Изобретение относится к способам повышения ремонтопригодности трубопроводов различных систем и сетей, предназначенных для транспортировки электропроводящих жидкостей. Такие жидкости, например, транспортируются в судовых системах (воды морская, пресная, льяльная, сточная, пар влажных и т.п.), в технологических трубопроводах различных промышленных предприятий (пар и вода как технологическое сырье, водные растворы реагентов, промежуточные продукты, полученные и используемые в технологическом процессе, отходы производства и т.п.), на транспорте, в энергетике, коммунальном хозяйстве и т.д.
Под ремонтопригодностью подразумевается (ГОСТ 13377-78) свойство трубопроводов и их элементов (деталей), заключающееся в приспособленности их конструкций к техническому обслуживанию и ремонту.
Известны способы конструктивно-технологического повышения ремонтопригодности трубопроводов [4, 5, 6]. Способы включают следующие операции:
унификацию и стандартизацию диаметров труб, их путевых соединений, фасонных деталей, арматуры;
более рациональную трассировку трубопроводов (сокращение их общей длины, увеличение доли протяженности прямых участков труб, сокращение числа ярусов и перекрещиваний разных трубопроводов в местах их многоярусной прокладки);
облегчение доступности, которое обеспечивается при конструировании и монтаже трубопроводов, к местам их погибов, путевых соединений, отростков, арматуры;
повышение легкосъемности быстроизнашивающихся деталей трубопроводов для возможности их замены во время ремонта, применение съемных взаимозаменяемых секций изоляции труб и т.п.
Недостатками вышеописанных способов повышения ремонтопригодности является, в частности, то, что конструкция фасонных деталей трубопроводов, [7], с зонами которых связана основная часть отказов трубопроводов и их ремонтов, не учитывают закономерностей появления и распределения коррозионных разрушений в их так называемых слабых местах, связей этих мест с характером и величиной деформации нормального поля скоростей в сечениях трубопровода в процессе и после прохода потока через фасонные детали известных конструкций.
При этом следует иметь в виду, как это установлено исследованиями [1, 2, 6] и др., зона слабого места в трубопроводе образуется там, где нарушается осевая симметрия потока электролита в нем. Деформация поля скоростей меняет условия на границе металл-электролит на соседних участках внутренней поверхности стенки трубы. На этих участках появляется разница электрохимических потенциалов. При наличии электропроводящей жидкости здесь формируется коррозионный макроэлемент, анод которого, т.е. самая электроотрицательная часть, растворяется, теряет ионы металла, иначе - корродирует. Глубокую коррозионную язву (потенциальный свищ) можно ожидать в том сечении трубопровода, где деформация поля скоростей будет наибольшей. В силу влияния ряда случайных факторов действительное расположение мест наибольшей скорости проникновения местной коррозии локализуется не точно в сечении наибольшей деформации потока, а вблизи, до и после него, образуя зону слабого места, имеющего конечные размеры, при каждой выбранной вероятности локализации отказов здесь. Очень важно, что, анализируя гидромеханику потока в зоне фасонной детали, теперь возможно найти положение сечения с наибольшей деформацией потока. А это сечение, согласно теории местной коррозии, соответствует математическому ожиданию места отказа в случайном распределении их в пределах слабого места.
Появилась возможность рассчитать для фасонной детали зону ее слабого места, с тем, чтобы "усилив", защитить именно ее, повысить безотказность фасонных деталей и, следовательно, ремонтопригодность трубопроводов.
С учетом этого в качестве ближайшего аналога принят способ повышения ремонтопригодности трубопроводов за счет повышения безотказности большей части его слабых мест, возникающих в районах фасонных деталей типа отводов и тройников.
Повышение ремонтопригодности по ближайшему аналогу, включает следующие операции [6]:
подбор материала труб и методов их защиты от эксплуатационных разрушений с учетом режима использования трубопровода и допустимых скоростей потока; защита деталей (элементов) трубопроводов от контактной коррозии подбором материалов с близкими электрохимическими характеристиками или путем электроизоляции мест их соединений;
улучшение гидродинамики потока - применение гидравлически более рациональных деталей и правильное конструктивно- технологическое изготовление их, т. е. применение гнутых (с овальностью не более 8% от наружного диаметра труб) или штампосварных колен (радиусом прогиба 1,0oC1,5 Dн) вместо колен, сварных из секторов; целесообразная конструкция и тщательная пригонка отросков, а также деталей фасонных тройников;
использование более стойкого материала (защитного покрытия) и обеспечение лучшего доступа к отводам и тройникам для профилактической их замены при прокладке трубопроводов в необитаемых, труднодоступных местах и под зашивкой.
