Изобретение относится к области химико-термической обработки металлов путем электронагрева их в твердых порошкообразных средах и может быть применено для антикоррозийной защиты металлов.
Известен способ химико-термической обработки металлов, по которому нагрев твердой насыщенной среды, в которой в качестве токопроводящей составляющей включен графит, осуществляется путем пропускания электрического тока через насыщающую среду при температуре 500 - 1250oC.
Недостатком этого способа является то, что при пропускании тока через неоднородную по плотности, а следовательно, и по сопротивлению насыщающую среду ток находит места наименьшего сопротивления и устремляется к обрабатываемому изделию, в результате чего возможно повреждение обрабатываемого изделия вплоть до оплавления стенок.
Поставленная цель достигается тем, что в известном способе химико-термической обработки металлических изделий, включающем насыщение их при температуре 500 - 1250oC в твердой насыщающей токопроводящей среде, содержащей графит, путем пропускания электрического тока через насыщающую среду, насыщающую токопроводящую среду помещают в кюветы, имеющие форму обрабатываемого изделия, одна боковая стенка и дно которых выполнены из диэлектрического материала, а другая боковая стенка образована поверхностью обрабатываемого изделия, при этом электроды, на которые подается напряжение, размещены вдоль боковой диэлектрической стенки равномерно и на одинаковом расстоянии от поверхности обрабатываемого изделия. При обработке изделия с внешней и внутренней сторон используются две кюветы.
