере две внутренние оболочки, включающий сборку, герметизацию оболочек с образованием полостей между ними, вакуумирование полости и поджатие оболочек друг к другу внешним давлением, нагрев, пайку и охлаждение, отличающийся тем, что полость, прилегающую к крайней внутренней оболочке, заполняют газом под давлением, соответствующим разности величины внешнего давления и максимально допустимой величины давления, которую выбирают в зависимости от предела текучести материала крайней внутренней оболочки при температуре пайки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 1830318, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горев И.И | |||
| Основы производства жидкостных ракетных двигателей, М.: Машиностроение, 1969, с.104-110. | |||