Недостатками описанного способа являются следующие:
улучшение формы проточной части фасонных деталей и гидродинамики потока при переходе от колен, сварных из секторов, к отводам гнутым и штампосварным, а также тщательная пригонка отростком тройников в необходимой мере не решают задачи повышения безотказности фасонных деталей, т.к. стандартные (нормализованные) конструкции их изготавливаются без учета закономерностей распределения отказов в районе их установки, а защита конструкции таких деталей от износа приводит к отказам трубопроводов (свищам) на прямых участках труб непосредственно за этими деталями;
применение более стойкого материала или защитного покрытия в пределах известных конструкций нормализованных отводов и тройников бесполезно по соображениям, изложенным выше, т.к. отказ (свищ) появляется вблизи за стандартной деталью (по потоку), на прямом участке трубы, где стойкость материала не повышена или улучшенное защитное покрытие отсутствует. Отсюда следует, что отводы и тройники "усиленные", из более стойкого материала или с защитным покрытием должны иметь отличную от известных конструкций форму и размеры.
Задача, которую решает изобретение, - повышение ремонтопригодности трубопроводов за счет повышения безотказности их фасонных деталей типа отводов и тройников и уменьшение трудоемкости и потерь эксплуатационного времени на техническое обслуживание и ремонт этих трубопроводов.
Предлагаемый способ повышения ремонтопригодности трубопроводов предусматривает реализацию в процессе их конструирования и монтажа (или модернизации) ряда целенаправленных операций.
С этой целью:
теоретическим расчетом определяют сечение в районе отвода (колена), тройника (отростка, седловины и т.п.), где при данной геометрии проточной части фасонной детали деформация нормального поля скоростей достигает наибольшей величины;
сечение наибольшей деформации потока принимают в качестве теоретического положения места ожидаемого отказа (свища) - математического ожидания места отказа в случайном законе распределения коррозионных язв в пределах слабого места;
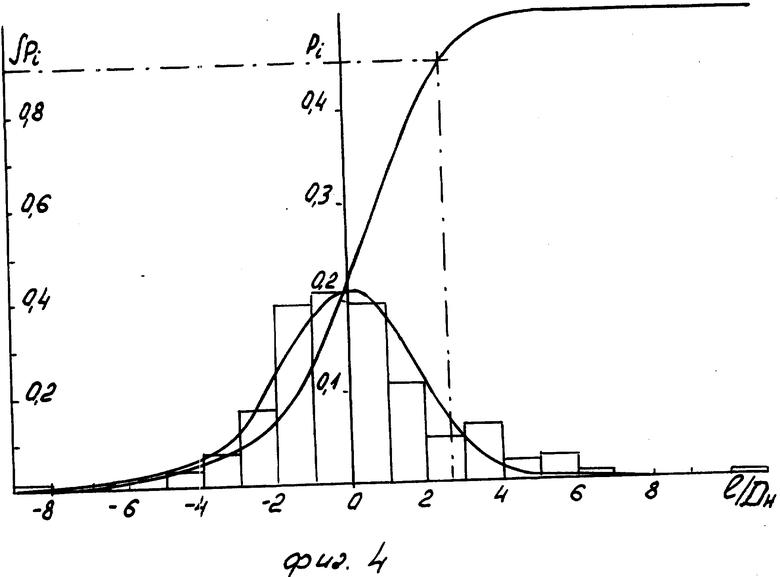
границу зоны слабого места на стороне выхода деформированного потока из фасонной детали определяют с любой заданной вероятностью (фиг. 4) локализации ожидаемого отказа (коррозионного свища) в пределах зоны слабого места, на основании статистической обработки имеющихся экспериментальных данных о местах появления отказов в реальных эксплуатирующихся трубопроводах электропроводящих жидкостей;
фасонную деталь (отвод, колено, тройник, отросток, седловину и т.д.) изготавливают таким образом, чтобы на стороне выхода из нее деформированного потока был прямой участок, имеющий относительную длину  = L/Dн, не меньшую, чем это необходимо, чтобы за его пределы по направлению потока не вышло место вероятного отказа, при выбранной (принятой) вероятности локализации их в пределах слабого места;
= L/Dн, не меньшую, чем это необходимо, чтобы за его пределы по направлению потока не вышло место вероятного отказа, при выбранной (принятой) вероятности локализации их в пределах слабого места;
необходимое повышение безотказности фасонных деталей новой конструкции обеспечивают известными методами "усиления" или защиты их стенок (увеличение толщины их, использования более стойкого к местной коррозии металла, нанесения более стойких видов защитных покрытий), но в отличие от аналогов протяженность участка "усиленной" или защищенной части фасонной детали включает в себя не только собственно фасонную часть (где меняется направление потока, происходит его деление или сбор), но и участок на стороне выхода деформированного потока из фасонной детали;
фасонные детали повышенной безотказности (новой конфигурации) изготавливают и включают в состав трубопровода при любых видах неразъемных или разъемных путевых соединений в процессе монтажа новых трубопроводов, модернизации или ремонта эксплуатирующихся, что обеспечивает также перенос (вынос) стыка детали и трубы (за ним) за пределы слабого места; замену изношенных фасонных деталей производят целиком с использованием аналогичных деталей одного из выбранных ремонтных размеров - первого, второго или третьего.
Оценку технического состояния трубопроводов в процессе их эксплуатации производят неразрушающими инструментальными методами в первую очередь в границах установленных фасонных деталей новой конфигурации.