При насыщении обрабатываемое изделие перемещают через кюветы или кюветы перемещают по обрабатываемому изделию, причем изделие может проходить через несколько кювет с насыщающими средами различных составов. При этом кюветы подвергают воздействию ультразвуковых колебаний с частотой, достаточной для образования "кипящего слоя". Электрический ток, проходящий через насыщающую токопроводящую среду, стабилизирован. Кроме того, электрический ток дополнительно пропускают через насыщаемое изделие. При обработке сферических изделий переменного профиля дно кюветы выполнено в виде лепестковой диафрагмы с копирами на лепестках, а лепестки соединены между собой при помощи пружин, работающих на сжатие.
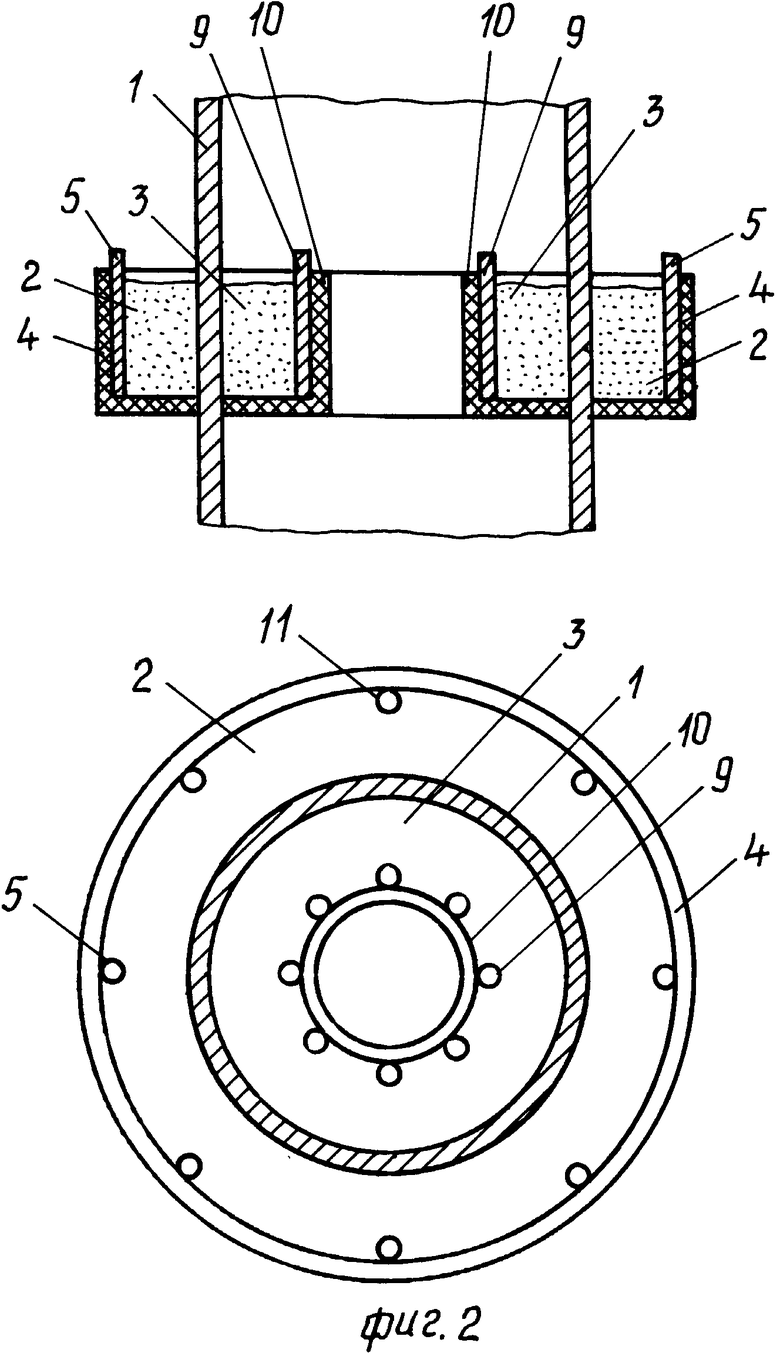
На фиг. 1 изображен способ обработки труб малого диаметра. По трубе 1 перемещаются кольцевые кюветы - наружная 2 и внутренняя 3, которые заполнены насыщающей токопроводящей средой. Кюветы расположены на одном уровне. Корпус 4 наружной кюветы 2 (боковая стенка и дно) выполнен из диэлектрического материала. Второй боковой стенкой является наружная поверхность трубы 1. Вдоль боковой стенки наружной кюветы 2 расположены равномерно электроды 5, находящиеся на одинаковом расстоянии от поверхности трубы 1. Внутренняя кювета 3 имеет только диэлектрическое основание 6. Боковой стенкой является внутренняя поверхность трубы 1. В центре кюветы смонтирован электрод 7. Между кюветами и трубой имеются эластичные прокладки 8, выполненные из диэлектрического материала, выдерживающего высокую температуру, например из асбеста.
На фиг. 2 изображен способ обработки труб большого диаметра. По трубе 1 перемещаются кольцевые кюветы - наружная 2 и внутренняя 3, у которых корпуса 4 и 10 выполнены из диэлектрического материала, а вторыми боковыми стенками являются поверхности трубы 1. Вдоль боковых поверхностей кювет на равном расстоянии друг от друга смонтированы электроды 5 и 9. Причем электроды расположены попарно 11. Электрод в наружной кювете установлен напротив электрода во внутренней кювете. Между кюветами и трубой имеются уплотняющие прокладки. На фиг. 2 они не показаны.
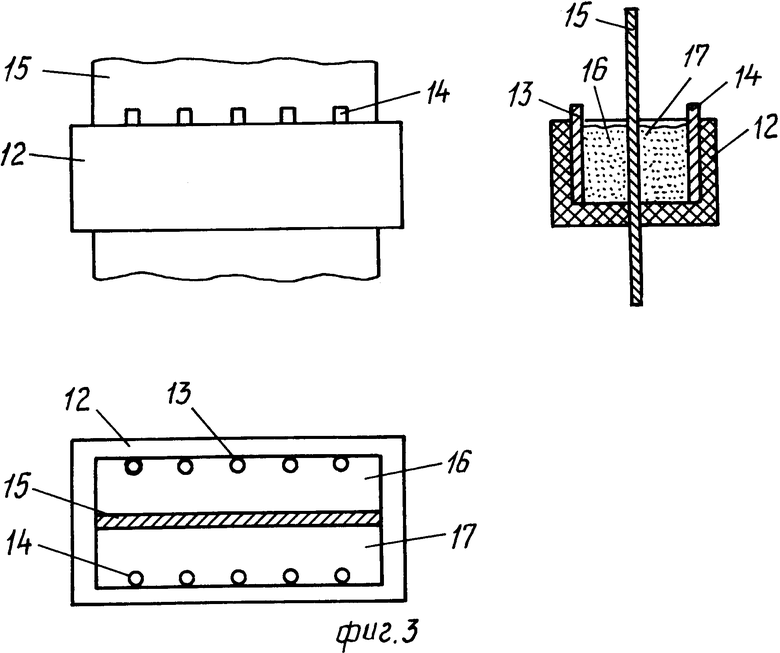
На фиг. 3 изображен способ обработки листового металла. Металлический лист 15 перемещают сквозь кювету 12, которая разделена им на две части 16 и 17. Корпус кюветы выполнен из диэлектрического материала. В обеих частях кюветы 12 у диэлектрических стенок установлены равномерно и на одинаковом расстоянии от поверхности металлического листа электроды 13 и 14. Между кюветой 12 и листом металла 15 имеются уплотняющие прокладки. На фиг. 3 они не показаны.
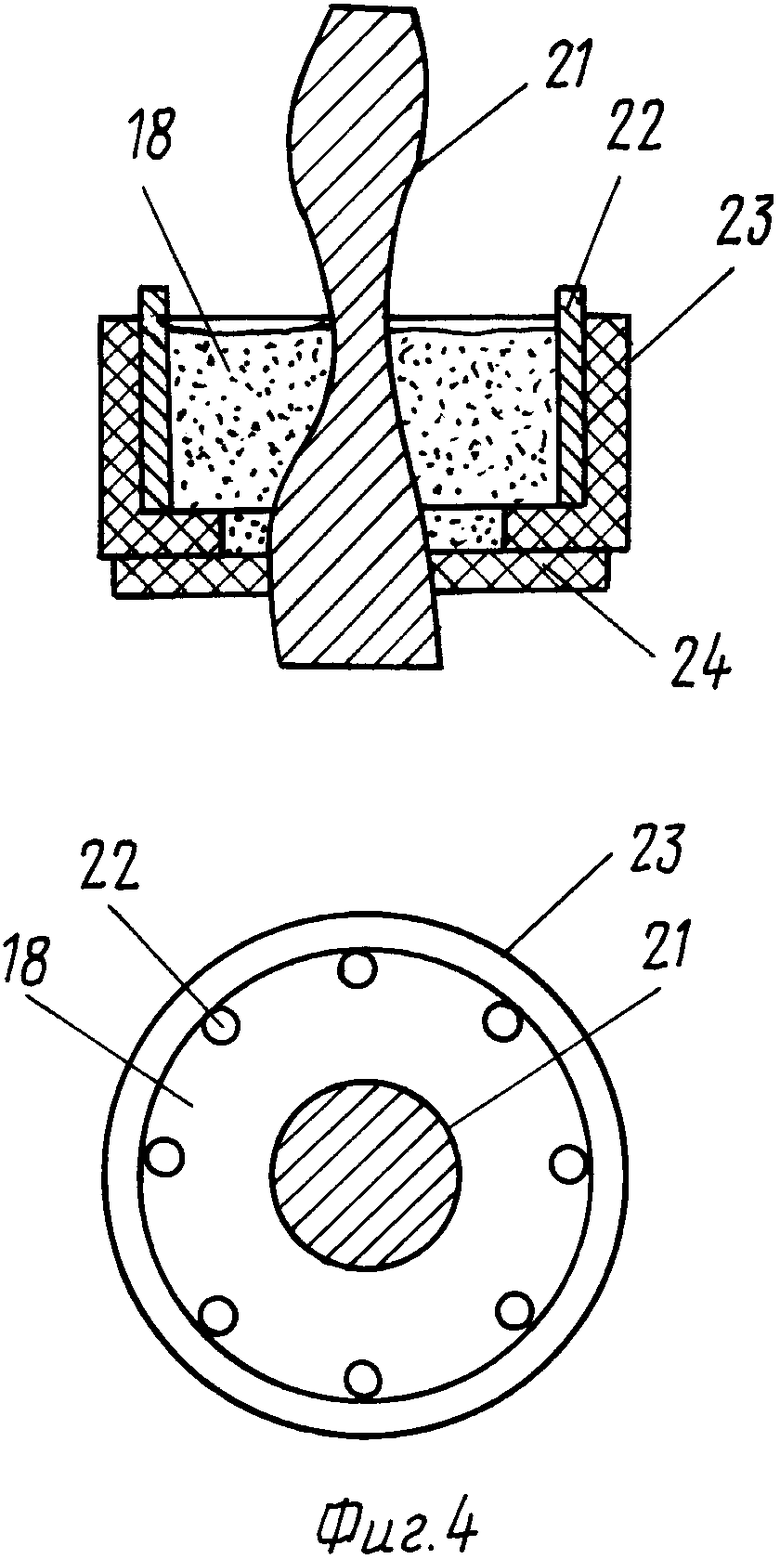
На фиг. 4 изображен способ обработки сферических деталей переменного профиля. Кольцевая кювета 18, корпус 23 которой выполнен из диэлектрического материала, имеет посредине отверстие, которое равно наибольшему диаметру обрабатываемой детали 21. Электроды 22 равномерно расположены вдоль боковых стенок кюветы. Дно кюветы сделано