Таким образом, для реализации предлагаемого способа должны использоваться фасонные детали повышенной надежности, отличающиеся от известных одноименных фасонных деталей (нормализованных или стандартных) наличием на их выходной стороне (по потоку) прямой цилиндрической части такой длины, чтобы за ее пределы (при заданной вероятности появления отказов в пределах слабого места) они не выходили за пределы детали. Необходимое "усиление" или защита стенки фасонной детали (утолщение, применение более стойкого материала или защитного покрытия) должно производиться по всей длине фасонной детали, включая увеличенные цилиндрические части у ее выходных (по потоку) концов.
Фасонные детали новой конфигурации, кроме того, должны обеспечивать безотрывное течение (отсутствие уступа на внутренней стороне стенки трубопровода) при включении утолщенной фасонной детали в трубопровод с более тонкой стенкой или разрыв электрического контакта в путевом (например, фланцевом) соединении, если фасонная деталь изготовлена из материала, имеющего электрохимический потенциал, отличающийся от потенциала присоединяемых деталей трубопровода.
При этом приварные фасонные детали новой конфигурации могут изготавливаться 3 ремонтных размеров, отличающихся по длине цилиндрической части друг от друга на величину около 1,5 S, где S - толщина стенки фасонной детали, или изготавливаться одного размера с припуском около 3 S, удаляемого частично или целиком при повторных (очередных) заменах штатных фасонных деталей трубопроводов.
Для решения поставленной задачи использованы результаты исследований особенностей деформации поля скоростей потока в трубопроводах в пределах фасонных элементов и в прямой трубе за выходом из них и связей деформации потока с разделением внутренней поверхности стенки трубопровода на анодные и катодные зоны - формированием здесь макрокоррозионных элементов, анод которых растворяется и может дать свищ, т.е. отказ [3].
Рассчитать приближенно положение места (сечения трубы), где деформация поля скоростей потока достигает максимальной величины, возможно используя методы, изложенные в [1, 2] и др. Появление коррозионного свища вблизи этого сечения наиболее вероятно. Однако это теоретически идеальный случай. На практике из-за влияния ряда случайно действующих факторов (уже имеющейся деформации потока на входе в данную деталь, изменения соотношения расхода по ветвям тройника, возможной неоднородности металла стенки, наличия больших механических деформаций металла и т.п.) место наиболее глубоких коррозионных разрушений (слабое место) будет не точкой на поверхности стенки, а зоной, имеющей некоторую конечную протяженность до и после расчетного сечения.
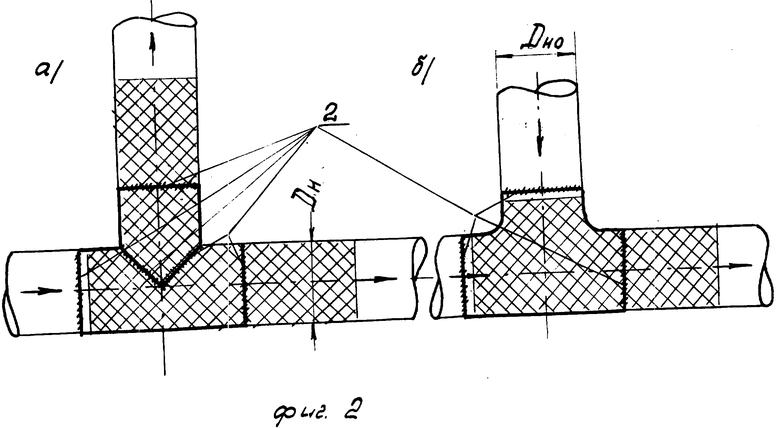
Для известных конструкций нормализованных (стандартных) отводов и тройников эта зона частично или полностью располагается в прямой трубе в месте выхода потока из фасонной детали. Обычно в эту зону попадают: часть фасонной детали, место путевого соединения (разъемного или неразъемного) фасонной детали со следующей за ней трубой и участок прямой трубы непосредственно за фасонной деталью (фиг. 1,2).
Для уточнения положения и протяженности таких слабых мест были проведены сбор и статистическая обработка данных о законах распределения относительных частот появления свищей в различных судовых трубопроводах (вода морская, пресная, льяльная, сточная, пар и др.) в зонах деформации потока за различными деталями. Всего обработано около 1500 случаев отказов (появления коррозионных свищей). Установлено, что для всех широко используемых металлов и защитных покрытий трубопроводов и разных электролитов фактические места отказов группируются вблизи расчетного сечения. Найдены границы зон слабых мест, в пределы которых попадает до 90% всех зафиксированных отказов в районах отводов с различной геометрией и при возможных соотношениях расходов электролита в ветвях сборных и разделительных тройников.
Для отвода относительное расстояние (в диаметрах Dн трубы) до сечения с наибольшей деформацией потока loc/Dн от выходного конца гнутой части отвода по [2] можно записать так: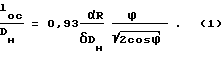 .
.