в виде лепестковой диафрагмы 24, которая выполнена из диэлектрического материала. Лепестки соединены друг с другом посредством пружин, которые работают на сжатие, стараясь все время уменьшить диаметр просвета между лепестками. На самих лепестках смонтированы копиры, которые скользят по обрабатываемой поверхности. Они на фиг. 4 не показаны. При увеличении или уменьшении обрабатываемой детали лепестки диафрагмы сходятся или расходятся соответственно. На лепестках диафрагм смонтированы эластичные прокладки, препятствующие утечке порошка из кюветы при обработке изделия. На фиг. 4 они не показаны.
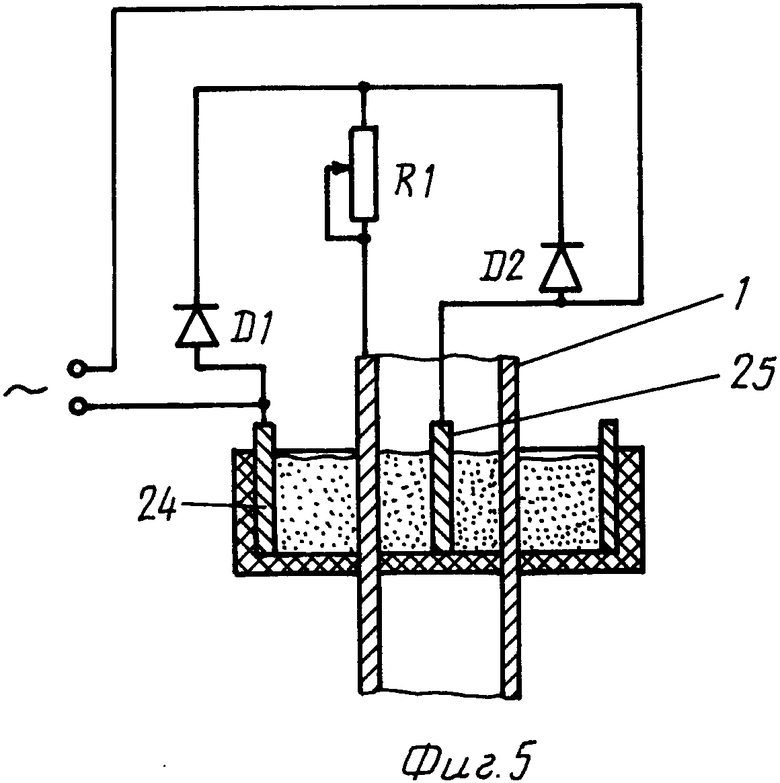
На фиг. 5 представлен способ обработки деталей путем пропускания через них части электрического тока. Обрабатываемая деталь 1 электрически соединена с электродами 24 и 25 через диоды D1 и D2 и переменное сопротивление R1.