В этой формуле: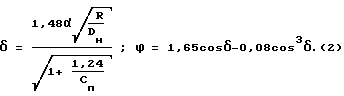 (2)
(2)
Как и в (1), можно принять:
Cn=3(1-2k-0,88k2); k=0,24n+1(0,76n+1,76); 
где α - угол отвода, в радианах;
R/Dн - относительная кривизна отвода, в диаметрах (наружных) сечения трубопровода;
Cн - характеристика формы профиля скоростей в турбулентном потоке на входе в отвод, учитывающая число Re потока и относительную шероховатость стенки трубы;
λ - коэффициент линейных потерь в трубопроводе.
Отрицательное значение (loc/Dн), полученное расчетом по (1), означает, что искомое сечение находится не за отводом, а внутри него [2].
Пусть отводы α = 90o (1,57 рад) изготовлены из трубы с внутренним диаметром d = 50 мм, трех разных относительных радиусов погиба R/DН = 1,0; 2,0; 3,0.
Если стальная труба новая, малой шероховатости, а средние скорости потока электролита (например, морской воды) = 2,5 oC 3,0 м/с, то Re ≅ 1,6 • 105, n ≅ 1/8,3, а Cп=0,385.
В этом случае:
а
Для R/Dн = 1,0; 2,0; 3,0 получаем соответственно
ϕ =0,698, - 0,045; - 0,618.
Для этих же радиусов кривизны по (1), подставив найденные значения δ и ϕ , получим:
Таким образом, расчетное сечение, где ожидается максимальная деформация потока у крутоизогнутого отвода с R/Dн = 1,0, лежит на расстоянии 0,7 Dн на прямом участке трубы за гнутой частью. У отводов с R/Dн=2,0 (применяемых широко в системах судов) и с R/Dн=3,0 (применяемых в технологических и других трубопроводах) расчетное сечение оказалось внутри отводов, недалеко от выхода из гнутой части.
Поскольку некоторый разброс мест фактического расположения коррозионных язв относительно расчетного сечения из-за воздействия ряда случайных факторов неизбежен, можно утверждать, что слабое место во всех трех случаях рассмотренных отводов должно разместиться частично в гнутой части отвода, в частично - с выходом на прямой участок трубы за гнутой частью.
Проверка этого предположения путем сбора и статистического анализа данных о местах действительных свищей в зоне отводов реальных трубопроводов показала, что это соответствует опыту.
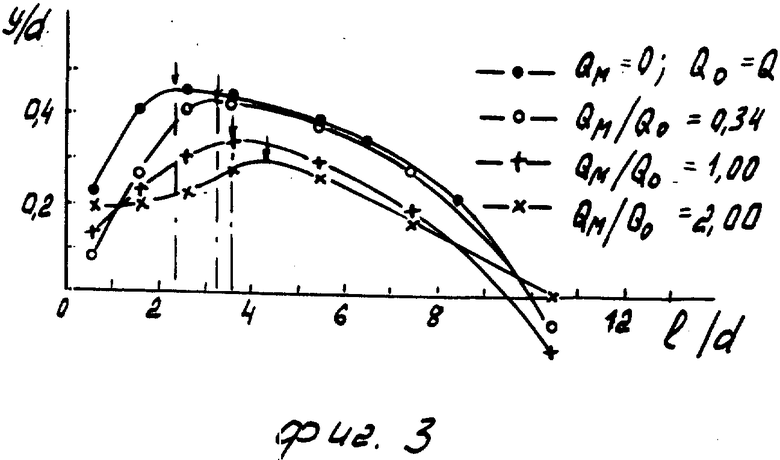
Аналогичные расчеты (фиг. 3) и сопоставление их результатов с данными о закономерностях появления отказов в магистрали сборных и отростках и магистрали разделительных тройников реальных эксплуатирующихся трубопроводов электропроводящих жидкостей также подтвердили ожидаемый результат.
Для обычных ситуаций, когда характеристики фасонных деталей - отводов и тройников различных исполнений (включая четверники, сборные и распределительные коллекторы трубопроводов и штуцеры, отростки, седловины врезные и накладные, их образующие) лежат:
для отводов в пределах относительных радиусов кривизны  = R/DН = 1,0oC4,0, при углах α = 90o и 60o;
= R/DН = 1,0oC4,0, при углах α = 90o и 60o;
для фасонных деталей типа тройников прямых сборных и разделительных со всеми перечисленными выше деталями, их образующими, включая также четверники и коллекторы, при заданной вероятности локализации около 90% всех возможных отказов а пределах фасонных деталей новой конфигурации, расчетные формулы для нахождения величины  необходимой длины прямой выходной стороны (сторон) отводов и тройников можно упростить следующим образом:
необходимой длины прямой выходной стороны (сторон) отводов и тройников можно упростить следующим образом:
- для отводов разных исполнений, имеющих  = 1,0oC4,0 и углы α = 90o и 60o;
= 1,0oC4,0 и углы α = 90o и 60o; 3,5;
3,5;  3,5 - для тройников разных исполнений (четверников, штуцеров, отростков, седловин в их составе или в коллекторах трубопроводов),
3,5 - для тройников разных исполнений (четверников, штуцеров, отростков, седловин в их составе или в коллекторах трубопроводов),
где  - относительный радиус кривизны отвода;
- относительный радиус кривизны отвода;
α - угол отвода (90o или 60o); - относительная протяженность цилиндрической прямой части, включенной в фасонную деталь предлагаемой конфигурации на стороне (сторонах) выхода из нее деформированного потока.
- относительная протяженность цилиндрической прямой части, включенной в фасонную деталь предлагаемой конфигурации на стороне (сторонах) выхода из нее деформированного потока.
Упрощенные формулы получены путем анализа расчетов в указанном диапазоне для величин L и Lo по исходным зависимостям типа (1) с одновременным учетом закономерностей случайных отклонений мест свищей от их расчетного положения (математического ожидания мест отказов) при вероятности P=0,9.
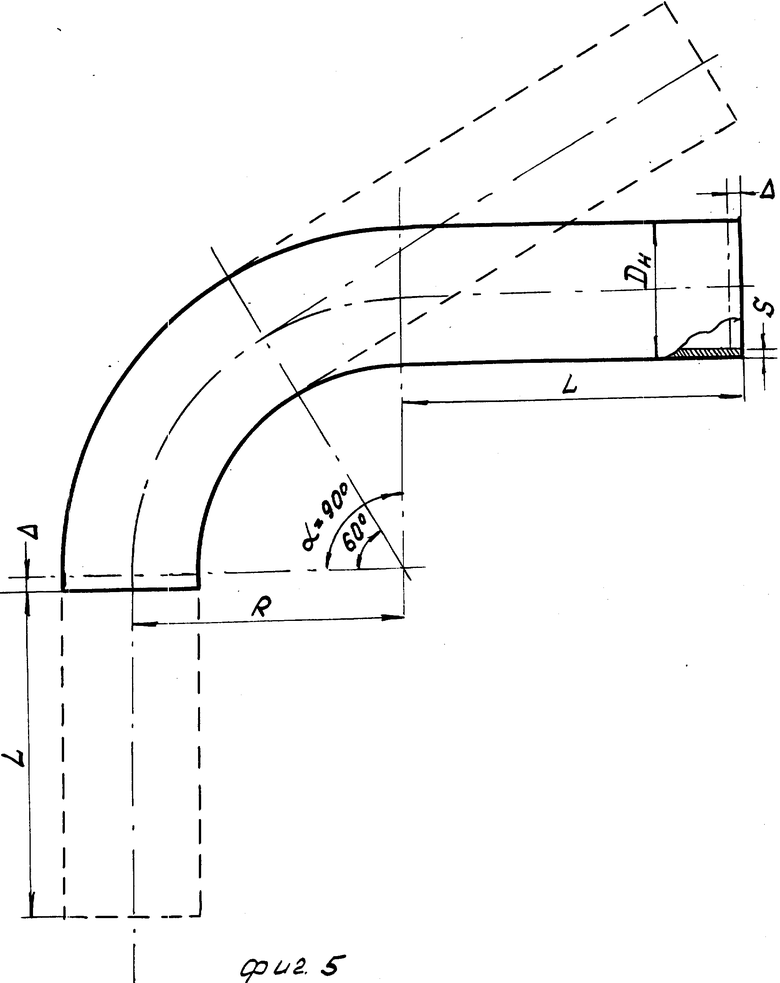
На фиг. 1 изображена схема расположения зоны слабого места - возможных отказов (свищей) при эксплуатации приварного отвода в напорном трубопроводе электропроводящей жидкости. Принятые обозначения: 1 - труба на выходе в отвод, 2 и 6 - сварные швы, 3 - приварной отвод, 4 - расчетное положение сечения наибольшей деформации потока по формуле (1) - теоретически ожидаемое место появления свища, 5 - труба на выходе деформированного потока из отвода; R- радиус кривизны отвода; Dн - наружный диаметр трубопровода; loc - расстояние расчетного сечения от выхода из криволинейной части отвода. Зона слабого места заштрихована; на фиг. 2 - схема расположения слабых мест в прямых тройниках: а - тройник прямой сварной разделительный, изготовленный по нормали МН2886-62; б- тройник прямой сборный приварной, изготовленный по ГОСТ 17376-86. Зоны слабых мест заштрихованы. Стрелками показано направление потока. 2 - сварные швы; Dн - наружный диаметр магистрали, Dно- то же, отростка; на фиг. 3 - экспериментальные графики величины относительного смещения ядра потока от оси магистрали в сборном равнопроходном тройнике при различных долях расхода, поступающего из отростка. Экстремумы кривых соответствуют сечениям с наибольшим смещением ядра (деформаций) потока. Стрелками показаны расчетные сечения, по формулам работы [1]. l/d - относительное удаление сечения от места пересечения осей отростка и магистрали; y/d - относительное смещение ядра от оси магистрали; Qм, Qo - расходы в магистрали и отростке до слияния потоков; Q - суммарный расход за тройником. На фиг. 4 изображена гистограмма распределения относительных частот P отказов (свищей) в отводах судовых трубопроводов (все используемые материалы труб и все электролиты), теоретический закон распределения и интегральная кривая ∫Pi. l/Dн - относительное расстояние от расчетного сечения с наибольшей деформацией потока. Всего отказов N=233. Штрихпунктирными линиями показано положение внешней (по потоку) границы "слабого места" за отводом, соответствующее вероятности попадания отказа в его пределы, равной P=0,9. Отрицательные значения l/Dн соответствуют направлению, противоположному движению потока. На фиг. 5 изображен эскиз базового отвода новой конфигурации и повышенной надежности. R - радиус кривизны отвода; Dн - наружный диаметр трубы; S - толщина стенки фасонной детали; α - угол отвода (60 или 90o); L - необходимая длина цилиндрической прямой части отвода на стороне выхода потока из него; Δ - припуск на отводах 3-го ремонтного размера. Пунктиром показаны варианты исполнения деталей при данном R, но с вариантами α и случаем переменного направления потока в отводе α = 90o. На фиг. 6 изображен эскиз базового прямого тройника новой конфигурации повышенной надежности. Dн - наружный диаметр магистрали; Dно - наружный диаметр отростка, L - длина цилиндрической прямой части магистрали тройника на стороне выхода потока после его деления (сбора); Lo - то же для отростка, размер седловины; l, lo - размеры участков магистрали и отростка на стороне входа потока в тройниках, принимаются, как и в стандартных фасонных деталях, равными 1,5 Dн или 1,5 Dно, Δ,Δo - припуски на тройниках 3-го ремонтного размера; S, So - толщина стенок магистрали и отростка (седловины).