При обработке деталей в наклонном или горизонтальном положениях кюветы плотно закрываются крышками, которые выполнены из диэлектрического материала и имеют эластичные прокладки между корпусами крышек и изделиями. На фиг. 1 - 5 эти крышки не показаны.
Способ осуществляется следующим образом.
Насыщающую токопроводящую среду помещают в кювету, у которой дно и одна боковая стенка выполнены из диэлектрического материала и являются собственно кюветой, а вторая боковая стенка образована поверхностью обрабатываемого изделия. Причем кювет, как правило, две. Одна для обработки наружной поверхности изделия, а вторая - для внутренней. Кюветы при обработке деталей расположены на одном уровне. В кюветах вдоль диэлектрических боковых стенок размещены электроды, через которые пропускают электрический ток, вследствие чего насыщающая токопроводящая среда и поверхность обрабатываемого изделия разогреваются до рабочей температуры. При этом ионы элементов, содержащиеся в насыщающей среде, диффундируют в поверхность обрабатываемого изделия, вследствие чего оно приобретает антикоррозионный свойства. Обработка изделия производится путем перемещения обрабатываемой детали через кювету или кювета передвигается по изделию.
Электроды в кюветах располагаются на равном расстоянии друг от друга и на одинаковом расстоянии от поверхности обрабатываемого изделия. Такое расположение электродов способствует равномерному разогреву насыщающей среды при прохождении через нее электрического тока. Причем ток на электроды подается попеременно по принципу "бегущих огней". Через каждый электрод ток проходит определенное время, достаточное для разогрева и поддержания рабочей температуры насыщающей среды на участке действия электрода. Затем ток подается на следующий электрод. Попеременное включение электрода препятствует неравномерному разогреву обрабатываемой поверхности. При подаче электрического тока на все электроды одновременно он пойдет по пути наименьшего сопротивления, т. е. , найдя участок в насыщающей среде с меньшим сопротивлением, он устремится туда. При этом на данном участке может произойти перегрев поверхности обрабатываемой детали и даже расплавление, а остальная поверхность останется необработанной. Для обработки труб малого диаметра (фиг. 1) центральная кювета 3 имеет только один центральный электрод 7, так как расстояние от электрода 7 до внутренней обрабатываемой поверхности трубы 1 небольшое. Электрический ток подается на электроды 5, расположенные вдоль боковой диэлектрической стенки наружной кюветы, и на центральный электрод 7 внутренней кюветы. Причем электрический ток на электроды 5 подается попеременно: вначале на один, затем на другой и т.д. Центральный электрод включен постоянно. При этом ток, проходя через определенный сектор обеих кювет, разогревает находящуюся в этом секторе среду и участок поверхности трубы 1. Затем ток подается на следующий электрод во внешней кювете 2 и разогревает следующий сектор и т.д. Для предотвращения высыпания порошка из кювет 2 и 3 между ними и трубой 1 имеются прокладки 8, изготовленные из диэлектрического материала, выдерживающего высокие температуры, например асбеста.
Для обработки труб большого диаметра (фиг. 2) внутренняя кювета 3 имеет боковую стенку и дно, выполненные из диэлектрического материала. Вдоль боковой стенки расположены электроды 9. Ток, проходя через электроды 5 наружной кюветы и электроды 9 внутренней кюветы 3, разогревает находящуюся в них насыщающую среду и поверхность трубы - внутреннюю и наружную. Ток подается на электроды 11 попарно. Причем его можно подавать на несколько парных электродов одновременно, например через одну пару. В этом случае происходит более равномерный разогрев насыщающей среды и поверхностей обрабатываемого изделия. Между кюветами и трубой имеются эластичные прокладки.