Пунктиром показаны возможные варианты исполнения фасонных деталей типа тройников (отростков, седловины) различного назначения, сварных и со скругленной кромкой соединения отростка (седловины) с магистралью.
Конкретный пример использования предлагаемого способа. Способ повышения ремонтопригодности трубопроводов был реализован на среднем рыболовном траулере - N 8033 "Нуклон" (проект 502Г), принадлежавшем Пионерской базе океанического рыболовного флота (г. Пионерский курорт, Калининградская область).
Судовладельца беспокоила очень низкая ремонтопригодность трубопроводов, чрезмерно большие объемы и трудоемкость ремонтов судовых систем на судах этого и других проектов, особенно трубопроводов систем морской воды.
Для проверки способа путем реализации его при модернизации трубопроводов во время очередного ремонта судна на Калининградском судоремонтном заводе были выбраны трубопроводы следующих судовых систем:
охлаждения главного двигателя - контур морской воды, включая межкингстонную перемычку (далее - трубопровод ОГД);
охлаждения вспомогательных двигателей (ОВД);
охлаждения механизмов и аппаратов рефотделения (ОРМ);
бытовой морской воды (в районе машинного отделения) - БМВ.
Работа осложнялась тем, что речь шла не о создании новых лучших трубопроводов, а о переделке имеющихся, желательно с минимальными затратами, на реальном, уже эксплуатирующемся судне. Поэтому не во всех случаях удалось реализовать лучшие варианты возможных решений.
Использование предложенного способа было осуществлено путем следующих последовательных операций:
1. Теоретическими расчетами определены положения сечений, где отказы можно было ожидать в районах отводов и тройников.
2. Определением границ зон, в пределах которых ожидалась локализация основной части (90%) отказов, с учетом возможных случайных отклонений от идеального расчетного случая.
3. Расчеты границ необходимых "усиления" и защиты фасонных деталей были выполнены по приближенным формулам. Детали повышенной безотказности с удлиненными выходными концами были защищены или "усилены" по всей их длине, а именно: в трубопровод ОГД включен надежно защищенный в пределах слабых мест коллектор, которым заменено 6 штатных тройников, дававших в эксплуатации большое число отказов, применены отводы новой конфигурации с толщиной стенки, увеличенной в 1,5-2,0 раза (до 5 мм), 5 отводов в трубопроводе ОВД изготовлены с эмалированием внутренней поверхности по всей длине их, включая зону потенциального слабого места. То же использовано для тройников, где защитное стеклоэмалевое покрытие было нанесено и в магистрали и в отростках, перекрывая зону слабого места в них. В ОРМ использовано утолщение стенок отводов в 1,5-2,0 раза, изготовлен и защищен эмалированием один тройник. В трубопроводе БМВ стеклоэмалевым покрытием надежно защищены 5 отводов, имеющих предлагаемую конфигурацию, и 2 коллектора, которыми заменены 6 тройников.
Таким образом, наряду с повышением ремонтопригодности проект модернизации трубопроводов решал и еще одну задачу - проверку возможности использования эмалирования трубопроводов для местной защиты его отдельных слабых мест.
В процессе последующей эксплуатации судна контроль состояния трубопроводов выполнялся инструментальными неразрушающими методами в основном в пределах установленных фасонных деталей новой конфигурации.
Способ реализован в трубопроводах общей протяженностью около 300 м. Расчет ожидаемого повышения ремонтопригодности - снижения трудоемкости технического обслуживания и ремонта модернизированных трубопроводов, выполненный по методике Отраслевой лаборатории судовых систем Минрыбхоза СССР (КТИРПиХ, Калининград), показал улучшение характерных показателей по межкингстонной перемычке почти в 3 раза, по ОРМ - в 2 раза, по внутреннему контуру ОВД - в 1,7 раза, по трубопроводам БМВ - в 1,4 раза.
Практика последующей эксплуатации судна в течение 8 лет подтвердила снижение затрат на ремонт модернизированных систем в 1,8 oC 2,0 раза.
Использование предложенного способа и новой конфигурации фасонных деталей обеспечило повышение ремонтопригодности за счет:
сокращения числа мест в составе трубопровода, потенциально нуждающихся в ремонте (слабых мест), и уменьшения потребности в ремонте трубопроводов по этой причине;
повышения безотказности трубопроводов в районах отводов и тройников (врезных отростков) за счет уменьшения деформации потока в них и защиты или "усиления" трубопровода на протяжении слабого места, а также перемещения из этой зоны за ее пределы сварных стыков или другого вида неразъемных или разъемных соединений, что уменьшило скорость изнашивания (коррозионного разрушения) и, следовательно, объем и время необходимых ремонтов;
повышения достоверности информации и сокращения затрат времени при инструментальной оценке технического состояния трубопроводов неразрушающими методами, в первую очередь в пределах отводов и тройников новой конфигурации;
упрощения ремонтных работ, снижения требований к квалификации персонала ремонтных бригад, экономии затрат времени на ремонт, а значит, времени отключения (вывода из эксплуатации) трубопроводов за счет использования готовых (ремонтных) фасонных деталей предлагаемой конфигурации, что повысило и качество ремонта.
Источники информации
1. Асланьян О.И. Расчет координаты места ожидаемого отказа в магистрали за сборным тройником. /Сб. ЦП НТО им. акад. А.Н.Крылова, вып. 285. Вопросы надежности и технической диагностики судовых систем. -Л.: Судостроение, 1978, с.85-94.
2. Гольденберг И.З. К проблеме локализации мест износа судовых трубопроводов. /Сб. ЦП НИТО им. акад. А.Н.Крылова, вып. 121. Судоремонт. - Л.: Судостроение, 1968, с. 71-79.
3. Гольденберг И. З. Закономерности местного коррозионного разрушения судовых технических средств: Учебн. пособ. /ВИПК Минрыбхоза СССР.- Калининград, 1989. - 4 с.
4. Чапкис Д. Т. Ремонтопригодность морских судов. - Л.: Судостроение, 1978. - 256 с.
5. Шкловский Э. И. , Востриков В. С. Ремонтная служба на химических предприятиях. - М.: Химия, 1978. - 168 с.
6. Яндушкин К.Н., Дризен К.В., Образцов Б.М., Алексеенко И.Л. Коррозия и защита судовых трубопроводов.- Л.: Судостроение, 1978. - 192 с.
7. ГОСТ 17380-83. Детали трубопроводов стальные бесшовные приварные на Py ≤ 10 МПа (≤ 100 кгс/см2). Технические условия. - М.: Издательство стандартов, 1983. - 8 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСАДКА К ВОДЕ ТЕПЛОЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2000 |