Листовое изделие 15 (фиг. 3) обрабатывается в одной кювете 12. Она разделена обрабатываемым листом 15 на две части 16 и 17. Вдоль диэлектрических боковых стенок частей кювет 16 и 17 расположены электроды 13 и 14, через которые подается ток, разогревающий насыщающую среду.
Изделия переменного профиля (фиг. 4) обрабатываются в кювете 18, которая имеет в дне отверстие, соответствующее наибольшему диаметру детали. В нижней части дна кюветы 18 смонтирована лепестковая диафрагма 23. При перемещении детали через кювету лепестки диафрагмы 23 под действием пружин сходятся или расходятся в зависимости от профиля изделия. Копиры, смонтированные на концах лепестков диафрагмы, скользят по обрабатываемой поверхности изделия и изменяют размер окна диафрагмы 23. Ток подается на электроды 22 кюветы 18 и непосредственно на изделие 21. Для равномерного разогревания насыщающей среды и поверхности обрабатываемой детали электрический ток, проходящий через кювету, стабилизируется или изменяется в зависимости от изменения расстояния от электродов до поверхности обрабатываемого изделия.
При обработке изделия в наклонном или горизонтальном положениях кюветы закрываются крышками, выполненными из диэлектрического материала. Между крышками и обрабатываемыми изделиями имеются гибкие прокладки.
Для улучшения качества обрабатываемой поверхности и ускорения процесса обработки часть электрического тока пропускается через обрабатываемое изделие (фиг. 5). Обрабатываемое изделие посредством диодов D1 и D2 и переменного сопротивления R1 электрически соединяется с электродами 24 и 25, через которые подается переменный ток. Проходящий через изделие 1 электрический ток, регулируемый сопротивлением 1, способствует более быстрому его разогреванию, а также более эффективному диффундированию ионов насыщающей среды в его поверхность.
Насыщающая среда должна обладать свойством дисперсности во время термодиффузионной обработки с тем, чтобы во время процесса не образовалось спекания частиц насыщающей среды, что приводит к ослабленным в электрическом отношении зонам и вследствие этого к неравномерной обработке поверхности изделия. Поэтому на кюветы воздействуют ультразвуковыми колебаниями с целью поддерживать порошок насыщающей среды в псевдожидком состоянии, что препятствует спеканию частиц.
Проведение процессов обработки изделий в вакууме или в среде инертных газов позволит поднять температуру обработки до 1300 - 1500oC и за счет этого ускорить процесс обработки.
Для внедрения в обрабатываемую поверхность нескольких химических элементов изделие можно пропустить сразу через несколько кювет, заполненных насыщающей средой с разными химическими составами, за один рабочий цикл.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЭЛЕКТРОПРОВОДНОСТИ ГРУНТОВ | 1992 |
|
RU2044308C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2003 |
|
RU2253691C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОАКТИВАЦИИ ВОДЫ | 2007 |
|
RU2351547C1 |
| УСТАНОВКА ДЛЯ АКТИВАЦИИ ВОДЫ | 2007 |
|
RU2354612C1 |
| ЛАБОРАТОРНЫЙ ЭЛЕКТРОЛИЗЕР | 2008 |
|
RU2358039C1 |
| ПРОТОЧНЫЙ ЭЛЕКТРОАКТИВАТОР ВОДЫ | 2006 |
|
RU2323890C1 |
| СПОСОБ ОЧИСТКИ ОТ СТРУКТУРНЫХ ПРИМЕСЕЙ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА | 1990 |
|
SU1780274A1 |
| ЭЛЕКТРОВИХРЕВОЙ АКТИВАТОР ВОДЫ | 2007 |
|
RU2334680C1 |
| ЭЛЕКТРОАКТИВАТОР ДЛЯ ВОДЫ | 2007 |
|
RU2335462C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ АКТИВАЦИИ ВОДЫ | 2005 |
|
RU2277511C1 |
Изобретение относится к области химико-термической обработки металлов путем электронагрева их в твердой порошкообразной среде и может быть использовано для повышения эксплуатационной стойкости металлов в различных областях промышленности. Сущность изобретения: металлические изделия подвергают насыщению при температуре 500 - 1250oС в твердой порошкообразной токопроводящей среде, которую помещают в кюветы, имеющие форму обрабатываемого изделия, одна боковая стенка и дно которых выполнены из диэлектрического материала, а другая боковая стенка образована поверхностью обрабатываемого изделия, при этом электроды, на которые подается напряжение, размещают вдоль боковой диэлектрической стенки равномерно и на одинаковом расстоянии от поверхности обрабатываемого изделия. 6 з.п.ф-лы, 5 ил.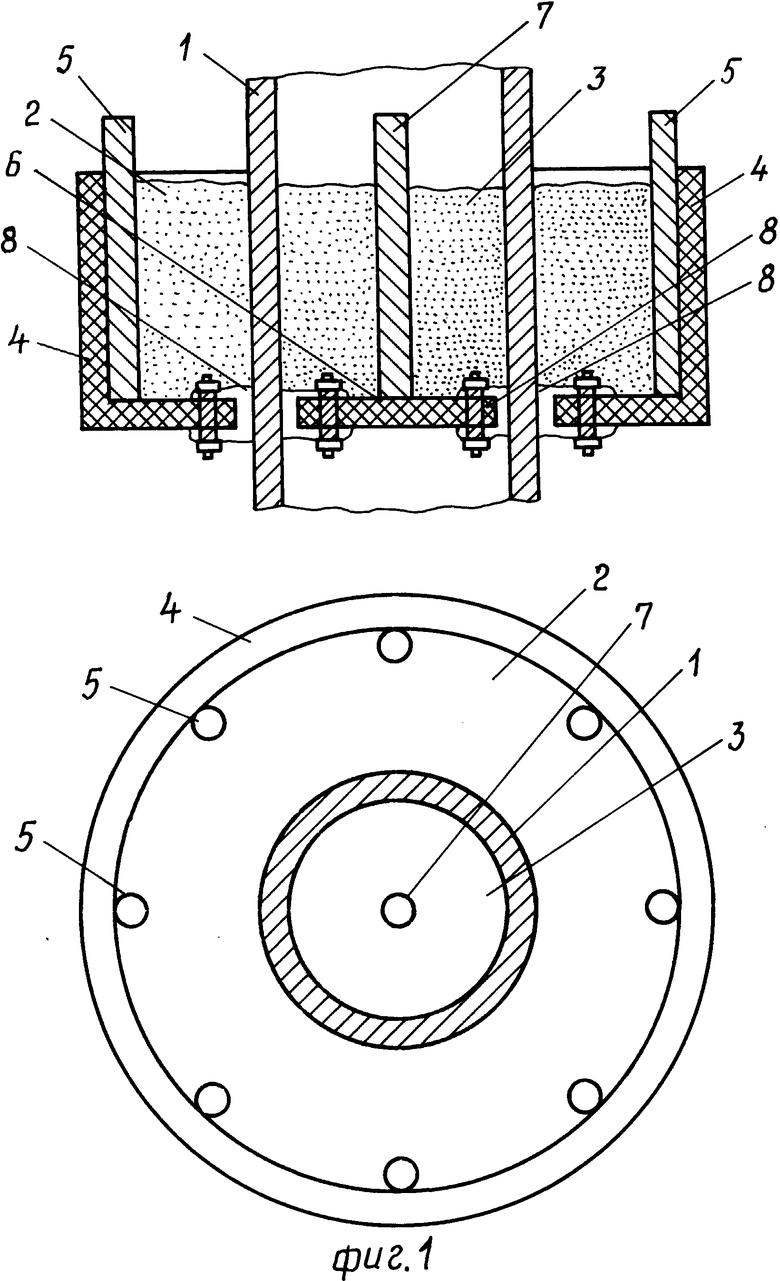
| SU, авторское свидетельство, 298699, C 23 C 8/64, 1971. |