|
RU2192505C2 |
| УСТРОЙСТВО ПРИЕМА ЧАСТОТНО-МОДУЛИРОВАННЫХ СИГНАЛОВ | 1999 |
|
RU2179786C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ НАРКОТИЧЕСКИХ И ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1999 |
|
RU2161300C2 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ НАРКОТИЧЕСКИХ И ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1999 |
|
RU2179716C2 |
| СПОСОБ КВАДРАТУРНОГО ПРИЕМА ЧАСТОТНО-МАНИПУЛИРОВАННЫХ СИГНАЛОВ С МИНИМАЛЬНЫМ СДВИГОМ | 1999 |
|
RU2192101C2 |
| КОРРЕЛЯЦИОННЫЙ ИЗМЕРИТЕЛЬ ФЛУКТУАЦИЙ | 2006 |
|
RU2339959C2 |
| СТАТИСТИЧЕСКИЙ АНАЛИЗАТОР НЕСТАБИЛЬНОСТИ ПЕРИОДА (ЧАСТОТЫ) КОЛЕБАНИЙ | 2002 |
|
RU2235338C2 |
| КОНТАКТНЫЙ ПЛЕНОЧНЫЙ ТЕПЛООБМЕННИК | 1991 |
|
RU2006777C1 |
| КОРРЕЛЯЦИОННЫЙ ИЗМЕРИТЕЛЬ ФЛУКТУАЦИЙ | 2004 |
|
RU2273859C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВРАЩАТЕЛЬНОЙ ВЯЗКОСТИ АНИЗОТРОПНЫХ ЖИДКОСТЕЙ | 2006 |
|
RU2348919C2 |
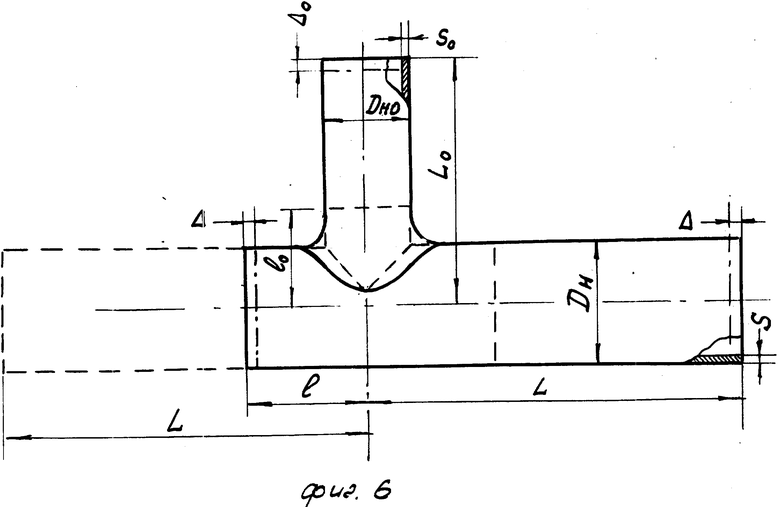
Использование: повышение ремонтопригодности трубопроводов для транспортирования электропроводящих жидкостей. Сущность изобретения: для повышения ремонтопригодности трубопровода рассчитывают положение сечения наибольшей деформации потока жидкости в фасонных деталях трубопровода, определяют вероятностное положение и протяженность в этом сечении "зоны отказов", изготавливают и устанавливают фасонную деталь с прямой цилиндрической частью на выходе потока с длиной, равной длине "зоны отказов", усиливают или защищают от коррозии фасонную деталь. 1 з.п. ф-лы, 6 ил.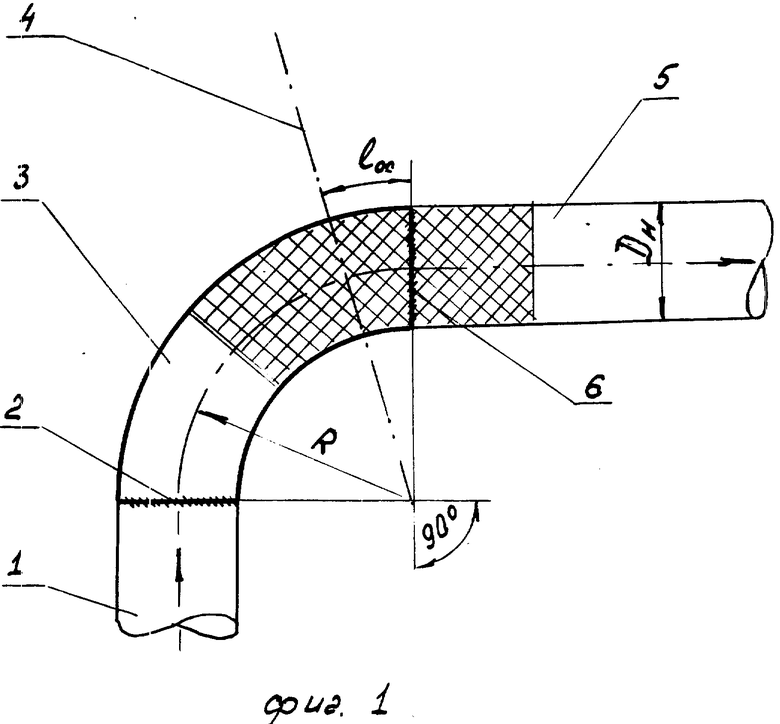
 равной протяженности этой зоны, причем всю фасонную деталь новой конфигурации, включая удлиненную часть ее, усиливают или защищают от коррозии известными методами.
равной протяженности этой зоны, причем всю фасонную деталь новой конфигурации, включая удлиненную часть ее, усиливают или защищают от коррозии известными методами.
для деталей типа отводов (при  = 1,0 - 4,0 и отсчете
= 1,0 - 4,0 и отсчете  от конца гнутой части отвода)
от конца гнутой части отвода)
а для деталей типа прямых тройников (при отсчете  от точки пересечения осей магистрали и отростка)
от точки пересечения осей магистрали и отростка)
где  - относительный радиус кривизны отвода;
- относительный радиус кривизны отвода;
α - угол отвода (90 или 60o); относительная длина прямой цилиндрической части, включенной в фасонную деталь новой конфигурации на сторонах выхода потока из нее;
относительная длина прямой цилиндрической части, включенной в фасонную деталь новой конфигурации на сторонах выхода потока из нее;
Dн - диаметр наружный трубопровода (в тройниках магистрали);
Dн о - диаметр наружный отростка в тройниках.
| Яндушкин К.Н | |||
| и др | |||
| Коррозия и защита судовых трубопроводов | |||
| - Л.: Судостроение, 1978, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
